PontiLock - Hera - Heraeus Dental
PontiLock - Hera - Heraeus Dental
PontiLock - Hera - Heraeus Dental

Erfolgreiche ePaper selbst erstellen
Machen Sie aus Ihren PDF Publikationen ein blätterbares Flipbook mit unserer einzigartigen Google optimierten e-Paper Software.
®<br />
Gebrauchsanweisung<br />
Schraubensystem<br />
Ausgabe 10/2006
2<br />
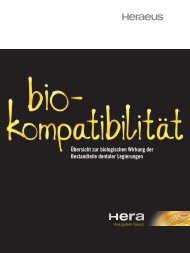
Das <strong>PontiLock</strong> ® -Schraubensystem<br />
mit selbstsichernder Befestigungsschraube.<br />
<strong>PontiLock</strong> ist eine neu<br />
konzipierte Verschraubung,<br />
die sich an alle<br />
<strong>Dental</strong> Legierungen<br />
angießen lässt. Das<br />
Indikationsgebiet umfasst<br />
die Teilung von<br />
Brücken bei divergierenden<br />
Pfeilern, die Befestigung<br />
bedingt herausnehmbaren<br />
Zahnersatzes<br />
und die Versorgung mit<br />
Suprakonstruktionen auf<br />
Implantaten. Die Schraubengewindehülse<br />
(1)<br />
und der Überfallring (2)<br />
sind aus Platin-Iridium<br />
angefertigt, die selbstsichernde<br />
Schraube (3)<br />
aus Palladium-Silber.<br />
Das zusätzliche Gewinde<br />
im Überfallring sichert<br />
die Befestigungsschraube.<br />
Hinweis zur Gebrauchsanweisung<br />
Diese Konstruktion verhindert<br />
ein <strong>Hera</strong>usfallen<br />
der Schraube bei der<br />
Eingliederung des Sekundärteiles.<br />
Bei der Verarbeitung der Attachments ist es unabdingbar<br />
die unter den grauen Balken in grün gekennzeichneten<br />
Abschnitte besonders zu beachten<br />
und diese entsprechend umzusetzen.<br />
3<br />
2<br />
1<br />
<strong>PontiLock</strong> ® REF 8990<br />
bestehend aus:<br />
Gewindehülsen (Pt-Ir), REF 1083<br />
an EM-, Pd-Basis- und NEM-Legierung<br />
angussfähig oder anlötbar.<br />
Überfallring (Pt-Ir), REF 1082<br />
an EM-, Pd-Basis- und NEM-Legierung<br />
angussfähig oder anlötbar.<br />
Befestigungsschraube (Pd-Ag) REF 1081<br />
Kombistift, REF 0397<br />
zum Parallelisieren und Einbetten<br />
<strong>PontiLock</strong> ® -Micro REF 8991<br />
bestehend aus:<br />
Gewindehülsen (Pt-Ir), REF 1086<br />
an EM-, Pd-Basis- und NEM-Legierung<br />
angussfähig oder anlötbar.<br />
Überfallring (Pt-Ir), REF 1085<br />
an EM-, Pd-Basis- und NEM-Legierung<br />
angussfähig oder anlötbar.<br />
Befestigungsschraube (Pd-Ag) REF 1084<br />
Kombistift, REF 0597<br />
zum Parallelisieren und Einbetten
Das <strong>PontiLock</strong> ® -Schraubensystem<br />
Abmessungen <strong>PontiLock</strong>-Schraubensystem<br />
Gewindehülse, Überfallring (Pt/Ir),<br />
Schmelzintervall: 1830-1855°C<br />
Gesamthöhe <strong>PontiLock</strong> ® REF 8990<br />
A 5,0 mm, B Ø 2,0 mm<br />
Max. Ø Überfallring 2,65 mm<br />
Gesamthöhe <strong>PontiLock</strong> ® -Micro REF 8991<br />
A 3,5 mm, B Ø 1,6 mm<br />
Max. Ø Überfallring 2,1 mm<br />
Instrumente und Hilfsteile<br />
Diese Instrumente und Hilfsteile sind für die<br />
Verarbeitung und für ein präzises Arbeitsergebnis<br />
unerlässlich:<br />
Schraubenzieher Labor REF 8996<br />
Schraubenzieher-Praxis REF 8997<br />
Ausschraubinstrument<br />
REF 8998 für REF 8990<br />
REF 8993 für REF 8991<br />
Diese Instrumente sind für <strong>PontiLock</strong>,<br />
REF 8990, im Verarbeitungs-Set, REF 8995<br />
und für <strong>PontiLock</strong>-Micro, REF 8991 im<br />
Verarbeitungs-Set, REF 8994, zusammengefasst.<br />
3
4<br />
Platin-Iridium Gewindehülse<br />
Der sichere Weg für ein präzises Gussergebnis<br />
