View/Open - JUWEL - Forschungszentrum Jülich
View/Open - JUWEL - Forschungszentrum Jülich View/Open - JUWEL - Forschungszentrum Jülich
4 Experimentelle Untersuchungen im Labormaßstab 106 Gas Konzentration / % (Vol.) Wasserstoff 41,0 Stickstoff 38,0 Kohlendioxid 20,0 Kohlenmonoxid 1,0 Tab. 4-17: Zusammensetzung des für die Versuche zur hydrierenden Entschwefelung eingesetzten Reformatgases Ziel der Versuche war es nachzuweisen, dass der Prozess für die Entschwefelung von Kerosin mit Reformatgas geeignet ist. Anschließend wurden die Parameter für die Auslegung einer Pilotanlage ermittelt. 4.7.1 Versuchsaufbau Die Versuche zur hydrierenden Entschwefelung wurden im Auftrag des IEF-3 am Lehrstuhl für chemische Verfahrenstechnik der Universität Bayreuth durchgeführt. Die Versuche wurden mit einem bereits bestehenden Teststand durchgeführt (siehe Abb. 4-28). Kraftstoff Gas Abgas Produkt S p L T T T S F Abb. 4-28: Fließbild der Teststandes zur hydrierenden Entschwefelung mit Vorsättiger Zunächst wurde der Kraftstoff mit dem wasserstoffhaltigen Gasstrom durchmischt und in den Vorsättiger gefördert. Während der Füllstand des Kraftstoffs im Vorsättiger durch die geregelte Zufuhr des Kraftstoffs konstant gehalten wurde, erfolgte die Regelung des Betriebsdrucks pS durch die Gaszufuhr. Während der Verweilzeit im Vorsättiger wurde das wasserstoffhaltige Gas im flüssigen Kraftstoff gelöst. Die gelöste Gasmenge lag stets unterhalb der Sättigung. In der Laboranlage wird der Vorsättiger nicht beheizt. Anschließend wurde der mit wasserstoffreichem Gas angereicherte Kraftstoffstrom auf die Reaktortemperatur TR erhitzt und dem Reaktor zugeführt. Der Festbettreaktor hatte eine aktive Länge von 500 mm und enthielt bei einem Innendurchmesser von 4 mm ein Katalysatorvolumen von 12,56 ml. Um eine konstante Reaktionstemperatur zu gewährleisten, wurde der Reaktor mit drei Thermoelementen und einer geregelten elektrischen Beheizung versehen. Der austretende Produkt-
4.7 Hydrierende Entschwefelung mit Vorsättiger strom wurde vor dem Auffangbehälter gekühlt und entspannt, so dass der überschüssige Gasstrom ausgaste. Der eingesetzte CoMo-Katalysator wird von Südchemie kommerziell vertrieben. Der Katalysator mit der Typbezeichnung C20-06-05 wird industriell für die konventionelle hydrierende Entschwefelung von Mitteldestillaten eingesetzt. Die Stoffdaten des Katalysatormaterials sind in Tab. 4-18 aufgeführt. Stoffdaten Einheit Wert Zusammensetzung CoO % (Masse) 3,0 – 5,0 MoO3 % (Masse) 13,0 – 21,0 Al2O3 / SiO2 %(Masse) 74,0 – 94,0 Partikelgröße mm 1,3 x 5 Schüttdichte kg/m 3 838-871 Tab. 4-18: Charakteristische Stoffdaten des CoMo-Katalysators C20-06-05 [37, S. 47] Der aktivierte Katalysator besteht aus den Metallen Cobalt und Molybdän, die auf Aluminiumoxid/Siliziumoxid als Träger aufgebracht sind. Mit der Schüttdichte von 838 - 871 kg/m 3 ergab sich eine Katalysatormasse im Reaktor zwischen 5,26 und 5,47 g. 4.7.2 Versuchsdurchführung Da der