5.7 Die direkte Prüfungsvorbereitung - Meistersite
5.7 Die direkte Prüfungsvorbereitung - Meistersite
5.7 Die direkte Prüfungsvorbereitung - Meistersite

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>5.7</strong> <strong>Die</strong> <strong>direkte</strong> <strong>Prüfungsvorbereitung</strong><br />
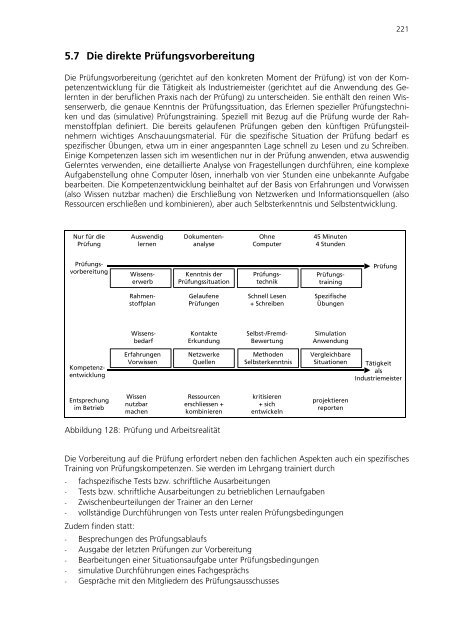
<strong>Die</strong> <strong>Prüfungsvorbereitung</strong> (gerichtet auf den konkreten Moment der Prüfung) ist von der Kompetenzentwicklung<br />
für die Tätigkeit als Industriemeister (gerichtet auf die Anwendung des Gelernten<br />
in der beruflichen Praxis nach der Prüfung) zu unterscheiden. Sie enthält den reinen Wissenserwerb,<br />
die genaue Kenntnis der Prüfungssituation, das Erlernen spezieller Prüfungstechniken<br />
und das (simulative) Prüfungstraining. Speziell mit Bezug auf die Prüfung wurde der Rahmenstoffplan<br />
definiert. <strong>Die</strong> bereits gelaufenen Prüfungen geben den künftigen Prüfungsteilnehmern<br />
wichtiges Anschauungsmaterial. Für die spezifische Situation der Prüfung bedarf es<br />
spezifischer Übungen, etwa um in einer angespannten Lage schnell zu Lesen und zu Schreiben.<br />
Einige Kompetenzen lassen sich im wesentlichen nur in der Prüfung anwenden, etwa auswendig<br />
Gelerntes verwenden, eine detaillierte Analyse von Fragestellungen durchführen, eine komplexe<br />
Aufgabenstellung ohne Computer lösen, innerhalb von vier Stunden eine unbekannte Aufgabe<br />
bearbeiten. <strong>Die</strong> Kompetenzentwicklung beinhaltet auf der Basis von Erfahrungen und Vorwissen<br />
(also Wissen nutzbar machen) die Erschließung von Netzwerken und Informationsquellen (also<br />
Ressourcen erschließen und kombinieren), aber auch Selbsterkenntnis und Selbstentwicklung.<br />
Nur für die<br />
Prüfung<br />
<strong>Prüfungsvorbereitung</strong><br />
Kompetenzentwicklung<br />
Entsprechung<br />
im Betrieb<br />
Auswendig<br />
lernen<br />
Wissenserwerb<br />
Rahmenstoffplan<br />
Wissensbedarf<br />
Erfahrungen<br />
Vorwissen<br />
Wissen<br />
nutzbar<br />
machen<br />
Dokumentenanalyse<br />
Kenntnis der<br />
Prüfungssituation<br />
Gelaufene<br />
Prüfungen<br />
Kontakte<br />
Erkundung<br />
Netzwerke<br />
Quellen<br />
Ressourcen<br />
erschliessen +<br />
kombinieren<br />
Abbildung 128: Prüfung und Arbeitsrealität<br />
Ohne<br />
Computer<br />
Prüfungstechnik<br />
Schnell Lesen<br />
+ Schreiben<br />
Selbst-/Fremd-<br />
Bewertung<br />
Methoden<br />
Selbsterkenntnis<br />
kritisieren<br />
+ sich<br />
entwickeln<br />
45 Minuten<br />
4 Stunden<br />
Prüfungstraining<br />
Spezifische<br />
Übungen<br />
Simulation<br />
Anwendung<br />
Vergleichbare<br />
Situationen<br />
projektieren<br />
reporten<br />
Prüfung<br />
221<br />
Tätigkeit<br />
als<br />
Industriemeister<br />
<strong>Die</strong> Vorbereitung auf die Prüfung erfordert neben den fachlichen Aspekten auch ein spezifisches<br />
Training von Prüfungskompetenzen. Sie werden im Lehrgang trainiert durch<br />
- fachspezifische Tests bzw. schriftliche Ausarbeitungen<br />
- Tests bzw. schriftliche Ausarbeitungen zu betrieblichen Lernaufgaben<br />
- Zwischenbeurteilungen der Trainer an den Lerner<br />
- vollständige Durchführungen von Tests unter realen Prüfungsbedingungen<br />
Zudem finden statt:<br />
- Besprechungen des Prüfungsablaufs<br />
- Ausgabe der letzten Prüfungen zur Vorbereitung<br />
- Bearbeitungen einer Situationsaufgabe unter Prüfungsbedingungen<br />
- simulative Durchführungen eines Fachgesprächs<br />
- Gespräche mit den Mitgliedern des Prüfungsausschusses
222<br />
- Gespräche mit Absolventen der letzten Prüfung über deren Erfahrung<br />
- mentales Training (z.B. zum Stressmanagement, Abbau von Prüfungsangst)<br />
<strong>Die</strong> Trainer bemühen sich um folgende Punkte:<br />
- regelmäßige Arbeitstreffen und Erfahrungsaustausch mit dem zuständigen Ausschuss<br />
- persönliche Beteiligung von Trainern im Prüfungsausschuss<br />
- Mitarbeit an der Prüfungsaufgabenerstellung durch Trainer<br />
- gemeinsame Nachbereitung im Anschluss an abgeschlossene Prüfungen<br />
Training von Prüfungstechnik<br />
Aus den bisherigen Prüfungssimulationen in laufenden Lehrgängen lassen sich Inhalte eines erforderlichen<br />
spezifischen Prüfungstrainings ableiten.<br />
So ist die effektive Nutzung der Zeit von 4 Stunden zu trainieren. Häufige Fehler sind: hektischer<br />
Einstieg, unstrukturierte Verwendung der Gesamtzeit, unzureichende selbstgesetzten Zeiten für<br />
Nachdenken, Informationssuche, Pausen, Bearbeitung pro Teilaufgabe etc. sowie eine vorzeitige<br />
Abgabe (weil dem Prüfling nichts mehr einfällt). Zu empfehlen ist, mit einem jeweils eigenen,<br />
vorher erprobten, festgelegtem Ablaufplan zu arbeiten, der beispielsweise folgende Bestandteile<br />
enthält:<br />
- eigenes Gesamtverständnis und Zugang in den ersten 30 Minuten bilden<br />
- 60 Minuten konzentriert an den Aufgaben arbeiten, die sich nach eigener Wahl anbieten<br />
