

SPEciAL - ALU-WEB.DE
SPEciAL - ALU-WEB.DE
SPEciAL - ALU-WEB.DE

Sie wollen auch ein ePaper? Erhöhen Sie die Reichweite Ihrer Titel.
YUMPU macht aus Druck-PDFs automatisch weboptimierte ePaper, die Google liebt.
<strong>SPEciAL</strong><br />
F ügE n und S chwEiSSEn F ügE n und von SALuMiniuM chwEiSSEn von ALuMiniuM<br />
vor allem kostengünstige Versorgung,<br />
auch bei den aufwendigeren Mehrstoffgemischen,<br />
sowie Flexibilität bei<br />
der Gaszusammensetzung, aber auch<br />
die Qualitätssicherung durch fortlaufende<br />
Gasanalyse und Dokumentation.<br />
Mittlerweile ist es möglich, auch<br />
für Schweißgase mit Gehalten einzelner<br />
Komponenten im ppmBereich<br />
kostengünstige und zuverlässige Mischersysteme<br />
zu installieren.<br />
Ein Mischer ist dabei nicht immer<br />
die günstigere Alternative. Denn<br />
eine andere Möglichkeit besteht darin,<br />
eine bereits bestehende zentrale<br />
Schweißgasversorgung dahingehend<br />
zu verändern, dass nur an ausgewählten<br />
Arbeitsplätzen ein vom Standardgemisch<br />
abweichendes Schweißgas<br />
zur Verfügung gestellt wird. Dies<br />
kann etwa durch gezieltes, örtlich<br />
begrenztes Zumischen von weiteren<br />
Gaskomponenten realisiert werden,<br />
ohne dass die restliche Ringleitung<br />
umgestellt werden muss.<br />
Ein Beispiel aus dem Aluminiumbereich<br />
betrifft das MIGSchweißen.<br />
Hier sind dotierte Gase schon seit einiger<br />
Zeit gebräuchlich. Üblich sind<br />
Beimischungen von Sauerstoff, Stickstoff<br />
oder auch Stickstoffmonoxid.<br />
Die Größenordnung der Zumischung<br />
liegt in der Regel zwischen 200 und<br />
500 ppm, kann aber im Einzelfall auch<br />
davon abweichen.<br />
Bei der Herstellung von Automobilkomponenten<br />
aus Aluminium wurde<br />
bislang in der Großserienfertigung<br />
Argon als Schweißgas eingesetzt. Es<br />
stellte sich heraus, dass sich eine Beimischung<br />
von 300 ppm Sauerstoff als<br />
sehr vorteilhaft erwies. Insbesondere<br />
die Prozesssicherheit wurde stark<br />
verbessert: die Dotierung sorgte für<br />
einen stabileren Prozess und dadurch<br />
weniger Nacharbeit bzw. Ausschuss.<br />
Eine Zumischung von Helium bewirkte<br />
ebenfalls größere Prozesssicherheit,<br />
da der durch das Helium<br />
steifere Lichtbogen für sichereres<br />
Der DVS-Bericht 258 ist über die DVS-<br />
Media GmbH in Düsseldorf zu beziehen<br />
(www.dvs-media.eu). 452 Seiten,<br />
755 Abb., 85 Tab., ISBN: 978-3-87155-<br />
584-8, Artikel-Nr. 300258, erschienen<br />
September 2009, EUR 115,- (D)<br />
<strong>ALU</strong>MINIUM · 12/2009<br />
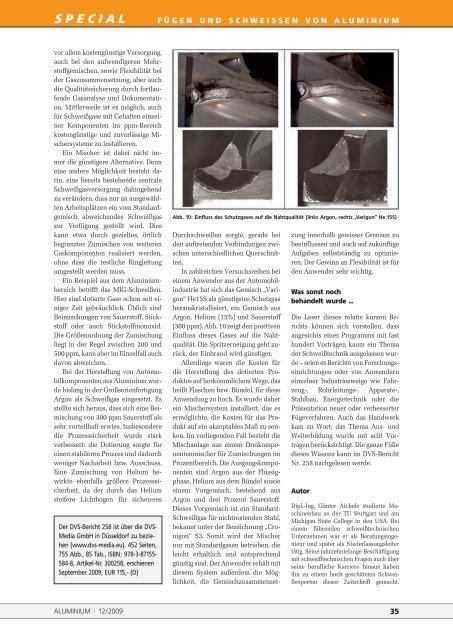
Abb. 10: Einfluss des Schutzgases auf die Nahtqualität (links Argon, rechts „Varigon“ He 15S)<br />
Durchschweißen sorgte, gerade bei<br />
den auftretenden Verbindungen zwischen<br />
unterschiedlichen Querschnitten.<br />
