MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain MANUALplus 4110 - heidenhain
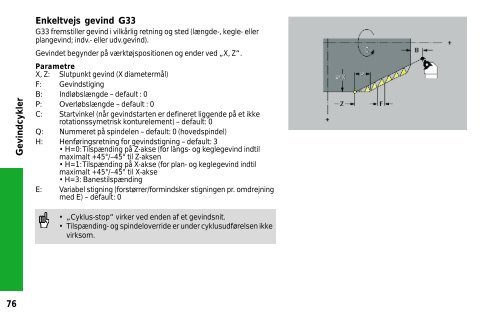
Gevindcykler 76 Enkeltvejs gevind G33 G33 fremstiller gevind i vilkårlig retning og sted (længde-, kegle- eller plangevind; indv.- eller udv.gevind). Gevindet begynder på værktøjspositionen og ender ved „X, Z“. Parametre X, Z: Slutpunkt gevind (X diametermål) F: Gevindstiging B: Indløbslængde – default : 0 P: Overløbslængde – default : 0 C: Startvinkel (når gevindstarten er defineret liggende på et ikke rotationssymetrisk konturelement) – default: 0 Q: Nummeret på spindelen – default: 0 (hovedspindel) H: Henføringsretning for gevindstigning – default: 3 H=0: Tilspænding på Z-akse (for längs- og keglegevind indtil maximalt +45°/–45° til Z-aksen H=1: Tilspænding på X-akse (for plan- og keglegevind indtil maximalt +45°/–45° til X-akse H=3: Banestilspænding E: Variabel stigning (forstørrer/formindsker stigningen pr. omdrejning med E) – default: 0 „Cyklus-stop“ virker ved enden af et gevindsnit. Tilspænding- og spindeloverride er under cyklusudførelsen ikke virksom.
Metrisk ISO-gevind G35 G35 fremstiller et længdegevind (indv.- eller udv.gevind). MANUALplus fremskaffer ved hjælp af værktøjspositionen relativt til slutpunktet til gevindet om der skal fremstilles et udv.- eller indv.gevind. Parametre X, Z: Slutpunkt gevind (X diametermål) F: Gevindstigning – default: Normtabellen I: Maximal fremrykning – default: I bliver beregnet ud fra gevindstigning og omdrejningstal Q: Antal tomgangsgennemløb efter det sidste snit – default: 0 B: Restsnit – default: 0 B=0: Opdeling af de „sidste snit" i 1/2-, 1/4- 1/8- 1/8-snit. B=1: Uden restsnitopdeling „Cyklus-stop“ virker ved enden af et gevindsnit. Tilspænding- og spindeloverride er under cyklusudførelsen ikke virksom. Ved indv.gevind skal „F“ være forudgivet, da diameteren for længdeelementet ikke er gevinddiameteren. Ved fremskaffelsen af gevindstigningen med MANUALplus skal man regne med små afvigelser. Gevindcykler 77
- Page 25 and 26: Frigang U Cyklus´en fremstiller fr
- Page 27 and 28: Gevind (på langs) efterskæring Cy
- Page 29 and 30: Gevindfrigang DIN 76 Frigang DIN 50
- Page 31 and 32: Dybhulboring axial Dybhulboring rad
- Page 33 and 34: Gevindfræsning axial Cyklus´en fr
- Page 35 and 36: Figur axial Figur radial Afhængig
- Page 37 and 38: Endefladefræsning Afhængig af par
- Page 39 and 40: Lineært mønster axial „Lineært
- Page 41 and 42: Lineært mønster radial „Liniær
- Page 43 and 44: DIN-cyklus I indlæsevinduet define
- Page 45 and 46: ICP-konturelementer Linieindlæsnin
- Page 47 and 48: Gevindfrigang DIN 76 Frigang DIN 50
- Page 49 and 50: Afspåningscykler Side G818 Konturs
- Page 51 and 52: Futterteil Zylinder/Rohr G20 G20 be
- Page 53 and 54: Lineærbevægelse G1 Værktøjet k
- Page 55 and 56: Omdrejningstal begrænsning hovedsp
- Page 57 and 58: Additiv korrektur G149 En G149 efte
- Page 59 and 60: Absolut nulpunktforskydning G59 G59
- Page 61 and 62: Cyklusende G80 G80 afslutter kontur
- Page 63 and 64: Konturskrubning på langs med indst
- Page 65 and 66: Konturparallel skrubning G836 G836
- Page 67 and 68: Kontursletcyklus G89 G89 sletter de
- Page 69 and 70: Konturstikning axial G861 Kontursti
- Page 71 and 72: Konturstiksletcyklus axial G863 Kon
- Page 73 and 74: Stikdrejecyklus axial G815 Stikdrej
- Page 75: Enkel gevindcyklus G32 G32 fremstil
- Page 79 and 80: Kegleformet API-gevind G352 G352 fr
- Page 81 and 82: Frigangskontur G25 G25 genererer et
- Page 83 and 84: Frigang DIN509 E med cylinderbearbe
- Page 85 and 86: Frigang form H G857 G857 fremstille
- Page 87 and 88: Borecyklus G71 G71 fremstiller axia
- Page 89 and 90: Gevindboring G36 G36 skærer axiale
- Page 91 and 92: Startpunkt kontur/ilgang endeflade
- Page 93 and 94: Cirkelbuer endeflade G102/G103 Geom
- Page 95 and 96: Kontur- og figurfræsecyklus endefl
- Page 97 and 98: Figurdefinition fuldkreds endeflade
- Page 99 and 100: Referencediameter G120 G120 fastlæ
- Page 101 and 102: Cirkelbuer cylinderflade G102/G103
- Page 103 and 104: Kontur- og figurfræsecyklus cylind
- Page 105 and 106: Figurdefinition firkant cylinderfla
- Page 107 and 108: Cirkulært mønster endeflade G745
- Page 109 and 110: Værktøjsstyring MANUALplus skelne
- Page 111 and 112: Neutrale Værktøjer Værktøjsorie
- Page 113 and 114: Gevindværktøjer Værktøjsparamet
- Page 115 and 116: Fræseværktøjer Værktøjsparamet
- Page 117 and 118: Fastlæg emne-nulpunkt 1. Fremstill
- Page 119: Oversigt over cykler Råemne Side R
Gevindcykler<br />
76<br />
Enkeltvejs gevind G33<br />
G33 fremstiller gevind i vilkårlig retning og sted (længde-, kegle- eller<br />
plangevind; indv.- eller udv.gevind).<br />
Gevindet begynder på værktøjspositionen og ender ved „X, Z“.<br />
Parametre<br />
X, Z: Slutpunkt gevind (X diametermål)<br />
F: Gevindstiging<br />
B: Indløbslængde – default : 0<br />
P: Overløbslængde – default : 0<br />
C: Startvinkel (når gevindstarten er defineret liggende på et ikke<br />
rotationssymetrisk konturelement) – default: 0<br />
Q: Nummeret på spindelen – default: 0 (hovedspindel)<br />
H: Henføringsretning for gevindstigning – default: 3<br />
H=0: Tilspænding på Z-akse (for längs- og keglegevind indtil<br />
maximalt +45°/–45° til Z-aksen<br />
H=1: Tilspænding på X-akse (for plan- og keglegevind indtil<br />
maximalt +45°/–45° til X-akse<br />
H=3: Banestilspænding<br />
E: Variabel stigning (forstørrer/formindsker stigningen pr. omdrejning<br />
med E) – default: 0<br />
„Cyklus-stop“ virker ved enden af et gevindsnit.<br />
Tilspænding- og spindeloverride er under cyklusudførelsen ikke<br />
virksom.