- eine zeitlich definierte Informationsphase (30 Minuten suchen nach bestimmten Informationen<br />
in den Unterlagen) einlegen<br />
- 15 Minuten Pause machen (z.B. entspannen am Platz)<br />
- 60 Minuten konzentriert weiterarbeiten<br />
- 45 Minuten nutzen, um zu ergänzen, schwierige Teile noch mal anzugehen, die Arbeit abzurunden,<br />
unübersichtlich gestaltete Teile zu verbessern<br />
Das Konzept der neuen Prüfung geht davon aus, dass eine betriebliche Situationsaufgabe den<br />
Ausgangspunkt für einige (z.B. acht) darauf bezogene Teilfragen darstellt. Daher ist es wichtig,<br />
für sich selbst den „roten Faden“ zu erkennen und bei der Beantwortung zu verwenden. Zu diesem<br />
Zweck sollte sich der Prüfungsteilnehmer zunächst über den Ausgangspunkt für die eigene<br />
Arbeit Klarheit verschaffen und diesen schriftlich formulieren („es geht bei dieser Aufgabe darum,<br />
dass...). <strong>Die</strong>ses Vorgehen lässt sich auch für alle Teilfragen verwenden, im Sinne einer Reformulierung<br />
der Fragestellungen mit eigenen Worten.<br />
Es ist nach dem neuen Konzept erwünscht, dass Informationsquellen verwendet werden. <strong>Die</strong>se<br />
sollten jedoch auch erwähnt werden („die Daten stammen aus dem Tabellenbuch xy“). Es ist allerdings<br />
das Abschreiben aus einer Quelle nur ein Teil der notwendigen Leistung, wichtig ist<br />
dann die Weiterentwicklung der aus dem Buch stammenden Information für die Fragestellung<br />
der Prüfung. Gute Aspekte für die Verwendung von Quellen sind Strukturierungen (zu beachtende<br />
Sicherheitskriterien o.ä.), Formulare, Methoden der Berechnung etc. Der routinierte Umgang<br />
mit einzelnen, wesentlichen Materialien (z.B. Tabellenbuch Metall) ist eine ausschlaggebende<br />
Prüfungskompetenz.<br />
Auch bei Unsicherheit über die gefragten Punkte sollte auf jeden Fall eine Antwort gegeben<br />
werden. Ein weißes Blatt lässt keinem Prüfer eine Chance der positiven Berücksichtigung. Besser<br />
ist, die Antwort ggf. einzuleiten mit einer Erläuterung (ich gehe zur Beantwortung dieser Frage<br />
folgendermaßen vor...)<br />
Der Prüfungsteilnehmer sollte sich darüber bewusst werden, dass mit der Prüfungsarbeit der Prüfer<br />
adressiert wird, er soll verstehen können, was ausgeführt wird. Dabei ist es wichtig, die Bewertungskriterien<br />
zu beachten, die nicht nur durch den Vergleich mit einem Lösungsvorschlag,<br />
sondern auch aus anderen Bestandteilen besteht (z.B. Plausibilität des Geschriebenen)
Grundsätzlich ist es nicht schlecht, eigene Praxiserfahrungen an geeigneter Stelle einzubringen,<br />
so können vergleichbare Themen aus der eigenen Berufspraxis zur Erläuterung herangezogen<br />
werden. Wichtig erscheint auch, die Form zu beachten (also Leserlichkeit, Übersichtlichkeit, Zuordnung<br />
von Darstellungen zu den einzelnen Fragestellungen), diese aber nicht zu übertreiben<br />
(Normschrift ist nicht verlangt, eine Skizze braucht ggf. nicht alle Bemaßungen etc.). Es ist sinnvoll,<br />
pro Frage ein neues Blatt zu beginnen und diese sauber zu ordnen.<br />
Grundsätzlich ist im Sinne des Konzeptes, dass zusätzlich zu den Teilantworten eine Gesamtantwort<br />
gegeben wird (z.B. „in Anbetracht der Teilaufgaben ist in der Gesamtaufgabe m.E. Folgendes<br />
erforderlich...). Es ist jedoch nicht sicher, ob Prüfer dafür Punkte geben.<br />
In Anbetracht der letzten Prüfungen erscheint das spezifische Training folgender Inhalte sinnvoll:<br />
- Wie ist vorzugehen, wenn eine technische Aufgabe gestellt wird, die dem Prüfungsteilnehmer<br />
zunächst unverständlich ist: z.B. Aufgabe reformulieren, eigenen Zugang wählen und erläutern,<br />
Informationsbedarf klären, suchen und Informationen darstellen, Lösungsteile dokumentieren,<br />
Gesamtlösung (incl. offener Punkte) berichten etc.<br />
- Wie findet man eine geeignete Berechnungsformel für eine komplexe Aufgabenstellung: z.B.<br />
berechnungsrelevante Werte definieren (auch mit eigenen Begrifflichkeiten), dieses zunächst<br />
ohne Formeln erläutern, dann eine Berechnungsweise wählen und anwenden und begründen,<br />
warum man dieses für sinnvoll hält<br />
- Wie kann man auf eine „weiche“ Thematik eine differenzierte Antwort geben: wenn z.B.<br />
danach gefragt wird, wie ein Kundengespräch vorzubereiten ist, dann werden darüber ganze<br />
Bücher geschrieben, Prüfungsteilnehmer halten dieses Thema allerdings oft mit wenigen<br />
Worten für abgehandelt; zu trainieren ist, wie man eine solche Fragestellung systematisch in<br />
ihre Facetten aufgliedert<br />
Nachfolgend Auszüge aus der situativen Lernaufgabe der Firma Zahnradwerk Nord mit „Prüfungsfragestellungen“.<br />
223
224<br />
Abbildung 129: Beispiel zur Umsetzung betrieblicher Aufgaben: Zahnradwerk Nord (1)
Abbildung 130: Beispiel zur Umsetzung betrieblicher Aufgaben: Zahnradwerk Nord (2)<br />
225
226<br />
Abbildung 131: Beispiel zur Umsetzung betrieblicher Aufgaben: Zahnradwerk Nord (3)