der Platin-Iridium Gewindehülse bei der vertikalen<br />
Verarbeitung an EM-, Pd-Basis- und NEM-Legierungen.<br />
Das sollten Sie bei der Konstruktion beachten:<br />
Stellen Sie sicher, dass keine Schraubenanteile in die<br />
keramisch zu verblendeten Flächen ragen, da sich<br />
Platin-Iridium nicht mit keramischen Massen verbindet.<br />
Nach dem Keramikband könnten Sprünge in<br />
der Verblendung auftreten.<br />
Abb. 3:<br />
Durchbohren Sie die<br />
Wachsmodellation mit<br />
einem geeigneten Spiralbohrer<br />
(Ø 2 mm).<br />
Abb. 4:<br />
Öffnen Sie die Wachsmodellation<br />
von der Seite.<br />
Markieren Sie die Position<br />
der Schraube auf dem<br />
Gipsmodell (fixieren Sie<br />
den Tiefenanschlag Ihres<br />
Parallelometers). Reduzieren<br />
Sie, wenn möglich, Ihr<br />
Wax-up. Bringen Sie die<br />
Gewindehülse in die festgelegte<br />
Position.<br />
Abb. 1:<br />
Erstellen Sie eine komplette<br />
Wachsmodellation.<br />
Bestimmen Sie die Einschubrichtung.<br />
Abb. 5:<br />
Wachsen Sie die Gewindehülse<br />
an. Öffnen Sie Ihr<br />
Parallelometer-Spannfutter<br />
und fahren Ihr Parallelometer<br />
in die Ausgangsposition<br />
zurück. Der in die Gewindehülse<br />
geschraubte Kombistift<br />
wird durch Linksdrehung<br />
aus der Gewindehülse<br />
entfernt.<br />
Abb. 2:<br />
Legen Sie die optimale<br />
Position der Verschraubung<br />
fest.<br />
Abb. 6:<br />
Fräsen Sie eine kastenförmige<br />
Ummantelung (Wachsmindeststärke<br />
0,5 mm).<br />
Achten Sie darauf, dass<br />
sich auf der Stirnfläche der<br />
Gewindehülse keine Wachsreste<br />
befinden.
Platin-Iridium Gewindehülse<br />
Exakte Vorbereitungen bestimmen das Gussergebnis<br />
und damit die Passgenauigkeit!<br />
Stellen Sie vor dem Einbetten fest, an welche dentale<br />
Legierung die Schraubenteile angegossen werden,<br />
und wählen Sie das in der Gebrauchsanweisung der<br />
verwendeten Einbettmasse empfohlene<br />
Mischungsverhältnis.<br />
Einbetten:<br />
Sollten Sie die direkte Einbettmethode bevorzugen,<br />
verfahren Sie wie auf den Abbildungen 10-12 dargestellt.<br />
Abb. 9:<br />
Nach dem Abstrahlen drehen<br />
Sie den Kombistift<br />
aus der Gewindehülse.<br />
Achtung<br />
Kein Wachsentfettungsmittel<br />
in die Gewindehülse<br />
und auf den<br />
Überfallring bringen.<br />
Abb. 10:<br />
Vor dem Einbetten bringen<br />
Sie einen Wassertropfen in<br />
die Gewindehülse.<br />
Abb. 7:<br />
Bringen Sie die Gusskanäle<br />
nach Angabe der Legierungshersteller<br />
an. Bringen Sie<br />
einen zusätzlichen Gusskanal<br />
(Ø 2 mm) an Ihrer<br />
kastenförmigen Fräsung an.<br />
Abb. 11:<br />
Bringen Sie mit einer Sonde<br />
die Einbettmasse in die<br />
Gewindehülse. Betten Sie<br />
komplett ein und gießen<br />
Sie wie gewohnt.<br />
Abb. 8:<br />
Schrauben Sie den Kombistift<br />
in die Gewindehülse.<br />
Achten Sie darauf, dass der<br />
Kombistift und die Gewindehülse<br />
dicht schließen. Betten<br />
Sie ein und gießen Sie<br />
wie gewohnt.<br />
Abb. 12:<br />
Benutzen Sie zum Abstrahlen<br />
der Gewindehülse ausschließlichKunststoffperlen.<br />
Der Strahldruck sollte<br />
max. 2,5-3 bar betragen.<br />
Um einen exakten Anguss an die Pt-Ir Teile zu erzielen, lassen Sie die Endtemperatur<br />
beim Vorwärmen mindestens 45 Minuten auf die Muffel einwirken. Da<br />
Temperaturverluste beim Gießvorgang verhindert werden sollten, muss die<br />
