MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain MANUALplus 4110 - heidenhain
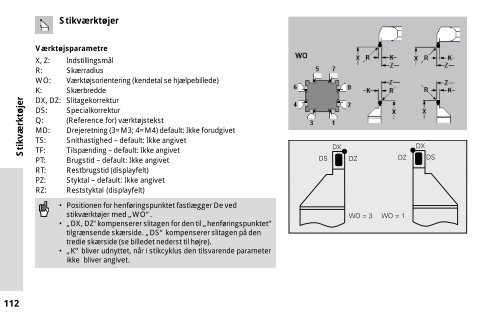
Stikværktøjer 112 Stikværktøjer Værktøjsparametre X, Z: Indstillingsmål R: Skærradius WO: Værktøjsorientering (kendetal se hjælpebillede) K: Skærbredde DX, DZ: Slitagekorrektur DS: Specialkorrektur Q: (Reference for) værktøjstekst MD: Drejeretning (3=M3; 4=M4) default: Ikke forudgivet TS: Snithastighed – default: Ikke angivet TF: Tilspænding – default: Ikke angivet PT: Brugstid – default: Ikke angivet RT: Restbrugstid (displayfelt) PZ: Styktal – default: Ikke angivet RZ: Reststyktal (displayfelt) Positionen for henføringspunktet fastlægger De ved stikværktøjer med „WO“. „DX, DZ" kompenserer slitagen for den til „henføringspunktet“ tilgrænsende skærside. „DS“ kompenserer slitagen på den tredie skærside (se billedet nederst til højre). „K“ bliver udnyttet, når i stikcyklus den tilsvarende parameter ikke bliver angivet. DS DX DZ DZ WO = 3 WO = 1 DX DS
Gevindværktøjer Værktøjsparametre X, Z: Indstillingsmål WO: Værktøjsorientering (kendetal se hjælpebillede) DX, DZ: Slitagekorrektur Q: (Reference for) værktøjstekst MD: Drejeretning (3=M3; 4=M4) – default: Ikke forudgivet TS: Omdrejningstal (snithastighed er ikke tilladt her) default: Ikke angivet PT: Brugstid – default: Ikke angivet RT: Restbrugstid (displayfelt) PZ: Styktal – default: Ikke angivet RZ: Reststyktal (displayfelt) Gevindværktøjer 113
- Page 61 and 62: Cyklusende G80 G80 afslutter kontur
- Page 63 and 64: Konturskrubning på langs med indst
- Page 65 and 66: Konturparallel skrubning G836 G836
- Page 67 and 68: Kontursletcyklus G89 G89 sletter de
- Page 69 and 70: Konturstikning axial G861 Kontursti
- Page 71 and 72: Konturstiksletcyklus axial G863 Kon
- Page 73 and 74: Stikdrejecyklus axial G815 Stikdrej
- Page 75 and 76: Enkel gevindcyklus G32 G32 fremstil
- Page 77 and 78: Metrisk ISO-gevind G35 G35 fremstil
- Page 79 and 80: Kegleformet API-gevind G352 G352 fr
- Page 81 and 82: Frigangskontur G25 G25 genererer et
- Page 83 and 84: Frigang DIN509 E med cylinderbearbe
- Page 85 and 86: Frigang form H G857 G857 fremstille
- Page 87 and 88: Borecyklus G71 G71 fremstiller axia
- Page 89 and 90: Gevindboring G36 G36 skærer axiale
- Page 91 and 92: Startpunkt kontur/ilgang endeflade
- Page 93 and 94: Cirkelbuer endeflade G102/G103 Geom
- Page 95 and 96: Kontur- og figurfræsecyklus endefl
- Page 97 and 98: Figurdefinition fuldkreds endeflade
- Page 99 and 100: Referencediameter G120 G120 fastlæ
- Page 101 and 102: Cirkelbuer cylinderflade G102/G103
- Page 103 and 104: Kontur- og figurfræsecyklus cylind
- Page 105 and 106: Figurdefinition firkant cylinderfla
- Page 107 and 108: Cirkulært mønster endeflade G745
- Page 109 and 110: Værktøjsstyring MANUALplus skelne
- Page 111: Neutrale Værktøjer Værktøjsorie
- Page 115 and 116: Fræseværktøjer Værktøjsparamet
- Page 117 and 118: Fastlæg emne-nulpunkt 1. Fremstill
- Page 119: Oversigt over cykler Råemne Side R
Stikværktøjer<br />
112<br />
Stikværktøjer<br />
Værktøjsparametre<br />
X, Z: Indstillingsmål<br />
R: Skærradius<br />
WO: Værktøjsorientering (kendetal se hjælpebillede)<br />
K: Skærbredde<br />
DX, DZ: Slitagekorrektur<br />
DS: Specialkorrektur<br />
Q: (Reference for) værktøjstekst<br />
MD: Drejeretning (3=M3; 4=M4) default: Ikke forudgivet<br />
TS: Snithastighed – default: Ikke angivet<br />
TF: Tilspænding – default: Ikke angivet<br />
PT: Brugstid – default: Ikke angivet<br />
RT: Restbrugstid (displayfelt)<br />
PZ: Styktal – default: Ikke angivet<br />
RZ: Reststyktal (displayfelt)<br />
Positionen for henføringspunktet fastlægger De ved<br />
stikværktøjer med „WO“.<br />
„DX, DZ" kompenserer slitagen for den til „henføringspunktet“<br />
tilgrænsende skærside. „DS“ kompenserer slitagen på den<br />
tredie skærside (se billedet nederst til højre).<br />
„K“ bliver udnyttet, når i stikcyklus den tilsvarende parameter<br />
ikke bliver angivet.<br />
DS<br />
DX<br />
DZ<br />
DZ<br />
WO = 3 WO = 1<br />
DX<br />
DS