Prüfungssimulation<br />
Als besonders wichtiges Lehrgangselement haben sich die Prüfungssimulationen herausgestellt.<br />
Hier zeigte sich auch, dass sich im Zusammenhang der neuen Prüfung eine neue Form der Bewertung<br />
empfiehlt. <strong>Die</strong> zu den Prüfungsunterlagen mitgelieferten Lösungsvorschläge können<br />
nur bedingt eine Anleitung geben. <strong>Die</strong> offene Aufgabenstellung führt zu einer Vielfalt heterogener<br />
Prüfungsleistungen, deren Anerkennung eine über den Vergleich von Lösungsvorschlag und<br />
Prüfungsarbeit hinausgeht.<br />
Bericht einer probeweisen Durchführung des Fachgesprächs<br />
Aus dem Kurzbericht über die probeweise Durchführung einer Situationsaufgabe als Fachgespräch<br />
in Anlehnung an die Situationsaufgabe P 15-029 der DIHT-GmbH durch den Prüfungsausschuss<br />
Industriemeister Metall der IHK Karlsruhe - Bildungszentrum Rastatt (Vorsitzender: R.<br />
Walz) zur Prüfung des Industriemeister Metall Neu / Industriemeisterin Metall Neu in der Handlungsspezifischen<br />
Qualifikation: 3. Situationsaufgabe, Situationsbezogenes Fachgespräch, Handlungsbereich<br />
Führung / Personal. Prüfungstag: 21.04.2001, Bearbeitungszeit: 45 - 60 Minuten<br />
(einschließlich Vorbereitung pro Teilnehmer), Hilfsmittel: alle Hilfsmittel außer elektronische Geräte<br />
mit eigenem Betriebssystem<br />
<strong>Die</strong> Vorbereitung des Industriemeisterlehrganges auf die Prüfung im handlungsspezifischen Teil<br />
Nach Abschluss des Unterrichts der mehrmals durch Lernaufgaben aus betrieblichen Situationen<br />
aus den Handlungsbereichen Technik, Organisation und Führung und Personal angereichert war,<br />
begann am 19.03.2001 die Vorbereitung durch nur ein Handlungsfeld betreffende Situationsaufgaben.<br />
Am Samstag, den 07. April wurde dem Lehrgang der Aufgabenteil: Handlungsbereich<br />
Technik vom 09. Mai 2000 einer von anderen Modellversuchsteilnehmern bereits durchgeführte<br />
Situationsaufgabe Nr. P 15-027 zur Bearbeitung vorgelegt. <strong>Die</strong> Bearbeitung der Prüfungsaufgabe<br />
war zeitlich auf vier Stunden festgelegt. <strong>Die</strong> gemeinsame Auswertung anhand der Lösungsvorschläge<br />
der GmbH – des DIHT; nahm etwa 2 Stunden in Anspruch. Am Montag, den 09. April<br />
wurde ab 07.30 Uhr der zweite Aufgabenteil der Situationsaufgabe Handlungsbereich Organisation<br />
P 15-028 den Lehrgangsteilnehmern zur Bearbeitung übergeben. <strong>Die</strong> Lehrgangsteilnehmer<br />
begannen bei Aufgabe 1 und setzten die Bearbeitung in der vorgegebenen Aufgabenfolge<br />
fort. Als Literatur wurden auch für diesen Aufgabenteil verwendet:<br />
- Tabellenbuch Fachkunde Metall, Europa-Verlag<br />
- Formelsammlung BWL<br />
- Textbände der GmbH des DIHT<br />
- Skripte der Trainer<br />
- Olfert / Rahn – Lexikon der BWL<br />
- Olfert / Steinbuch – Organisation.<br />
Während der Bearbeitung war ein reger Gedankenaustausch zu beobachten. Da auch dieser<br />
Aufgabensatz P 15-028 fehlerhaft war, wurden von den aufsichtsführenden Trainern entsprechende<br />
Erklärungen zur Lösung der Aufgaben abgegeben (siehe Protokoll vom 09. April 2001<br />
als Anlage). <strong>Die</strong> Bearbeitung der Prüfungsaufgabe war zeitlich ebenfalls auf vier Stunden festgelegt,<br />
die Teilnehmer benötigten jedoch fünf Stunden. <strong>Die</strong> gemeinsame Auswertung anhand der<br />
Lösungsvorschläge der GmbH des DIHT nahm ebenfalls etwa zwei Stunden in Anspruch. <strong>Die</strong> Ergebnisse<br />
der beiden schriftlichen Prüfungsaufgaben wurden nur besprochen, jedoch nicht bewertet<br />
durch die aufsichtsführenden Trainer. Das situationsbezogene Fachgespräch wurde am<br />
21. April ab 09.30 Uhr durchgeführt. Es wurden durch die Lehrgangsteilnehmer drei Gruppen<br />
gebildet mit jeweils acht Teilnehmern. Als Ausgangssituation wurde der Vorschlag der GmbH<br />
des DIHT P 15-029 zwar übernommen, aber um eine realistische betriebliche Situation durch<br />
den Prüfungsausschuss erweitert. <strong>Die</strong> Gruppen bearbeiteten im Rahmen der vorgegebenen und<br />
erweiterten betrieblichen Situation jeweils sechs Aufgabenstellungen aus den Handlungsbereichen<br />
Technik, Organisation, Führung und Personal und ihren funktionsfeldbezogenen Qualifika-<br />
227
228<br />
tionsschwerpunkten. Mittelpunkt des Fachgesprächs war der Handlungsbereich Führung und<br />
Personal.<br />
- Gruppe 1 je eine Aufgabe zur Personalführung RSP 7.1 und 7.3, Personalentwicklung RSP<br />
8.2 und 8.5, Technik RSP 1.1 und Organisation RSP 5.1<br />
- Gruppe 2 je eine Aufgabe zur Personalführung RSP 7.3 und 7.7, Qualitätsmanagement RSP<br />
9.1 (2), Technik RSP 2.3 und Organisation RSP 5.5<br />
- Gruppe 1 je eine Aufgabe zur Personalentwicklung RSP 8.3 und 8.5, Qualitätsmanagement<br />
RSP 9.4, Technik RSP 3.4 (2) und Organisation RSP 6.4<br />
Jede Lerngruppe bekam die vom Prüfungsausschuss erweiterte und ausgearbeitete Ausgangssituation<br />