Muffeltemperatur bei Pd-Basis- und NEM-Legierungen ca. 920°C-940°C betragen.<br />
Beachten Sie bitte speziell bei Pd-Basis-Legierungen die Weitererhitzungszeiten<br />
nach Durchschmelzen des Gussgutes lt. Herstellerangaben.<br />
5
6<br />
Platin-Iridium Überfallring<br />
Der sichere Weg für ein präzises Gussergebnis<br />
des Platin-Iridium Überfallringes<br />
an EM-, Pd-Basis- und NEM-Legierungen.<br />
Abb. 13:<br />
Arbeiten Sie aus wie gewohnt.<br />
Abb. 16:<br />
Erstellen Sie Ihre Wachsmodellation.<br />
Modellieren<br />
Sie zirkulär um den Überfallring<br />
einen Abschlussrand<br />
(dieser Abschlussrand<br />
verhindert beim Verblenden<br />
einen direkten Kontakt zwischen<br />
Keramik und Platin-<br />
Iridium).<br />
Abb. 14:<br />
Montieren Sie Befestigungsschraube<br />
und Überfallring.<br />
Schrauben Sie die Befestigungsschraube<br />
in die Gewindehülse.<br />
Abb. 17:<br />
Bringen Sie die Gusskanäle<br />
an. Benutzen Sie<br />
das Ausschraubinstrument,<br />
REF 8998 oder REF 8993,<br />
wenn Sie die Befestigungsschrauben<br />
aus dem Überfallring<br />
herausdrehen.<br />
Abb. 15:<br />
Fixieren Sie den Überfallring<br />
mit einem geeigneten<br />
Modellier-Kunststoff.<br />
Abb. 18:<br />
Kontrollieren Sie, dass kein<br />
Modellierkunststoff in den<br />
Überfallring geflossen ist.<br />
Bringen Sie einen Tropfen<br />
Wasser am Überfallring an<br />
(erleichtertes Einbetten).
Platin-Iridium Überfallring<br />
Abb. 19:<br />
Bringen Sie mit einer<br />
Sonde Einbettmasse in den<br />
Überfallring. Überbetten<br />
Sie die Modellation und<br />
gießen Sie wie gewohnt.<br />
Abb. 21:<br />
Arbeiten Sie Ihr Gerüst aus<br />
und kontrollieren Sie den<br />
exakten Sitz. Verblenden<br />
Sie wie gewohnt.<br />
Abb. 20:<br />
Strahlen Sie Ihr Gerüst<br />
im Bereich des Überfallrings<br />
mit Kunststoffperlen<br />
ab (Strahldruck<br />
max. 2,5-3 bar).<br />
Abb. 22:<br />
Die Befestigungsschraube<br />
wird im Artikulator eingeschliffen.<br />
7
8<br />
Platin-Iridium Gewindehülse<br />
Der sichere Weg für ein präzises Gussergebnis<br />
der Platin-Iridium Gewindehülse bei der horizontalen<br />
Verarbeitung an EM-, Pd-Basis- und NEM-Legierungen.<br />
Das sollten Sie bei der<br />
Konstruktion beachten:<br />
Stellen Sie sicher, dass<br />
keine Schraubenanteile<br />
in die keramisch zu verblendeten<br />
Flächen ragen,<br />
da sich Platin-Iridium<br />
nicht mit keramischen<br />
Massen verbindet. Nach<br />
dem Keramikbrand<br />
könnten Sprünge in der<br />
Verblendung auftreten.<br />
Achtung<br />
Kein Wachsentfettungsmittel<br />
in die Gewindehülse<br />
und auf den<br />
Überfallring bringen.<br />
Abb. 23:<br />
Erstellen Sie eine komplette<br />
Wachsmodellation.<br />
Abb. 26:<br />
Öffnen Sie die Wachsmodellation<br />
von okklusal.<br />
Kontrollieren Sie die Position<br />
der Verschraubung.<br />
Abb. 24:<br />
Legen Sie die optimale<br />
Position der Verschraubung<br />
fest. Markieren Sie den<br />
Durchmesser des Überfallrings<br />
an der Wachsmodellation.<br />
Abb. 27:<br />
Reduzieren Sie, wenn nötig,<br />
Ihr Wax-up. Wachsen Sie<br />
die Verschraubung im Bereich<br />
der Gewindehülse fest.<br />
Abb. 25:<br />
Durchbohren Sie die<br />
Wachsmodellation mit<br />
einem geeigneten Spiralbohrer<br />
(Durchmesser<br />
2 mm).<br />
Abb. 28:<br />
Lösen Sie die Befestigungsschraube<br />
und den Überfallring.<br />
Fräsen Sie eine kastenförmige<br />
Ummantelung.
