Eksamensprojekt Diplom Maskin - Danmarks Tekniske Universitet
Eksamensprojekt Diplom Maskin - Danmarks Tekniske Universitet
Eksamensprojekt Diplom Maskin - Danmarks Tekniske Universitet

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
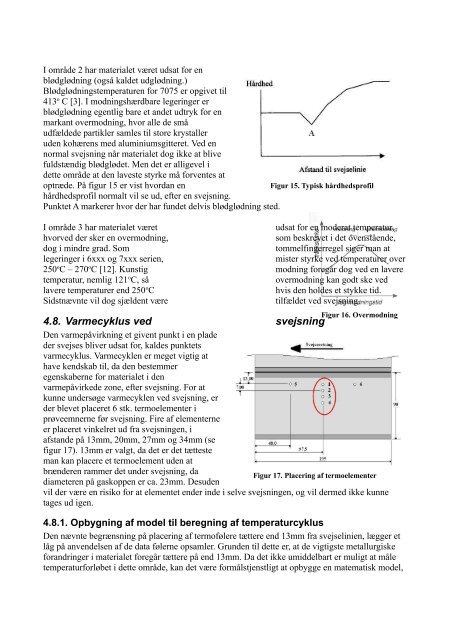
I område 2 har materialet været udsat for en<br />
blødglødning (også kaldet udglødning.)<br />
Blødglødningstemperaturen for 7075 er opgivet til<br />
413<br />
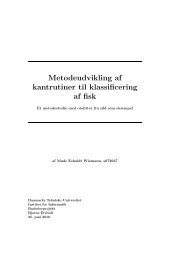
Figur 15. Typisk hårdhedsprofil<br />
o C [3]. I modningshærdbare legeringer er<br />
blødglødning egentlig bare et andet udtryk for en<br />
markant overmodning, hvor alle de små<br />
udfældede partikler samles til store krystaller<br />
uden kohærens med aluminiumsgitteret. Ved en<br />
normal svejsning når materialet dog ikke at blive<br />
fuldstændig blødglødet. Men det er alligevel i<br />
dette område at den laveste styrke må forventes at<br />
optræde. På figur 15 er vist hvordan en<br />
hårdhedsprofil normalt vil se ud, efter en svejsning.<br />
Punktet A markerer hvor der har fundet delvis blødglødning sted.<br />
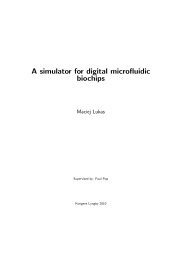
I område 3 har materialet været udsat for en moderat temperatur,<br />
hvorved der sker en overmodning, som beskrevet i det ovenstående,<br />
dog i mindre grad. Som tommelfingerregel siger man at<br />
legeringer i 6xxx og 7xxx serien, mister styrke ved temperaturer over<br />
250 o C – 270 o C [12]. Kunstig modning foregår dog ved en lavere<br />
temperatur, nemlig 121 o C, så overmodning kan godt ske ved<br />
lavere temperaturer end 250 o C hvis den holdes et stykke tid.<br />
Sidstnævnte vil dog sjældent være tilfældet ved svejsning.<br />
4.8. Varmecyklus ved svejsning<br />
Den varmepåvirkning et givent punkt i en plade<br />
der svejses bliver udsat for, kaldes punktets<br />
varmecyklus. Varmecyklen er meget vigtig at<br />
have kendskab til, da den bestemmer<br />
egenskaberne for materialet i den<br />
varmepåvirkede zone, efter svejsning. For at<br />
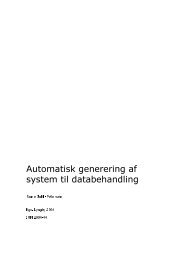
kunne undersøge varmecyklen ved svejsning, er<br />
der blevet placeret 6 stk. termoelementer i<br />
prøveemnerne før svejsning. Fire af elementerne<br />
er placeret vinkelret ud fra svejsningen, i<br />
afstande på 13mm, 20mm, 27mm og 34mm (se<br />
figur 17). 13mm er valgt, da det er det tætteste<br />
man kan placere et termoelement uden at<br />
brænderen rammer det under svejsning, da<br />
diameteren på gaskoppen er ca. 23mm. Desuden<br />
Figur 16. Overmodning<br />
Figur 17. Placering af termoelementer<br />
vil der være en risiko for at elementet ender inde i selve svejsningen, og vil dermed ikke kunne<br />
tages ud igen.<br />
4.8.1. Opbygning af model til beregning af temperaturcyklus<br />
Den nævnte begrænsning på placering af termofølere tættere end 13mm fra svejselinien, lægger et<br />
låg på anvendelsen af de data følerne opsamler. Grunden til dette er, at de vigtigste metallurgiske<br />
forandringer i materialet foregår tættere på end 13mm. Da det ikke umiddelbart er muligt at måle<br />
temperaturforløbet i dette område, kan det være formålstjenstligt at opbygge en matematisk model,