sowie die gruppenspezifischen Aufgabenstellungen auf einem übersichtlich geschriebenen<br />
Flip Chart Blatt. Somit war eine gruppeninterne Steuerung von Aufgabe zu Aufgabe möglich.<br />
Nach zwei Stunden war die Bearbeitung beendet, die gemeinsam erarbeiteten Lösungen<br />
standen fest und wurden durch jeweils zwei Teilnehmer der einzelnen Gruppen mittels Overhead<br />
Projektion den anderen Teilnehmern präsentiert. Nach der Präsentation stellte der Vorsitzende<br />
des Prüfungsausschusses ergänzende Fragen zu der gefundenen Lösung und zur Aufgabenstellung<br />
und machte den Teilnehmern somit deutlich, wie ein Fachgespräch in einer realen<br />
Prüfungssituation abläuft. <strong>Die</strong> für die Präsentation benötigte Zeit betrug zwei Stunden. Eine abschließende<br />
Bewertung der Aufgaben nach Punkten erfolgte nicht, denn die Teilnehmer konnten<br />
schon während des Fachgesprächs und der Präsentation der Aufgabenlösungen erkennen,<br />
wie das Ergebnis einzuschätzen war. Insgesamt wurde die Art der Durchführung einer Vorbereitung<br />
auf die Prüfung von den Teilnehmern sehr positiv beurteilt.<br />
Ausgangssituation<br />
Der Betrieb in dem Sie seit zwei Jahren als Meister tätig sind, übernimmt vor einem anderen Unternehmen<br />
– das durch Produktänderung infolge einer Fusion überlastet ist (Produktvielfalt) –<br />
Maschinenteile für die Antriebstechnik zur Herstellung (Zulieferbetrieb).<br />
Daten:<br />
- 48 Mitarbeiter bisher (– Altersstruktur (20 – 30 Jahre = 12 Mitarbeiter; 30 – 40 Jahre = 18<br />
Mitarbeiter; 40 – 50 Jahre = 12 Mitarbeiter; 50 – 60 Jahre = 6 Mitarbeiter))<br />
- 1 Meister<br />
- 16,4 Mio Umsatz (Geschäftsjahr 2000)<br />
- 2 CNC Drehautomaten - 650.000 DM 40 m²<br />
- 1 CNC Fräsmaschine - 250.000 DM 24 m²<br />
- 1 CNC Senkerodiermaschine - 450.000 DM 30 m²<br />
- 1 CNC Dreiachsen-Messmaschine - 450.000 DM 24 m²<br />
- 1 Laserschweißanlage - 400.000 DM 25 m²<br />
- Erforderliche Neuinvestitionen: 5 CNC Maschinen – 1 L-Schweißanlage –Zubehör<br />
- Raumbedarf 118 m² (Raum vorhanden)<br />
- Der Betrieb beabsichtigt nach Lieferung und Inbetriebnahme der Betriebsmittel ab 01. August<br />
zum Zweischichtbetrieb überzugehen.<br />
Gruppe 1<br />
- Aufgabe 1 (7.1): Erarbeiten Sie einen Entwurf des Personalbedarfs – unter Berücksichtigung<br />
entsprechender Bestimmungsfaktoren – damit die Produktionserweiterung termingerecht anlaufen<br />
kann.<br />
- Aufgabe 2 (7.3): <strong>Die</strong> neue betriebliche Situation bedingt für die Zukunft eine Aufgabenbeurteilung<br />
im Führungsbereich. Entwerfen Sie eine Stellenplanung bis Ende KW 26. Machen Sie<br />
auch personelle Vorschläge.<br />
- Aufgabe 3 (8.2): Welche Ziele und Erfolgskategorien sind in Ihrem Betrieb, in dem Sie Meister<br />
sind, für die Weiterbildungs- und Personalentwicklungsarbeit besonders vordergründig<br />
und wichtig?
- Aufgabe 4 (8.5): Für die Bedienung der Laser-Schweißanlage wird ein entsprechend qualifizierter<br />
Facharbeiter benötigt. Sie haben sich bereits auf einen Mitarbeiter festgelegt,<br />
Schweißfachmann Meyer ebenfalls. Nach langer Diskussion und Begründung einigen Sie sich,<br />
dass beide Mitarbeiter an einem Assessment-Center – an dem auch andere Firmen der Region<br />
sich beteiligen – teilnehmen sollen. Begründen Sie Ihre Erwartungen an das Assessment-<br />
Center.<br />
- Aufgabe 5 (1.1): Im Rahmen der Investitionsplanung, in die Sie als Meister miteinbezogen<br />
worden sind, haben Sie den Vorschlag gemacht, dass nur Maschinen mit integrierten Diagnosesystemen<br />
– den neuesten Modellen – zu beschaffen sind. Da Diagnosesysteme den Kaufpreis<br />
erhöhen, sollen Sie der Planungsrunde gegenüber begründen, welche Erwartungen Sie<br />
damit verbinden und welche Vorteile dies für den Betrieb hat.<br />
- Aufgabe 6 (5.1): <strong>Die</strong> neue betriebliche Situation veranlasst die Geschäftsleitung über eine<br />
neue Werkstattorganisation nachzudenken. Sie richtet eine Projektgruppe ein mit dem Ziel:<br />
Aufbau einer neuen Werkstattorganisation. Sie als Meister leiten die Projektgruppe. In der<br />
Projektabschlussbetrachtung präsentieren Sie der Geschäftsleitung die Herstellung aller scheibenförmigen<br />
Drehteile in einer einzurichtenden Fertigungsinsel bis 21.04.01. – Beispielhaft<br />
für die oben dargestellte Keilriemenscheibe.<br />
Ergebnis der Gruppe 1 ohne Ergänzungsfragen durch den Prüfungsausschuss<br />
Zu Aufgabe 1: Rechnerische Bedarfsermittlung<br />
6 Maschinen<br />
8 Stunden / Tag<br />
2 Schichten<br />
20 Arbeitstage / Monat<br />
12 Monate<br />
8 Stunden / Tag<br />
20 Tage / Monat<br />
12 Monate<br />
0,8 Planungsfaktor<br />
23.040<br />
1.536<br />
= 15 Mitarbeiter<br />
23.040 Stunden<br />
1.536 Stunden<br />
Der Planungsfaktor berücksichtigt: Reservebedarf (z. B. Krankheit); Neubedarf (Produktionserweiterung);<br />
Ersatzbedarf (Bundeswehr, Kündigung); Freistellungsbedarf (Überschuss, Urlaub)<br />
