MANUALplus 4110 - heidenhain
MANUALplus 4110 - heidenhain MANUALplus 4110 - heidenhain
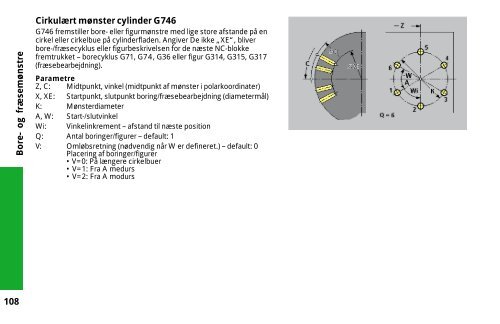
Bore- og fræsemønstre 108 Cirkulært mønster cylinder G746 G746 fremstiller bore- eller figurmønstre med lige store afstande på en cirkel eller cirkelbue på cylinderfladen. Angiver De ikke „XE“, bliver bore-/fræsecyklus eller figurbeskrivelsen for de næste NC-blokke fremtrukket – borecyklus G71, G74, G36 eller figur G314, G315, G317 (fræsebearbejdning). Parametre Z, C: Midtpunkt, vinkel (midtpunkt af mønster i polarkoordinater) X, XE: Startpunkt, slutpunkt boring/fræsebearbejdning (diametermål) K: Mønsterdiameter A, W: Start-/slutvinkel Wi: Vinkelinkrement – afstand til næste position Q: Antal boringer/figurer – default: 1 V: Omløbsretning (nødvendig når W er defineret.) – default: 0 Placering af boringer/figurer V=0: På længere cirkelbuer V=1: Fra A medurs V=2: Fra A modurs
Værktøjsstyring MANUALplus skelner mellem værktøjstyperne: Drejeværktøjer Stikværktøjer Gevindværktøjer Bor Gevindbor Fræsere Opdeling af værktøjer: Se listen til højre Anvisninger for værktøjsdata Henføringspunkt for fremskaffelse af „indstillingsmålene X, Z“ er afhængig af formen af værktøjet. Hjælpebillederne forklarer positionerne af henføringspunkter. Værktøjsorientering: Definerer positionen af skær, retningen af indstillingsvinkel, position af henføringspunkter etc. Drevet værktøj: Fastlægger, om hovedspindelen eller det drevne værktøj roterer ved en centrisk boring. Er drejeretningen defineret, bliver ved borecykler, M3/M4 genereret for hoved- hhv. hjælpespindel. Værktøjsparametre, hvis kendingsbogstaver bliver fremstillet gråt, kan valgfrit indlæses. Sådanne parametre bliver fremtrukket, når bestemte cyklusparametre ikke bliver indlæst, når indstikningsvinkel skal beregnes eller tilspændinger skal fremskaffes, etc. Ved drevne værktøjer gælder snitdataerne for hjælpespindelen. Drejeværktøjer Skrubbeværktøjer Sletteværktøjer Finsletteværktøjer Kopiværktøjer Paddehatværktøjer Stikværktøjer Indstiksværktøjer Frigangsværktøjer Afstikningsværktøjer Stikdrejeværktøjer Gevindværktøjer Alle arter gevindværktøjer undtagen gevindbor Bor Centrerer Forbor Spiralbor Vendeplattebor Undersænker Rivaler Gevindbor Alle arter gevindbor Fræseværktøjer Bornotfræser Skaftfræser Gevindfræser Værktøjsstyring 109
- Page 57 and 58: Additiv korrektur G149 En G149 efte
- Page 59 and 60: Absolut nulpunktforskydning G59 G59
- Page 61 and 62: Cyklusende G80 G80 afslutter kontur
- Page 63 and 64: Konturskrubning på langs med indst
- Page 65 and 66: Konturparallel skrubning G836 G836
- Page 67 and 68: Kontursletcyklus G89 G89 sletter de
- Page 69 and 70: Konturstikning axial G861 Kontursti
- Page 71 and 72: Konturstiksletcyklus axial G863 Kon
- Page 73 and 74: Stikdrejecyklus axial G815 Stikdrej
- Page 75 and 76: Enkel gevindcyklus G32 G32 fremstil
- Page 77 and 78: Metrisk ISO-gevind G35 G35 fremstil
- Page 79 and 80: Kegleformet API-gevind G352 G352 fr
- Page 81 and 82: Frigangskontur G25 G25 genererer et
- Page 83 and 84: Frigang DIN509 E med cylinderbearbe
- Page 85 and 86: Frigang form H G857 G857 fremstille
- Page 87 and 88: Borecyklus G71 G71 fremstiller axia
- Page 89 and 90: Gevindboring G36 G36 skærer axiale
- Page 91 and 92: Startpunkt kontur/ilgang endeflade
- Page 93 and 94: Cirkelbuer endeflade G102/G103 Geom
- Page 95 and 96: Kontur- og figurfræsecyklus endefl
- Page 97 and 98: Figurdefinition fuldkreds endeflade
- Page 99 and 100: Referencediameter G120 G120 fastlæ
- Page 101 and 102: Cirkelbuer cylinderflade G102/G103
- Page 103 and 104: Kontur- og figurfræsecyklus cylind
- Page 105 and 106: Figurdefinition firkant cylinderfla
- Page 107: Cirkulært mønster endeflade G745
- Page 111 and 112: Neutrale Værktøjer Værktøjsorie
- Page 113 and 114: Gevindværktøjer Værktøjsparamet
- Page 115 and 116: Fræseværktøjer Værktøjsparamet
- Page 117 and 118: Fastlæg emne-nulpunkt 1. Fremstill
- Page 119: Oversigt over cykler Råemne Side R
Bore- og fræsemønstre<br />
108<br />
Cirkulært mønster cylinder G746<br />
G746 fremstiller bore- eller figurmønstre med lige store afstande på en<br />
cirkel eller cirkelbue på cylinderfladen. Angiver De ikke „XE“, bliver<br />
bore-/fræsecyklus eller figurbeskrivelsen for de næste NC-blokke<br />
fremtrukket – borecyklus G71, G74, G36 eller figur G314, G315, G317<br />
(fræsebearbejdning).<br />
Parametre<br />
Z, C: Midtpunkt, vinkel (midtpunkt af mønster i polarkoordinater)<br />
X, XE: Startpunkt, slutpunkt boring/fræsebearbejdning (diametermål)<br />
K: Mønsterdiameter<br />
A, W: Start-/slutvinkel<br />
Wi: Vinkelinkrement – afstand til næste position<br />
Q: Antal boringer/figurer – default: 1<br />
V: Omløbsretning (nødvendig når W er defineret.) – default: 0<br />
Placering af boringer/figurer<br />
V=0: På længere cirkelbuer<br />
V=1: Fra A medurs<br />
V=2: Fra A modurs


