MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain MANUALplus 4110 - heidenhain
ICP-konturparallelt på langs ICP-konturparallelt plan Ved ICP-cykler definerer De bearbejdningsparametrene indenfor cyklusbeskrivelsen og specificerer konturen der skal bearbejdes i en ICPmakro. Skrubning: Cyklus´en afspåner konturparallelt det med „Startpunkt X, Z“ og „ICP kontur N“ beskrevne område. Sletning: Cyklus´en sletter det i „ICP kontur N“ beskrevne konturafsnit. Pas på, kollisionsfare ! Er indstillings- og spidsvinklen for værktøjet ikke defineret, indstikker værktøjet ved faldende konturer med den programmerede indstiksvinkel. Er indstillings- og spidsvinklen for værktøjet defineret, indstikker værktøjet med den maximalt mulige vinkel. Restmaterialet bliver stående. Spåntagende cykler 17
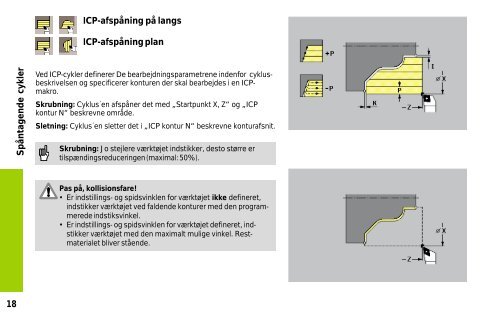
18 Spåntagende cykler ICP-afspåning på langs ICP-afspåning plan Ved ICP-cykler definerer De bearbejdningsparametrene indenfor cyklusbeskrivelsen og specificerer konturen der skal bearbejdes i en ICPmakro. Skrubning: Cyklus´en afspåner det med „Startpunkt X, Z“ og „ICP kontur N“ beskrevne område. Sletning: Cyklus´en sletter det i „ICP kontur N“ beskrevne konturafsnit. Skrubning: Jo stejlere værktøjet indstikker, desto større er tilspændingsreduceringen (maximal: 50%). Pas på, kollisionsfare! Er indstillings- og spidsvinklen for værktøjet ikke defineret, indstikker værktøjet ved faldende konturer med den programmerede indstiksvinkel. Er indstillings- og spidsvinklen for værktøjet defineret, indstikker værktøjet med den maximalt mulige vinkel. Restmaterialet bliver stående.
- Page 1 and 2: Lods MANUALplus 4110 NC-software 34
- Page 3 and 4: Lodsen ... er en kortfattet brugerv
- Page 5 and 6: Indretning Indlæse maskindata („
- Page 7 and 8: Værktøjsopmåling De fremskaffer
- Page 9 and 10: Indlæring (cyklusdrift) I indlæri
- Page 11 and 12: Cykler De fastlægger emne-nulpunkt
- Page 13 and 14: Positionering i ilgang Kørsel til
- Page 15 and 16: Affasning Cyklus fremstiller en til
- Page 17: 16 Spåntagende cykler Afspåning m
- Page 21 and 22: ICP-indstikning radialt ICP-indstik
- Page 23 and 24: ICP-stikdrejning radialt ICP-stikdr
- Page 25 and 26: Frigang U Cyklus´en fremstiller fr
- Page 27 and 28: Gevind (på langs) efterskæring Cy
- Page 29 and 30: Gevindfrigang DIN 76 Frigang DIN 50
- Page 31 and 32: Dybhulboring axial Dybhulboring rad
- Page 33 and 34: Gevindfræsning axial Cyklus´en fr
- Page 35 and 36: Figur axial Figur radial Afhængig
- Page 37 and 38: Endefladefræsning Afhængig af par
- Page 39 and 40: Lineært mønster axial „Lineært
- Page 41 and 42: Lineært mønster radial „Liniær
- Page 43 and 44: DIN-cyklus I indlæsevinduet define
- Page 45 and 46: ICP-konturelementer Linieindlæsnin
- Page 47 and 48: Gevindfrigang DIN 76 Frigang DIN 50
- Page 49 and 50: Afspåningscykler Side G818 Konturs
- Page 51 and 52: Futterteil Zylinder/Rohr G20 G20 be
- Page 53 and 54: Lineærbevægelse G1 Værktøjet k
- Page 55 and 56: Omdrejningstal begrænsning hovedsp
- Page 57 and 58: Additiv korrektur G149 En G149 efte
- Page 59 and 60: Absolut nulpunktforskydning G59 G59
- Page 61 and 62: Cyklusende G80 G80 afslutter kontur
- Page 63 and 64: Konturskrubning på langs med indst
- Page 65 and 66: Konturparallel skrubning G836 G836
- Page 67 and 68: Kontursletcyklus G89 G89 sletter de
18<br />
Spåntagende cykler<br />
ICP-afspåning på langs<br />
ICP-afspåning plan<br />
Ved ICP-cykler definerer De bearbejdningsparametrene indenfor cyklusbeskrivelsen<br />
og specificerer konturen der skal bearbejdes i en ICPmakro.<br />
Skrubning: Cyklus´en afspåner det med „Startpunkt X, Z“ og „ICP<br />
kontur N“ beskrevne område.<br />
Sletning: Cyklus´en sletter det i „ICP kontur N“ beskrevne konturafsnit.<br />
Skrubning: Jo stejlere værktøjet indstikker, desto større er<br />
tilspændingsreduceringen (maximal: 50%).<br />
Pas på, kollisionsfare!<br />
Er indstillings- og spidsvinklen for værktøjet ikke defineret,<br />
indstikker værktøjet ved faldende konturer med den programmerede<br />
indstiksvinkel.<br />
Er indstillings- og spidsvinklen for værktøjet defineret, indstikker<br />
værktøjet med den maximalt mulige vinkel. Restmaterialet<br />
bliver stående.