Bestimmungsfaktoren zur rechtzeitigen Inbetriebnahme der Betriebsmittel<br />
- 1. Rechtzeitige Personalbeschaffung<br />
- 2. Qualifizierungsmaßnahmen<br />
- 3. Frühzeitige Inbetrieb- / Abnahme vom Hersteller der Betriebsmittel<br />
- 4. Abstimmung mit dem Betriebsrat<br />
Zu Aufgabe 2:<br />
Wir entscheiden uns für einen Mitarbeiter aus der Kernmannschaft, den wir zum Vorarbeiter<br />
qualifizieren. Begründung: keine Neueinstellung eines Meisters, jedoch eine Ansprechperson für<br />
die zweite Schicht ist vorhanden.<br />
229
230<br />
Voraussetzung für die Stellenplanung<br />
- persönlich: Fachqualifikation, Selbstständigkeit, Initiative<br />
- organisatorisch: Befugnisse, Mittel, Stellvertreterregelung, Aufgabenanalyse<br />
Zu Aufgabe 3:<br />
Zielkategorien<br />
- Leistungsziele, d. h. Kompetenz und Qualifikation<br />
- Prozessziele, d. h. Art und Weise des Vorgehens (welche Maßnahmen?, wer ist verantwortlich?,<br />
Evaluierung)<br />
- Ressourcenziele (Zeiten (Dauer, Arbeitszeit, Freizeit), Träger, Mentor, Pate, Investition)<br />
- PE-Konzeption zu Leistungsziele, d. h. zu Kompetenz und Qualifikation (Kompetenzfelder,<br />
Fachkompetenz, Sozialkompetenz, Methodenkompetenz)<br />
- PE-Konzeption zu Handlungskompetenz teilt sich auf in: Wissen, Können, Verhalten, Selbstorganisation<br />
Zu Aufgabe 4:<br />
Erwartungen an das Assessment-Center<br />
- Mitarbeitereinschätzung in Bezug auf:<br />
- Kontaktfähigkeit<br />
- Kooperationsfähigkeit<br />
- Rhetorik<br />
- Verhandlungsgeschick<br />
- Belastungsfähigkeit<br />
- Teamfähigkeit<br />
- Verantwortungsbewusstsein<br />
Das Assessment-Center dient als generelles Instrument zur Förderung und Potentialerkennung.<br />
Es darf keine Gewinner oder Verlierer geben.<br />
Zu Aufgabe 5:<br />
Erwartungen an das System<br />
- Frühzeitiges Erkennen von Störungen<br />
- Erleichterung der Störstellensuche<br />
- Anzeigen von Fehlfunktionen und Abweichungen<br />
Vorteile für den Betrieb<br />
- störungsfreier Ablauf der Maschinen<br />
- geringere Ausfallkosten<br />
- schnellere Fehlerbeseitigung<br />
Zu Aufgabe 6:<br />
Fertigungsfluss zum Fertigen der Keilriemenscheibe<br />
- Rohmaterial wird als Stangenmaterial angeliefert<br />
- Rohmaterial auf Rohmaß ablängen (Säge)<br />
- Fertigbearbeitung auf CNC Drehautomaten<br />
- Qualitätskontrolle durch Stichproben auf Messmaschine<br />
- Einlagerung der Fertigteile oder montagebedingte Zuweisung<br />
Vorteile der Fertigungsinsel<br />
- keine starre Arbeitsteilung<br />
- Mitarbeiter übernehmen Planungs-, Steuerungs- und Kontrollfunktionen<br />
- kurze Durchlaufzeit
- geringe Lagerkosten<br />
- geringer Raumbedarf<br />
- flexibler Mitarbeiter-Einsatz<br />
Werkstattorganisation<br />
CNC Drehautomat<br />
Wareneingang<br />
Sägerei<br />
Dreiachsen Messautomat<br />
CNC Drehautomat<br />
Lager Montage<br />
Gruppe 2<br />
- Aufgabe 1 (7.3): Erstellen Sie für die Bediener der CNC Maschinen und die Laserschweißanlage<br />
jeweils ein Anforderungsprofil.<br />
- Aufgabe 2 (7.7): Als Meister des gesamten Werkstattbereiches gehört es zu Ihren Führungsaufgaben<br />
die Wertschöpfung, die Straffung von Arbeitsabläufen und durch kontinuierliche<br />
Verbesserung die Wertschöpfungsketten aktiv zu gestalten.<br />
- <strong>Die</strong> Einbeziehung Ihrer Mitarbeiter aufgrund ihrer individuellen Fähigkeiten reicht hierzu<br />
nicht aus. Welche Unternehmenswerte sehen Sie bei Ihren Mitarbeitern als unabdingbare<br />
Forderung zur Entwicklung, damit der Prozess unterstützt werden kann?<br />
- Aufgabe 3 (9.1): Das Qualitätsmanagement ist tragende Säule eines Unternehmens, denn es<br />
ist nur dann erfolgreich, wenn es Waren oder <strong>Die</strong>nstleistungen mit Gewinn anbieten kann.<br />
- Welche qualitätsrelevanten Interessen sehen Sie als Meister - von Verbraucher, Hersteller und<br />
der Allgemeinheit?<br />
- Aufgabe 4 (9.1): <strong>Die</strong> europäische Organisation (EFQM) zeigt die Abhängigkeit von neun Basis-<br />
Elementen mit Gewichtungen in Prozent. Skizzieren und erläutern Sie das EFQM-Modell.<br />
- Aufgabe 5 (2.3): <strong>Die</strong> für Ihren Betrieb geplante Lieferung der Maschinen und Anlagen erfolgt<br />
in der KW 28, sodass die Produktion am 01.08.01 im Zweischichtbetrieb erfolgen kann.<br />
<strong>Die</strong> CNC Maschinen sind mit Diagnosesystemen ausgerüstet. Begründen Sie, warum ein Service<br />
- intern oder extern - erforderlich ist.<br />
- Aufgabe 6 (5.5): Der Neuanlauf der Fertigung in Fertigungsinseln zwingt Sie über entsprechende<br />
Logistiksysteme nachzudenken. Machen Sie einen entsprechenden Vorschlag und<br />
begründen Sie Ihre Entscheidung.<br />
Ergebnis der Gruppe 2 ohne Ergänzungsfragen durch den Prüfungsausschuss<br />
Zu Aufgabe 1:<br />
- • Fachqualifikation (CNC und Schweißen)<br />
- • Selbstständigkeit<br />
- • Teamfähigkeit<br />
- • Bereitschaft zur Delegation<br />
- • Kommunikationsbereitschaft<br />
- • Informationsbereitschaft<br />
- • Entscheidungsbereitschaft<br />