Katalysator in oxidierter Form ausgeliefert wird, musste er zunächst durch einen Aktivierungsschritt in die sulfidische Form gebracht werden. Dazu wurde ein mit Dimethylsulfid angereicherter Feedstrom durch die Katalysatorschüttung geleitet. Die Aktivierungsschritte sind in Tab. 4-19 dargestellt. Schritt S-Konzentration / mol/l Dauer / h 1 0,4 9 2 1,9 2 3 0,0 10 Tab. 4-19: Schritte zur Aktivierung des Katalysators C20-6-05 [37, S. 48] Die Aktivierung erfolgte bei 340°C und einem Druck von 40 bar. Der Volumenstrom betrug 100 ml/h. Während die ersten beiden Schritte der Aktivierung des Katalysators dienen, wurde im dritten Schritt das Dimethylsulfid aus der Katalysatorschüttung herausgespült. Nach der Aktivierung des Katalysators wurde zunächst die Löslichkeit von Reformat im Kerosin in Abhängigkeit von der Temperatur bestimmt. Anschließend wurden die folgenden charakteristischen Parameter der hydrierenden Entschwefelung variiert, um deren Einfluss auf die Entschwefelungsleistung zu bestimmen: 107
- Seite 69 und 70: a) b) 3.7 Membranprozesse Abb. 3-14
- Seite 71 und 72: 3.7 Membranprozesse teldestillate
- Seite 73 und 74: 3.8 Zusammenfassung wendung in Bren
- Seite 75 und 76: 4 Experimentelle Untersuchungen im
- Seite 77 und 78: Analyseverfahren Angewandte Norm Be
- Seite 79 und 80: 4.3 Charakterisierung der eingesetz
- Seite 81 und 82: 4.4 Destillative Abtrennung 4.4 Des
- Seite 83 und 84: 4.4 Destillative Abtrennung Die dre
- Seite 85 und 86: 4.5 Entschwefelung durch Pervaporat
- Seite 87 und 88: 4.5 Entschwefelung durch Pervaporat
- Seite 89 und 90: 4.5 Entschwefelung durch Pervaporat
- Seite 91 und 92: 4.5 Entschwefelung durch Pervaporat
- Seite 93 und 94: 4.5 Entschwefelung durch Pervaporat
- Seite 95 und 96: 4.5 Entschwefelung durch Pervaporat
- Seite 97 und 98: 4.6 Adsorption allen Versuchen mind
- Seite 99 und 100: 4.6 Adsorption Zur Durchführung de
- Seite 101 und 102: Bezeichnung Hersteller Typ A-1 W. R
- Seite 103 und 104: 4.6 Adsorption höchste Adsorptions
- Seite 105 und 106: 4.6 Adsorption Die weiteren Versuch
- Seite 107 und 108: 4.6 Adsorption lers wurde zusätzli
- Seite 109 und 110: Gas Konzentration / % (Vol.) Sauers
- Seite 111 und 112: 4.6 Adsorption Anschließend wurden
- Seite 113 und 114: Schwefelgehalt / ppm 10 0 1 2 3 4 5
- Seite 115 und 116: Schwefelgehalt / ppm 10 0 1 2 3 4 5
- Seite 117 und 118: 4.6 Adsorption mem Heizöl EL, eine
- Seite 119: Einheit Wert 4.7 Hydrierende Entsch
- Seite 123 und 124: 4.7 Hydrierende Entschwefelung mit
- Seite 125 und 126: 4.7 Hydrierende Entschwefelung mit
- Seite 127 und 128: 4.7 Hydrierende Entschwefelung mit
- Seite 129 und 130: 4.8 Zusammenfassung 4.8 Zusammenfas
- Seite 131 und 132: 5 Verfahrensanalyse und Bewertung D
- Seite 133 und 134: 5.1 Prozess 1: Destillative Abtrenn
- Seite 135 und 136: 5.1 Prozess 1: Destillative Abtrenn
- Seite 137 und 138: 5.1 Prozess 1: Destillative Abtrenn
- Seite 139 und 140: 5.1 Prozess 1: Destillative Abtrenn
