

Tastsystem-cykler iTNC 530 - heidenhain - DR. JOHANNES ...
Tastsystem-cykler iTNC 530 - heidenhain - DR. JOHANNES ...
Tastsystem-cykler iTNC 530 - heidenhain - DR. JOHANNES ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
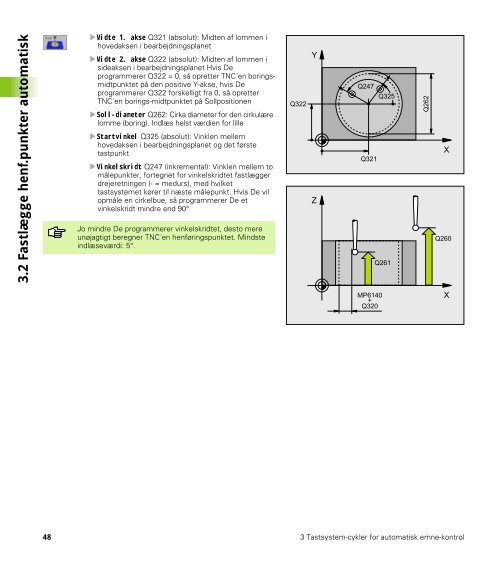
3.2 Fastlægge henf.punkter automatisk<br />
Midte 1. akse Q321 (absolut): Midten af lommen i<br />
hovedaksen i bearbejdningsplanet<br />
Midte 2. akse Q322 (absolut): Midten af lommen i<br />
sideaksen i bearbejdningsplanet Hvis De<br />
programmerer Q322 = 0, så opretter TNC´en boringsmidtpunktet<br />
på den positive Y-akse, hvis De<br />
programmerer Q322 forskelligt fra 0, så opretter<br />
TNC´en borings-midtpunktet på Sollpositionen<br />
Soll-diameter Q262: Cirka diameter for den cirkulære<br />
lomme (boring). Indlæs helst værdien for lille<br />
Startvinkel Q325 (absolut): Vinklen mellem<br />
hovedaksen i bearbejdningsplanet og det første<br />
tastpunkt<br />
Vinkelskridt Q247 (inkremental): Vinklen mellem to<br />
målepunkter, fortegnet for vinkelskridtet fastlægger<br />
drejeretningen (- = medurs), med hvilket<br />
tastsystemet kører til næste målepunkt. Hvis De vil<br />
opmåle en cirkelbue, så programmerer De et<br />
vinkelskridt mindre end 90°<br />
Jo mindre De programmerer vinkelskridtet, desto mere<br />
unøjagtigt beregner TNC´en henføringspunktet. Mindste<br />
indlæseværdi: 5°.<br />
48 3 <strong>Tastsystem</strong>-<strong>cykler</strong> for automatisk emne-kontrol<br />
Q322<br />
Y<br />
Z<br />
Q247<br />
Q321<br />
MP6140<br />
+<br />
Q320<br />
Q325<br />
Q261<br />
Q262<br />
X<br />
Q260<br />
X