Zu Aufgabe 2:<br />
- • KVP Workshop<br />
- • Qualitätszirkel<br />
- • Motivation zu Gruppen bzw. Verbesserungsvorschläge<br />
- • Positives Betriebsklima schaffen<br />
231
232<br />
Zu Aufgabe 3:<br />
- • Qualitätsregelkarte (Obere - Untere Warngrenze)<br />
- • Fehlersammelliste<br />
- • Motivation der Mitarbeiter auf Qualität zu achten<br />
- • Stichprobenartige Überprüfung der Produktion<br />
- • Gute Lieferantenbeziehungen<br />
Zu Aufgabe 4:<br />
Das EFQM-Modell<br />
Führung<br />
10 %<br />
Mitarbeiterführung<br />
Prozesse<br />
9 % 9 %<br />
Politik und Strategie <br />
Mitarbeiterzufriedenheit <br />
Kundenzufriedenheit<br />
8 % 14 %<br />
20 %<br />
Ressourcen Auswirkung<br />
Gesellschaft<br />
auf<br />
9 %<br />
Befähiger (Mittel und Wege) Ergebnisse<br />
6 %<br />
Geschäftsergebnisse<br />
15%<br />
Zu Aufgabe 5:<br />
intern extern<br />
- schnelles Reagieren Befugnisse<br />
- Fachkompetenz spezielles Herstellerwissen<br />
- Zyklus (Wartung) Kosten fallen nur bei Anforderung an<br />
Zu Aufgabe 6:<br />
- • Flussprinzip (Hallen Layout)<br />
- • Kanban<br />
- • Materialbestellung über EDV-Beschaffungslogistik<br />
- • Fördermittel<br />
- • Hol- und Bringsystem<br />
- • Dezentrale Organisation<br />
Begründung:<br />
- • Vollständige Bearbeitung der Bauteile<br />
- • Übersichtliche Anordnung<br />
- • geringe Lagerkosten<br />
- • keine hohe Kapitalbindung<br />
- • Sauberkeit fördert Qualitätsdenken<br />
Gruppe 3<br />
- Aufgabe 1 (8.3): Für die Bediener der CNC Maschinen - die aus einem größeren Kreis des<br />
Mitarbeiterstammes ausgewählt werden sollen - wurden bereits Anforderungsprofile erstellt.<br />
Sie haben die Aufgabe eine Potentialerfassung durchzuführen. Welche betrieblichen Informationsquellen<br />
nutzen Sie hierzu?<br />
- Aufgabe 2 (8.5): Im Rahmen Ihrer Personalentwicklungsarbeit (-verantwortung) haben Sie<br />
mit drei Mitarbeitern Zielvereinbarungen getroffen in der KW 20 an externen Qualifizierungsmaßnahmen<br />
teilzunehmen. <strong>Die</strong> Qualifizierungsmaßnahmen waren fachlich und füh-
ungsrelevant ausgeschrieben. Nach Rückkehr Ihrer Mitarbeiter führen Sie eine Evaluierung<br />
durch. Erläutern Sie Ihre Vorgehensweise.<br />
- Aufgabe 3 (9.4): Ihr Unternehmen hat zur Umsetzung der Ziele des Qualitätsmanagements<br />
Vorgaben entwickelt, die als Leitsätze Ihres Unternehmens und als Teil der Führungsprozesse<br />
die Durchsetzung der Ziele ermöglicht. Erläutern Sie diese Leitsätze.<br />
- Aufgabe 4 (3.4): Für die Erweiterung der Produktion Ihres Unternehmens bekamen Sie in der<br />
Planungsphase Angebote von ausländischen Herstellern von CNC Maschinen. <strong>Die</strong> Maschinen<br />
dieser Firmen sind - bei gleicher Leistung - wesentlich billiger als die der Hersteller im europäischen<br />
Raum. <strong>Die</strong> Geschäftsleitung lässt durch Sie vor Ort eine Besichtigung durchführen. Sie<br />
stellen fest, dass die Maschinen keine CE-Kennzeichnung tragen. Was und wie berichten Sie<br />
der Geschäftsleitung Ihres Unternehmens?<br />
- Aufgabe 5 (3.4): Für die zur Lieferung vorgesehenen CNC Maschinen sind außer den technischen<br />
auch liefertechnische, transporttechnische und ergonomische Anforderungen zu erfüllen.<br />
Begründen Sie diese Anforderungen.<br />
- Aufgabe 6 (6.4): Bei jeder Gefährdung eines Beschäftigten durch Arbeitsmittel, Maschinen,<br />
Verfahren und Gefahrstoffen ist das Unternehmen verpflichtet durch entsprechende Maßnahmen<br />
die Gesundheitsgefahren auszuschließen. Welche Gefahrstoffen kennen Sie und was<br />
muss ihre Kennzeichnung enthalten?<br />
Ergebnis der Gruppe 3 ohne Ergänzungsfragen durch den Prüfungsausschuss<br />
Zu Aufgabe 1:<br />
Informationsquellen zur Potentialerfassung:<br />
Personalakte Persönliche Daten des Mitarbeiters<br />
Personalstammdaten Veränderungsdaten<br />
PE-Gespräch Interessen, Neigungen<br />
Potentialbeurteilung Prognose der Leistungsreserve<br />
Leistungsbeurteilung Beurteilungen der Leistung<br />
Vorgesetztenbefragung Meinungen und Trends<br />
Tests Fähigkeitstests<br />
PE-Datei Seminare<br />
Zu Aufgabe 2:<br />
Evaluierung hinsichtlich der Qualifizierungsmaßnahme<br />
Feedback der Qualifizierungsmaßnahme<br />
- • Abklärung des Lernerfolges - Was sollte gelernt werden?<br />
- • Beurteilung der Maßnahme<br />
- • Zufriedenheit der Mitarbeiter<br />
Praxis<br />
- • Anwendung und Umsetzung der Lernzuwächse<br />
- • Problembehandlung<br />
- • Erfahrungsaustausch mit Kollegen<br />
Follow-up-Gespräch zur Transfersicherung<br />
- • Kontrolle der Umsetzung<br />
- • Nachbereitung<br />
- • flankierende Maßnahmen<br />
- • spätere Maßnahmen<br />
Zu Aufgabe 3:<br />
233
234<br />
Erläuterung der Leitsätze des Qualitätsmanagements<br />
- • Kunden sind unsere Existenzgrundlage.<br />
- • Einblick unserer Partner in unser Qualitätsmanagementsystem.<br />
- • Jeder Mitarbeiter ist interner Kunde und Abnehmer.<br />