- Seite 141 und 142: 5.1 Prozess 1: Destillative Abtrenn
- Seite 143 und 144: Abb. 5-5: Energiebilanz um eine Ads
- Seite 145 und 146: Energieaufwand / W x 1000 800 600 4
- Seite 147 und 148: 5.1 Prozess 1: Destillative Abtrenn
- Seite 149 und 150: 5.1.3.2 Festlegung des optimalen Be
- Seite 151 und 152: Energieaufwand / W x 2000 1500 1000
- Seite 153 und 154: Energieaufwand / W x 5000 4000 3000
- Seite 155 und 156: a) b) 5.2 Prozess 2: Pervaporation
- Seite 157 und 158: 5.2 Prozess 2: Pervaporation und Ad
- Seite 159 und 160: 5.2 Prozess 2: Pervaporation und Ad
- Seite 161 und 162: 5.2 Prozess 2: Pervaporation und Ad
- Seite 163 und 164: 5.2.3.2 Ausführung der ersten Memb
- Seite 165 und 166: 5.3 Prozess 3: Hydrierende Entschwe
- Seite 167 und 168: 5.3 Prozess 3: Hydrierende Entschwe
- Seite 169 und 170: 5.3 Prozess 3: Hydrierende Entschwe
4 Experimentelle Untersuchungen im Labormaßstab<br />
106<br />
Gas Konzentration /<br />
% (Vol.)<br />
Wasserstoff 41,0<br />
Stickstoff 38,0<br />
Kohlendioxid 20,0<br />
Kohlenmonoxid 1,0<br />
Tab. 4-17: Zusammensetzung des für die Versuche zur hydrierenden Entschwefelung eingesetzten<br />
Reformatgases<br />
Ziel der Versuche war es nachzuweisen, dass der Prozess für die Entschwefelung von Kerosin<br />
mit Reformatgas geeignet ist. Anschließend wurden die Parameter für die Auslegung<br />
einer Pilotanlage ermittelt.<br />
4.7.1 Versuchsaufbau<br />
Die Versuche zur hydrierenden Entschwefelung wurden im Auftrag des IEF-3 am Lehrstuhl<br />
für chemische Verfahrenstechnik der Universität Bayreuth durchgeführt. Die Versuche wurden<br />
mit einem bereits bestehenden Teststand durchgeführt (siehe Abb. 4-28).<br />
Kraftstoff<br />
Gas<br />
Abgas<br />
Produkt<br />
S<br />
p<br />
L<br />
T<br />
T<br />
T<br />
S F<br />
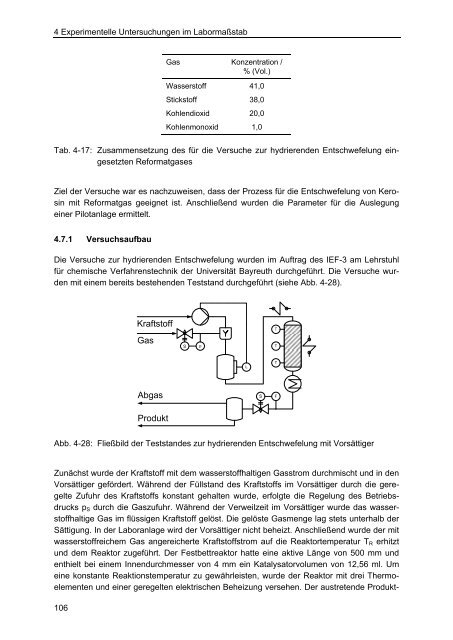
Abb. 4-28: Fließbild der Teststandes zur hydrierenden Entschwefelung mit Vorsättiger<br />
Zunächst wurde der Kraftstoff mit dem wasserstoffhaltigen Gasstrom durchmischt und in den<br />
Vorsättiger gefördert. Während der Füllstand des Kraftstoffs im Vorsättiger durch die geregelte<br />
Zufuhr des Kraftstoffs konstant gehalten wurde, erfolgte die Regelung des Betriebsdrucks<br />
pS durch die Gaszufuhr. Während der Verweilzeit im Vorsättiger wurde das wasserstoffhaltige<br />
Gas im flüssigen Kraftstoff gelöst. Die gelöste Gasmenge lag stets unterhalb der<br />
Sättigung. In der Laboranlage wird der Vorsättiger nicht beheizt. Anschließend wurde der mit<br />
wasserstoffreichem Gas angereicherte Kraftstoffstrom auf die Reaktortemperatur TR erhitzt<br />
und dem Reaktor zugeführt. Der Festbettreaktor hatte eine aktive Länge von 500 mm und<br />
enthielt bei einem Innendurchmesser von 4 mm ein Katalysatorvolumen von 12,56 ml. Um<br />
eine konstante Reaktionstemperatur zu gewährleisten, wurde der Reaktor mit drei Thermoelementen<br />
und einer geregelten elektrischen Beheizung versehen. Der austretende Produkt-