Platin-Iridium Gewindehülse<br />
Exakte Vorbereitungen bestimmen das Gussergebnis<br />
und damit die Passgenauigkeit!<br />
Stellen Sie vor dem Einbetten fest, an welche dentale<br />
Legierung die Schraubenteile angegossen werden,<br />
und wählen Sie das in der Gebrauchsanweisung<br />
der verwendeten Einbettmasse empfohlene<br />
Mischungsverhältnis.<br />
Einbetten:<br />
Sollten Sie die direkte Einbettmethode bevorzugen,<br />
verfahren Sie wie auf den Abbildungen 32-34 dargestellt.<br />
Abb. 31:<br />
Nach dem Abstrahlen drehen<br />
Sie den Kombistift aus<br />
der Gewindehülse.<br />
Abb. 32:<br />
Vor dem Einbetten bringen<br />
Sie einen Wassertropfen in<br />
die Gewindehülse.<br />
Achtung<br />
Abb. 29:<br />
Bringen Sie die Gusskanäle<br />
nach Angaben der Legierungshersteller<br />
an. Bringen<br />
Sie einen zusätzlichen<br />
Gusskanal (Durchmesser<br />
2 mm) an Ihrer kastenförmigen<br />
Fräsung an.<br />
Abb. 33:<br />
Bringen Sie mit einer Sonde<br />
die Einbettmasse in die<br />
Gewindehülse. Betten Sie<br />
komplett ein und gießen<br />
Sie wie gewohnt.<br />
Abb. 30:<br />
Schrauben Sie den Kombistift<br />
in die Gewindehülse.<br />
Achten Sie darauf, dass der<br />
Kombistift und die Gewindehülse<br />
dicht schließen.<br />
Betten Sie ein und gießen<br />
Sie wie gewohnt.<br />
Abb. 34:<br />
Benutzen Sie zum Abstrahlen<br />
der Gewindehülse ausschließlichKunststoffperlen.<br />
Der Strahldruck sollte<br />
max. 2,5-3 bar betragen.<br />
Um einen exakten Anguss an die Pt-Ir Teile zu erzielen, lassen Sie die Endtemperatur<br />
beim Vorwärmen mindestens 45 Minuten auf die Muffel einwirken. Da<br />
Temperaturverluste beim Gießvorgang verhindert werden sollten, muss die<br />
Muffeltemperatur bei Pd-Basis- und NEM-Legierungen ca. 920°C-940°C betragen.<br />
Beachten Sie bitte speziell bei Pd-Basis-Legierungen die Weitererhitzungszeiten<br />
nach Durchschmelzen des Gussgutes lt. Herstellerangaben.<br />
9
10<br />
Platin-Iridium Überfallring<br />
Der sichere Weg für ein präzises Gussergebnis<br />
des Platin-Iridium Überfallringes<br />
an EM-, Pd-Basis- und NEM-Legierungen.<br />
Achtung<br />
Beim horizontalen Einbau<br />
der <strong>PontiLock</strong>schraube<br />
muss die Gewindehülse,<br />
wie in Abb. 35 gezeigt,<br />
geöffnet werden, da<br />
sonst das Sekundärteil<br />
mit der im Überfallring<br />
gehaltenen Schraube<br />
nicht abnehmbar ist.<br />
Abb. 38:<br />
Erstellen Sie Ihre Wachsmodellation.<br />
Achten Sie<br />
darauf, dass der Überfallring<br />
nicht in zu verblendende<br />
Anteile des Gerüstes reicht.<br />
Sie verhindern somit einen<br />
direkten Kontakt zwischen<br />
Keramik und Platin-Iridium.<br />
Abb. 35:<br />
Arbeiten Sie aus wie gewohnt.<br />
Öffnen Sie die Gewindehülse<br />
im gewindefreien Teil von<br />
okklusal mit einem geeigneten<br />
Fräser.<br />
Abb. 39:<br />
Bringen Sie die Gusskanäle an.<br />
Benutzen Sie das Ausschraubinstrument<br />
REF 8998; 8993,<br />
wie gezeigt und schrauben Sie<br />
die Befestigungsschraube mit<br />
dem Schraubenzieher REF 8996<br />
aus dem Überfallring heraus.<br />
Abb. 42:<br />
Strahlen Sie Ihr Gerüst im Bereich<br />
des Überfallrings mit<br />
