

Laserstrukturierung von PMMA- basierten Lichtleitern - Laser Magazin
Laserstrukturierung von PMMA- basierten Lichtleitern - Laser Magazin
Laserstrukturierung von PMMA- basierten Lichtleitern - Laser Magazin

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong><strong>Laser</strong>strukturierung</strong> <strong>von</strong> <strong>PMMA</strong>-<br />
<strong>basierten</strong> <strong>Lichtleitern</strong><br />
Glas und Silizium sind historisch gesehen aufgrund der schon in der Halbleiterindustrie<br />
etablierten Technologien die bevorzugten Materialien für Oberflächenstrukturierung<br />
im Nano- und Mikrometerbereich. Kunststoffe werden<br />
jedoch immer häufiger eingesetzt, da sie viele der Herstellungsprozesse erheblich<br />
vereinfachen und wirtschaftlicher machen. Zusätzlich stellen Kunststoffe<br />
eine große Vielfalt an Eigenschaften und Formen bereit, die jeder Anwendung<br />
speziell angepasst werden können.<br />
Anfänglich wurden Mikrostrukturen in<br />
Polymeroberflächen mittels computergesteuertem<br />
(CNC) Fräsen (Strukturgröße<br />
ca. 800 μm) hergestellt.<br />
Heute steht eine breite Palette <strong>von</strong><br />
Technologien zur Oberflächenstrukturierung<br />
zur Verfügung. Diese können<br />
in zwei Klassen aufgeteilt werden: Die<br />
Replikationstechniken und die direkten<br />
Techniken, bei denen jedes Bauteil<br />
individuell bearbeitet wird. Hierzu<br />
gehört auch die <strong>Laser</strong>bearbeitung.<br />
Diese Methode ist zur Bearbeitung<br />
polymerer Werkstoffe vielversprechend,<br />
da sie hochpräzise, schnell<br />
und kontaktlos ist und somit eine<br />
Alternative zu klassischen Oberflächentechniken<br />
bietet. Zur <strong><strong>Laser</strong>strukturierung</strong><br />
können UV- oder CO 2-<strong>Laser</strong><br />
verwendet werden, die sich hauptsächlich<br />
in der emittierten Wellenlänge<br />
des Lichtes unterscheiden. CO 2-<br />
<strong>Laser</strong> werden auch zum Schneiden<br />
<strong>von</strong> Kunststoffen eingesetzt.<br />
Die Oberflächenstrukturierung wird<br />
durch Materialabtrag erreicht: Dort wo<br />
der <strong>Laser</strong> auftrifft, wird der Kunststoff<br />
quasi lokal 'verdampft'. Der zugrunde<br />
liegende Mechanismus dieser so-<br />
genannten <strong>Laser</strong>ablation ist auf eine<br />
komplexe Kombination <strong>von</strong> photochemischen<br />
und photothermischen Prozessen<br />
zurückzuführen: Einerseits<br />
werden durch die direkte Photonenabsorption<br />
einige der chemischen<br />
Bindungen gebrochen, andererseits<br />
werden während dieses Prozesses<br />
andere Bindungen thermisch getrennt:<br />
Die photothermisch stabileren Moleküle<br />
werden in Bewegung versetzt;<br />
deren kinetische Energie wiederum<br />
kann Bindungen anderer Moleküle<br />
gewissermaßen 'sprengen'. Die benötigte<br />
Energie für die Ablation <strong>von</strong> Teflon<br />
ist beispielsweise größer als die<br />
für Polymethylmethacrylat (<strong>PMMA</strong>).<br />
Somit ist <strong>PMMA</strong> ein Material, das einfach<br />
mittels <strong>Laser</strong> bearbeitet werden<br />
kann. Die Abtragsrate ist vom Molekulargewicht<br />
und der genauen Polymerzusammensetzung<br />
abhängig, das<br />
Hauptabbauprodukt ist das Monomer<br />
MMA, das zurückgewonnen werden<br />
kann. Ein großer potenzieller Anwendungsbereich<br />
<strong>von</strong> laserstrukturierten<br />
<strong>PMMA</strong>-Platten liegt im Bereich der<br />
Lichtleitplatten (engl. light guide plates)<br />
für optoelektronische Flüssigkristallbildschirme<br />