- • Vorgesetzte haben Sozial- und Fachkompetenz.<br />
- • Mitarbeiter sind Partner des Unternehmens.<br />
- • Teamarbeit ohne hierarchische Abgrenzungen.<br />
- • Stetige Verbesserung unserer Prozesse.<br />
- • Umweltbewusstes Arbeiten.<br />
Zu Aufgabe 4:<br />
Erstellen eines Besuchsprotokoll und Präsentation<br />
- <strong>Die</strong> Maschinen sind produktions- und fertigungstechnisch in Ordnung.<br />
- Probelauf erfolgreich durchgeführt<br />
- Liefertechnische Probleme, da kein CE-Zeichen vorhanden ist<br />
- Kann die Konformitätserklärung nachgereicht werden?<br />
- Welche weiteren Kosten entstehen dadurch?<br />
- Der Hersteller kann die erforderlichen Unterlagen "technische Dokument- und Betriebsanleitung"<br />
innerhalb von 2 Monaten erstellen.<br />
- <strong>Die</strong> Serviceleistungen müssen abgesprochen werden.<br />
- Eventuelle Nachprüfung von Sicherheitsvorrichtungen.<br />
Zu Aufgabe 5:<br />
Liefertechnische und transporttechnische Anforderungen<br />
Aufstellort Gestaltung Fundament<br />
Aufstellung der Maschine Aus einem oder mehreren Teilen<br />
Transportmöglichkeiten Abmessung der Maschine<br />
Hebezange Verladeschema<br />
Ergonomische Anforderung<br />
<strong>Die</strong> ergonomischen Anforderungen sind bei Einzelmaschinen festgelegt und durch die ständige<br />
Weiterentwicklung der Maschine auf der Grundlage der vorhandenen Regelwerke genau definiert.<br />
Zu Aufgabe 6: Gefahrstoffe sind:<br />
Explosionsgefährlich Sprengstoff<br />
Brandfördernd Chromsäure<br />
Hochentzündlich Dimethylether in Lösemittel<br />
Leichtentzündlich Nitroverdünnung<br />
Entzündlich Xylolhaltige Lösemittel<br />
Sehr giftig Cyanwasserstoff<br />
Giftig Phenolharze<br />
Gesundheitsschädlich Terpentin<br />
Reizend Ammoniakwasser<br />
Ätzend Laugen<br />
Krebserzeugend Benzol<br />
Erbgutverändernd Ethylenoxid<br />
Gekennzeichnet werden sie durch Buchstaben und Symbole.<br />
Ende der Auszüge aus dem Bericht von Rudolf Walz.
Folgende Aspekte fallen bei der Bewertung von Ergebnissen simulativer Prüfungsdurchführungen<br />
auf:<br />
- Betrachtet man die Teile in den Arbeiten, so fallen den Prüflingen die Teilaufgaben jeweils<br />
unterschiedlich schwer. Ein Hauptproblem ist das akute Verständnis der technischen Aufgabe<br />
zu Beginn. <strong>Die</strong> mit diesen Verständnisschwierigkeiten einhergehenden Irritationen bewirken<br />
in der Folge eine häufig zusammenhanglose Beantwortung jeder Einzelfrage ohne roten Faden<br />
durch die Gesamtarbeit.<br />
- <strong>Die</strong> Bewertungen der Prüfer sind in verschiedener Hinsicht stark unterschiedlich. <strong>Die</strong> Form der<br />
Bewertung variiert von der Vergabe einzelner Punkte pro Teilaufgabe bis zur summativen<br />
Bewertung jeweils der gesamten einzelnen Arbeit. <strong>Die</strong> Bewertungen aller Arbeiten bezüglich<br />
einzelner Teilaufgaben differiert zwischen den Prüfern erheblich. In der Bewertung einzelner<br />
Prüfungsarbeiten unterscheiden sich die Prüfer ebenfalls. In der Summe über alle Arbeiten<br />
hinweg nähern sich jedoch die vergebenen Punkte einander an und auch die durchschnittliche<br />
Gesamtnote liegt nahe beieinander.<br />
- Für die Differenzen in der Bewertung durch die Prüfer gibt es zahlreiche Erklärungsansätze.<br />
So wird die Toleranz im Bereich der Wertschätzung von nicht genau dem Lösungsvorschlag<br />
entsprechenden Teilen der Prüfungsarbeit unterschiedlich ausfallen. <strong>Die</strong> Heterogenität der<br />
dem Prüfer vorliegenden Arbeiten fordert diese Toleranz heraus. Häufig liegt der Eindruck der<br />
Themenverfehlung nahe, es scheinen das Aufgabenverständnis und die Gesamtsicht beim<br />
Prüfling nicht vorhanden zu sein. Es wird dann zur Aufgabe des Prüfers, aus dem in vier<br />
Stunden entstandenen (bruchstückhaften) Material „das Beste“ zu machen.<br />
- <strong>Die</strong> konkret entstehenden Ausarbeitungen weisen häufig typische Merkmale aus. So wird<br />
meistens der Grundgedanke der tatsächlichen Aufgabe für die Gesamtarbeit weder erkannt<br />
noch reformuliert. Es wird trotz der Möglichkeit der Nutzung mitgebrachter Unterlagen selten<br />
sinnvoll mit Material gearbeitet. In vielen Fällen mangelt es offenbar an der notwendigen Fähigkeit<br />
zum ersten Schritt auch bei einer überraschenden und als fremd empfundenen Aufgabe.<br />
Der Umgang mit Kenntnislücken und Verständnisbarrieren fällt zahlreichen Prüflingen<br />
schwer, ebenso die Nutzung der generellen Kompetenz zur Bewältigung unbekannter Problemstellungen.<br />
- Der Zusammenhang zwischen der Lehrgangsqualität und dem Prüfungsergebnis ist nicht<br />
zwingend. So sind zahlreiche unbeeinflussbare Größen (etwa das Prüfungsthema) zu akzeptieren.<br />
<strong>Die</strong> Vorgaben an den Lehrgang (z.B. hinsichtlich der vollständigen Inhaltsabdeckung)<br />
gibt nur begrenzte Sicherheit. Direkte Auswirkungen können am ehesten gezielte Prüfungstrainings<br />
zu entfalten (wie der simulative Probelauf). Andere unabhängige Einflussgrößen liegen<br />