Kunststoffperlen ab (Strahldruck<br />
max. 2,5-3 bar).<br />
Abb. 36:<br />
Montieren Sie die Befestigungsschraube<br />
und den Überfallring.<br />
Verschließen Sie den aufgefrästen<br />
Teil der Gewindehülse mit<br />
Wachs.<br />
Abb. 40:<br />
Kontrollieren Sie, dass kein<br />
Modellierkunststoff in den<br />
Überfallring geflossen ist.<br />
Bringen Sie einen Tropfen<br />
Wasser am Überfallring an<br />
(erleichtertes Einbetten).<br />
Abb. 43:<br />
Arbeiten Sie Ihr Gerüst aus und<br />
kontrollieren Sie den exakten<br />
Sitz. Verblenden Sie wie gewohnt.<br />
Abb. 37:<br />
Fixieren Sie den Überfallring<br />
mit einem geeigneten<br />
Modellierkunststoff.<br />
Abb. 41:<br />
Bringen Sie mit einer Sonde<br />
Einbettmasse in den<br />
Überfallring. Überbetten<br />
Sie die Modellation und<br />
gießen Sie wie gewohnt.<br />
Abb. 44:<br />
Die Befestigungsschraube<br />
wird von lingual verschliffen.
<strong>PontiLock</strong> ® -Befestigungsschraube<br />
Austauschen der <strong>PontiLock</strong> ® -Befestigungsschraube<br />
Austauschen der<br />
<strong>PontiLock</strong>-<br />
Befestigungsschraube<br />
Zum Austausch der<br />
horizontal verarbeiteten<br />
Befestigungsschraube<br />
verfahren Sie, wie auf<br />
Abbildung 39 dargestellt.<br />
Dieses Detail zeigt die eingesetzteBefestigungsschraube<br />
vertikal.<br />
Achtung<br />
Der Austausch der Befestigungsschraube<br />
ist problemlos.<br />
Drehen Sie einfach mit<br />
dem Ausschraubinstrument<br />
REF 8998 oder REF 8993,<br />
von basal die Schraube in<br />
den Überfallring (ca. 1-2<br />
Gewindeumdrehungen).<br />
Drehen Sie mit dem<br />
Schraubenzieher REF 8996<br />
oder REF 8997 die Befestigungsschrauben<br />
heraus.<br />
Einfacher und schneller<br />
geht es nicht.<br />
Die Angaben über unsere Erzeugnisse und deren Verarbeitung beruhen auf<br />
ständiger anwendungstechnischer Erfahrung und Kontrolle in unserem Labor.<br />
Dieses entbindet den Verarbeiter jedoch nicht davon, unsere Angaben und<br />
Empfehlungen vor ihrer Verwendung für den eigenen Gebrauch selbstverantwortlich<br />
zu prüfen.<br />
Technische Änderungen vorbehalten.<br />
Die Abbildungen sind nicht verbindlich.<br />
<strong>PontiLock</strong> ® = eingetragene Marke der ZL Microdent Attachment GmbH & Co. KG, Breckerfeld<br />
11
Region 2<br />
Region 3<br />
Region 4<br />
<strong>Hera</strong>eus Kulzer GmbH<br />
<strong>Hera</strong>eus Company Name<br />
<strong>Hera</strong>eus Company Name<br />
<strong>Hera</strong>eus Company Name<br />
Grüner Weg 11<br />
Muster Europa Division<br />
Muster Europa Division<br />
Muster Europa Division<br />
63450 Hanau<br />
Muster-Ring 29<br />
Muster-Ring 29<br />
Muster-Ring 29<br />
Telefon: 0800 4 37 25 22 63801 Beispielstadt (D)<br />
63801 Beispielstadt (D)<br />
63801 Beispielstadt (D)<br />
Telefax: 0800 4 37 23 29 Freecall +49(0)800.35<br />
E-Mail: info.lab@heraeus-kulzer.comsales@heraeus-konzern.com<br />
www.heraeus-kulzer.com www.heraeus-konzern.com<br />
Freecall +49(0)800.35<br />
sales@heraeus-konzern.com<br />
www.heraeus-konzern.com<br />
Freecall +49(0)800.35<br />
sales@heraeus-konzern.com<br />
www.heraeus-konzern.com0197<br />
000100444 1,2C 10.06 VN/Pi/BM Printed in Germany