(engl. liquid<br />
crystal display,<br />
kurz LCD). Eine<br />
Hauptkomponente<br />
dieser Geräte<br />
ist die sogenannte<br />
Hinterleuchtungseinheit<br />
(engl. back<br />
light unit, kurz<br />
BLU), die das notwendige<br />
Licht für<br />
das Flüssigkristall-<br />
Panel (LCD) liefert,<br />
um eine<br />
gleichmäßige flä-<br />
chenhafteBildausleuchtungsicher- LASERANWENDUNGEN<br />
zustellen. Im bisherigen Aufbau wurden<br />
in der BLU Leuchtstoffröhren<br />
(engl. Cold Cathode fluorescent lamp,<br />
kurz CCFL) verwendet. Diese werden<br />
zunehmend durch Leuchtdioden<br />
(engl. light emitting diode, kurz LED)<br />
ersetzt, da LEDs heute relativ kostengünstig<br />
in großer Stückzahl und guter<br />
Qualität hergestellt werden können.<br />
Außerdem arbeiten LEDs mit einer<br />
deutlich verbesserten Energieeffizienz<br />
im Vergleich zu CCFLs und werden<br />
deswegen für den Einsatz in<br />
Monitoren und Fernsehgeräten bevorzugt.<br />
Es wird erwartet, dass bis in 5<br />
Jahren ca. 80 % der jährlich produzierten<br />
mehr als 200 Mio. LCD Fernsehgeräte<br />
auf LED-Beleuchtung umgestellt<br />
werden.<br />
Der Einsatz <strong>von</strong> LEDs bringt auch große<br />
Vorteile für das Design, da die Bautiefe<br />
<strong>von</strong> BLUs um mehr als 50 % verringert<br />
wird. Dies führt zu einer starken<br />
Verschlankung des gesamten<br />
Fernsehgeräts. Eine besonders reduzierte<br />
Bautiefe wird durch das Kantenbeleuchtungsverfahren<br />
(engl. edge-<br />
oder side-lit-Verfahren) ermöglicht.<br />
Dabei wird das Licht der LED über die<br />
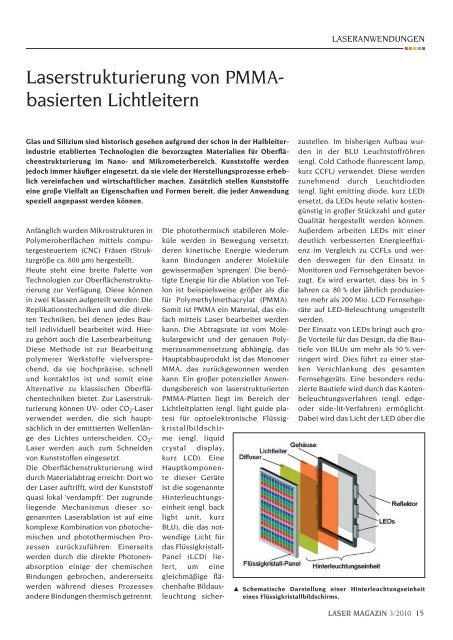
▲ Schematische Darstellung einer Hinterleuchtungseinheit<br />
eines Flüssigkristallbildschirms.<br />
LASER MAGAZIN 3/2010 15
LASERANWENDUNGEN<br />
Kante in eine Lichtleitplatte (engl.<br />
Light Guide Plate, kurz LGP) eingebracht<br />
und anschießend über die Vorderfläche<br />
des Lichtleiters ausgekoppelt.<br />
Für diesen Lichtleiter ist PLEXI-<br />
GLAS ® das bevorzugte Material, da es<br />
sich um ein hoch transparentes amorphes<br />
Polymer handelt, das nur sehr<br />
geringe Verluste durch interne Absorption<br />
und Fresnel-Grenzflächenreflexionen<br />
zeigt. Auf eine der Plattenseiten<br />
wird zusätzlich ein Punktmuster<br />
mit einem Gradientenverlauf durch<br />
Siebdruckverfahren aufgebracht.<br />
Dabei nimmt die Flächenbelegungsdichte<br />
vom Rand zur Mitte hin deutlich<br />
zu. Dieses Muster gewährleistet<br />
eine gleichmäßige Lichtauskopplung<br />
über die gesamte Fläche, was essentiell<br />
für die Qualität einer Hinterleuchtungseinheit<br />
ist. Das Siebdruckverfahren<br />
stößt jedoch bei der Entwicklung<br />
<strong>von</strong> dünneren und effizienteren <strong>Lichtleitern</strong><br />
an seine Grenzen. Insbesondere<br />
die Größe der Einzelpunkte kann in<br />
serientechnischen Verfahren 250 µm<br />
nicht wesentlich unterschreiten. Das<br />
Lichtauskopplungsverhalten durch<br />
diese Art der Bedruckung lässt sich<br />
16 LASER MAGAZIN 3/2010<br />
nicht wirkungsvollkontrollieren,<br />
da an der<br />
weißen Punktfarbe<br />
eine LambertscheStreuung<br />
stattfindet.<br />
Mit der <strong><strong>Laser</strong>strukturierung</strong><br />
eröffnen sich andereMöglichkeiten:<br />
So könnten<br />
durch den Energieeintrag auf kleine<br />
Flächen hochpräzise kleinste<br />
Vertiefungen auf der Platte erzeugt<br />
werden. Diese haben Dimensionen<br />
<strong>von</strong> 250 µm und kleiner und sind somit<br />
in extrem dünnen LCDs nicht mehr<br />