beim Lernenden (biographische Vorgeschichte, individuelle Fähigkeit). Bei allen Lernenden<br />
sollten jedoch über die Prüfung hinausgehende in<strong>direkte</strong> Auswirkungen des Lernens erfolgen<br />
(etwa hinsichtlich der breit angelegten Kompetenz und der allgemeinen Befähigung).<br />
In diesem Bereich finden sich zusätzliche nicht geprüfte (nicht prüfbare) Aspekte (wie die Praxiskompetenz).<br />
- <strong>Die</strong> Ergebnisse weisen auf eine erforderliche Verbindung der konzeptionelle Arbeit im Lehrgang<br />
und der Prüfungsrelevanz der im Lehrgang stattfindenden Aktivitäten hin. Der Bezug<br />
zwischen Material / Konzept und Prüfung / Prüfungsleistung hat entscheidende Bedeutung.<br />
So ist zu prüfen, ob eine weitere Annäherung von situativen Lernaufgaben und Prüfungsaufgaben<br />
zu erreichen ist.<br />
- <strong>Die</strong> Besonderheiten der Prüfung erfordern ein spezifisches Training für die Prüfungssituation,<br />
ggf. als eine typische Situation, wie sie sich später auch häufig in der Berufsrealität des Meisters<br />
zeigt. Ebenso bedeutsam ist, eigenaktive Lernmethoden früh zu trainieren. Bei der Bewertung<br />
von eigenen Leistungen in der Gruppe ist die gegenseitige Offenlegung und Einsichtnahme<br />
als ein wichtiges Feedback-Instrument einzuschätzen.<br />
Verarbeitung von Prüfungserfahrungen<br />
235
236<br />
<strong>Die</strong> Struktur der Prüfung mit den beiden Teilen zu den Basisqualifikationen und den handlungsspezifischen<br />
Qualifikationen verursacht einen eigenen Spannungsbogen über den Gesamtprozess.<br />
Er besteht aus folgenden Elementen:<br />
- Einer Einstiegs- und Commitment-Phase, die durch großes Engagement gekennzeichnet ist,<br />
aber auch die Erkenntnis der tatsächlich vorhandenen Anforderungen. Es ist in dieser Zeit von<br />
entscheidender Bedeutung, ob jedem Teilnehmer die eigene Zielstellung (Bestehen der Prüfung<br />
und Entwicklung von persönlicher (Selbst-) Führungskompetenz) und Verantwortlichkeit<br />
für das erfolgreiche Lernen klar wird.<br />
- Eine Lernphase mit der inhaltlichen Erarbeitung der Basisqualifikationen.<br />
- Eine <strong>Prüfungsvorbereitung</strong>sphase, die sowohl inhaltlich als auch prüfungsmethodisch angelegt<br />
ist; hier sind u.a. auch die spezifischen Anforderungen der Prüfungsform zu erlernen.<br />
- <strong>Die</strong> Prüfung der Basisqualifikationen in fünf Teilen.<br />
- <strong>Die</strong> Verarbeitung der Prüfungserlebnisse; hier hat sich gezeigt, dass sowohl negative Erfahrungen<br />
schwer auf der nachfolgenden Zeit des Lernens lasten als auch vielfach das erleben<br />
der Prüfung zu (fälschlichen) Rückschlüssen auf die Erwartung des nächsten Prüfungsteils<br />
führen. Hier ist von großer Bedeutung, dass die Teilnehmer die Unterschiedlichkeit der Prüfungsteile<br />
erkennen und sich entsprechend umstellen. Ansonsten droht eine langanhaltende<br />
Fehlorientierung auf Seiten der Teilnehmer im Lernprozess.<br />
- Nach der Verarbeitung der Prüfungserfahrung findet wieder eine besonders engagierte Phase<br />
des Einstiegs in den zweiten Lehrgangsteil statt. Hier wird die Arbeit mit situativen, betrieblichen<br />
Lernaufgaben begonnen.<br />
- Es folgt eine längere Phase gleichmäßigen Lernens.<br />
- <strong>Die</strong> Phase wird durch eine explizite <strong>Prüfungsvorbereitung</strong> abgeschlossen. In dieser Phase<br />
wachsen erneut Nervosität und Unsicherheit über die Prüfung. Daher ist das genaue Kennenlernen<br />
und auch die mentale Vorbereitung auf die Prüfung wichtig.<br />
- Der Gesamtprozess wird durch den abschließenden Prüfungsteil der handlungsspezifischen<br />
Qualifikationen abgeschlossen.<br />
Einstiegs- und<br />
Commitment-<br />
Phase<br />
Prüfungsteil<br />
„Basis“<br />
Prüfungs-<br />
Charakter:<br />
Ermittlung<br />
anwendungsbezogenen<br />
Wissens,<br />
zahlreiche<br />
Einzelfragen<br />
Abbildung 132: Prüfung und Lehrgang im Wechsel<br />
Unterschiedliche Arten<br />
der Prüfung<br />
Prüfungsteil<br />
„Handlung“<br />
Prüfungs-<br />
Charakter:<br />
Bearbeitung<br />
betrieblicher<br />
Situationsaufgaben,<br />
Fragen im<br />
Zusammenhang
Auf den nachfolgenden Seiten Ausschnitte aus der betrieblichen Aufgabenstellung der Firma<br />
Danfoss, in der gleichfalls Aufgaben benannt werden, die sich für eine simulative Prüfung im<br />
Lehrgang einsetzen lassen.<br />
Abbildung 133: Beispiel zur medialen Umsetzung betrieblicher Aufgaben: Firma Danfoss (1)<br />
237
238<br />
Abbildung 134: Beispiel zur Umsetzung betrieblicher Aufgaben: Firma Danfoss (2)
Abbildung 135: Beispiel zur Umsetzung betrieblicher Aufgaben: Firma Danfoss (3)<br />
239
240<br />
Abbildung 136: Beispiel zur Umsetzung betrieblicher Aufgaben: Firma Danfoss (4)
Abbildung 137: Beispiel zur Umsetzung betrieblicher Aufgaben: Firma Danfoss (5)<br />
241
242<br />
Abbildung 138: Beispiel zur Umsetzung betrieblicher Aufgaben: Firma Danfoss (6)