In zahlreichen Versuchsreihen bei<br />
einem Anwender aus der Automobilindustrie<br />
hat sich das Gemisch „Varigon“<br />
He15S als günstigstes Schutzgas<br />
herauskristallisiert, ein Gemisch aus<br />
Argon, Helium (15%) und Sauerstoff<br />
(300 ppm). Abb. 10 zeigt den positiven<br />
Einfluss dieses Gases auf die Nahtqualität.<br />
Die Spritzerneigung geht zurück,<br />
der Einbrand wird günstiger.<br />
Allerdings waren die Kosten für<br />
die Herstellung des dotierten Produktes<br />
auf herkömmlichem Wege, das<br />
heißt Flaschen bzw. Bündel, für diese<br />
Anwendung zu hoch. Es wurde daher<br />
ein Mischersystem installiert, das es<br />
ermöglichte, die Kosten für das Produkt<br />
auf ein akzeptables Maß zu senken.<br />
Im vorliegenden Fall besteht die<br />
Mischanlage aus einem Dreikomponentenmischer<br />
für Zumischungen im<br />
Prozentbereich. Die Ausgangskomponenten<br />
sind Argon aus der Flüssigphase,<br />
Helium aus dem Bündel sowie<br />
einem Vorgemisch, bestehend aus<br />
Argon und drei Prozent Sauerstoff.<br />
Dieses Vorgemisch ist ein Standard<br />
Schweißgas für nichtrostenden Stahl,<br />
bekannt unter der Bezeichnung „Cronigon“<br />
S3. Somit wird der Mischer<br />
nur mit Standardgasen betrieben, die<br />
leicht erhältlich und entsprechend<br />
günstig sind. Der Anwender erhält mit<br />
diesem System außerdem die Möglichkeit,<br />
die Gemischzusammenset<br />
zung innerhalb gewisser Grenzen zu<br />
beeinflussen und auch auf zukünftige<br />
Aufgaben selbstständig zu optimieren.<br />
Der Gewinn an Flexibilität ist für<br />
den Anwender sehr wichtig.<br />
was sonst noch<br />
behandelt wurde …<br />
Die Leser dieses relativ kurzen Berichts<br />
können sich vorstellen, dass<br />
angesichts eines Programms mit fast<br />
hundert Vorträgen kaum ein Thema<br />
der Schweißtechnik ausgelassen wurde<br />
– seien es Berichte von Forschungseinrichtungen<br />
oder von Anwendern<br />
einzelner Industriezweige wie Fahrzeug,<br />
Rohrleitungs, Apparate,<br />
Stahlbau, Energietechnik oder die<br />
Präsentation neuer oder verbesserter<br />
Fügeverfahren. Auch das Handwerk<br />
kam zu Wort; das Thema Aus und<br />
Weiterbildung wurde mit acht Vorträgen<br />
berücksichtigt. Die ganze Fülle<br />
dieses Wissens kann im DVSBericht<br />
Nr. 258 nachgelesen werde.<br />
Autor<br />
Dipl.Ing. Günter Aichele studierte Maschinenbau<br />
an der TU Stuttgart und am<br />
Michigan State College in den USA. Bei<br />
einem führenden schweißtechnischen<br />
Unternehmen war er als Beratungsingenieur<br />
und später als Niederlassungsleiter<br />
tätig. Seine jahrzehntelange Beschäftigung<br />
mit schweißtechnischen Fragen auch über<br />
seine berufliche Karriere hinaus haben<br />
ihn zu einem hoch geschätzten Schweißexperten<br />
dieser Zeitschrift gemacht.<br />
35