sichtbar. Durch die eingebrachte <strong>Laser</strong>energie,<br />
die durch die Pulsdauer<br />
und <strong>Laser</strong>leistung eingestellt wird,<br />
und den Fokus des <strong>Laser</strong>lichtes lässt<br />
sich die Geometrie der Oberflächenstrukturen<br />
dem gewünschten Lichtauskopplungsverhalten<br />
für die entsprechende<br />
Applikation anpassen.<br />
Über die Strahlgeometrie kann hier<br />
die Form der Kavitäten beeinflusst<br />
werden, die wiederum das Lichtlenkverhalten<br />
im Lichtleiter maßgeblich<br />
steuern.<br />
Die gewünschte Homogenität der<br />
Lichtauskopplung über die gesamte<br />
Fläche des LGP wird sowohl über die<br />
variierende Flächenbelegung des<br />
Punktmusters als auch über die Mikrostruktur<br />
der Punkte für die jeweilige<br />
Bildschirmgröße eingestellt. Die Art<br />
der Bearbeitung ist sehr präzise und<br />
sauber, sodass exakte Geometrien<br />
entstehen. Aufgrund der klar definier-<br />
▲ Schematische Darstellung eines <strong>PMMA</strong>-<strong>basierten</strong> Lichtleiters<br />
mit laserstrukturierten Vertiefungen in der Oberfläche für Kantenbeleuchtung.<br />
▲ Rasterelektronenmikroskop-Aufnahmen eines laserstrukturierten <strong>PMMA</strong>-<strong>basierten</strong><br />
Lichtleiters in Seitenansicht (a) und Querschnitt (b)<br />
ten Streubedingungen dieser <strong>Laser</strong>löcher<br />
werden so die optimale Struktur<br />
und das effizienteste Punktmuster<br />
mithilfe <strong>von</strong> Simulationen berechnet.<br />
Dies vereinfacht eine Optimierung<br />
der Lichtleiter ganz wesentlich.<br />
Um eine nochmals verbesserte Ortsauflösung<br />
und Reproduzierbarkeit<br />
während der Oberflächenstrukturierung<br />
zu erreichen, können (Ultra)Kurzpulslaser<br />
<strong>von</strong> großem Vorteil sein.<br />
Durch die erzeugten Strukturen, deren<br />
Größenordnung dann im Sub-Mikrometerbereich<br />
liegt, entstehen neuartige<br />
Anwendungsmöglichkeiten für<br />
<strong>PMMA</strong> in photonischen Applikationen<br />
als Wellenleiter oder holografischer<br />
Speicher. Während der Bearbeitung<br />
mit ultrakurzen, hochintensiven <strong>Laser</strong>pulsen,<br />
die auf das Material treffen,<br />
wird die Substanz ionisiert. Somit entsteht<br />
ein Plasma, wodurch der Festkörper<br />
explosionsartig verdampft.<br />
Durch die Tiefe der Oberflächenstrukturen<br />
wird der Brechungsindex verändert,<br />
was wiederum <strong>von</strong> Pulsenergie<br />
und Anzahl der Pulse abhängig ist.<br />
Somit lässt sich ein breites Spektrum<br />
an unterschiedlichsten Bauelementen<br />
herstellen, die nicht nur in der Optoelektronik<br />
ihren Einsatz finden, wie<br />
z. B. auch in Anti-Reflex-Strukturen auf<br />
Mottenaugen-Prinzip, selbstreinigende<br />
Oberflächen, Mikrofluidik-Kanalstrukturen<br />
und transparenten <strong>Lichtleitern</strong>.<br />
■ INFO<br />
Autoren:<br />
■ Dr. Alexander Laschitsch, Leiter des Industriesegments<br />
Optically Functional Materials<br />
im Bereich Business Development<br />
des Geschäftsgebiets Acrylic Polymers bei<br />
E<strong>von</strong>ik<br />
■ Dr. Wojciech Pisula, Projektleiter 'Strukturierte<br />
funktionale Obflächen' im Servicebereich<br />
Verfahrenstechnik & Engineering<br />
bei E<strong>von</strong>ik<br />
Kontakt:<br />
Alexander Laschitsch<br />
E<strong>von</strong>ik Röhm GmbH<br />
Kirschenallee · 64293 Darmstadt<br />
Tel.: 06151 18-3687 · Fax: 06151 18-843687<br />
E-Mail: alexander.laschitsch@e<strong>von</strong>ik.com<br />
www.e<strong>von</strong>ik.de













