esab-nyt
esab-nyt
esab-nyt

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Nr 3 2011<br />
<strong>esab</strong>-<strong>nyt</strong><br />
S V E J S E T E K N I S K T I D S S K R I F T Å R G A N G 5 1<br />
Unik håndværkstradition hos<br />
Byarums Bruk<br />
Ponsse Oyj svejser med<br />
OK AristoRod 12.50<br />
Ny automatisk svejsehjelm<br />
Aristo ® Tech 5-13
2 ESAB NYT NR3/2011<br />
På forkant<br />
Hvorfor dog ændre på det, der fungerer<br />
godt som det er? Forandringsarbejde<br />
er noget af det sværeste der<br />
findes, og at skabe en forandringskultur<br />
er det som lederskab går ud på.<br />
Det handler om at være på forkant ved<br />
at se fremad og møde nye kundekrav<br />
med offensiv produktudvikling. Men<br />
det handler også om at være lydhør<br />
og hurtig på stikkerne, så man kan<br />
tilpasse sig uforudsete hændelser i omverdenen.<br />
Her i foråret oplevede vi en meget stærk tilvækst inden for svensk<br />
industri, nu går vi ind i en roligere fase. Hvor meget roligere afhænger<br />
af ydre faktorer vi ikke kan påvirke, og derfor er det så vigtigt at<br />
være forberedt på hurtige forandringer.<br />
Koordineringen af de europæiske regionallagre til to centrallagre i<br />
Tjekkiet og Belgien foregår nu for fuld kraft. Formålet er at øge tilgængeligheden<br />
af vores produkter, men dette er en kompleks forandring,<br />
og vi gør naturligvis alt for at den skal foregå så smidigt og<br />
uforstyrret som muligt.<br />
I dette nummer af ESAB-Nyt kan du blandt andet læse om aluminiumsvejsning<br />
i to helt forskellige typer af virksomheder, om skovmaskiner<br />
og ikke mindst om svejseøkonomi. Gå ikke glip af dette! Gå<br />
heller ikke glip af side 15. Her kan du læse om vores nye svejse- og<br />
slibehjelm med friskluft. Det er noget alle svejsere som tænker på<br />
deres helbred burde have.<br />
Nu går sommeren ubønhørligt mod efterår. Aftenerne bliver mørkere,<br />
og naturen går i hvileposition men byder samtidig på glødende<br />
farver i skov og på mark. Læg mærke til dem og nyd dem!<br />
God fornøjelse med læsningen!<br />
thomas Ulsøe<br />
<strong>esab</strong> Danmark as<br />
<strong>esab</strong>-<strong>nyt</strong> eR et sVeJseteKnIsK<br />
tIDssKRIFt DeR UDGIVes aF <strong>esab</strong><br />
sVeRIGe FIRe GanGe OM ÅRet.<br />
ansvarlig udgiver: Eugenia Vranjancu<br />
Redaktionsudvalg: Sten Wallin, Eugenia<br />
Vranjancu, Arne Axelsson, Eva-Lena<br />
Bergquist, Juha Lukkari, Tuula Virta, Lars<br />
Frank, Magnus Andersson, Tomas<br />
Andersson, Ylva Åshede, Kjell Tuvemark<br />
ESAB Sverige AB<br />
Box 8004. 402 77 Göteborg<br />
Tel: 031-50 90 00<br />
Fax: 031-50 92 22<br />
www.<strong>esab</strong>.se<br />
Produktion og annoncebestilling:<br />
Tuvemark & Co Reklambyrå AB<br />
Järntorget 4, 413 04 Göteborg<br />
Tel: 031-85 54 80<br />
www.tuvemark.se<br />
Eftertryk er tilladt efter aftale.<br />
Fotograf forside:<br />
Ben Nilsson/photobigben.com<br />
Artist/s: Caroline Nordsell, Katrina<br />
Engman, Anneli Karlsson, Leif Karlsson,<br />
Daniel Johansson, Anders-William Pokka,<br />
Per-Anders Pokka, Matti Vittikko, Hans<br />
Abrahamsson, Lars Thorneus, Mats Persson<br />
& Harpo<br />
Suite: Free Falling<br />
sIDe 4<br />
sIDe 15<br />
Indhold:<br />
sIDe 8<br />
sIDe 16<br />
UnIKt anlæG hOs OUtOKUMPU<br />
PsC nORDIC ab<br />
Resultatet af et tæt samarbejde med ESAB side 3<br />
POnsse OyJ sVeJseR MeD<br />
OK aRIstOROD 12.50<br />
Læs om den succesrige finske virksomhed side 4<br />
beDste alUMInIUMstRÅD IFØlGe<br />
sVeJseRne<br />
Djupviks Værft bygger både til seje træk side 8<br />
aRIstO ® teCh 5-13<br />
Ny automatisk afblændingssvejsehjelm side 10<br />
Ce-GODKenDt sVeJse- OG slIbehJelM side 15<br />
et hUnDReDe PROCent hÅnDaRbeJDe<br />
Hos Byarums Bruk forenes klassisk form<br />
med de seneste trends side 16<br />
sVeJsnInG aF nIKKelleGeRInGeR side 16<br />
llP-50h, stORsælGenDe<br />
nye, beVæGelIGe sVeJsePlaneR side 19<br />
sVeJseØKOnOMI nØGlen<br />
tIl beDRe lØnsOMheD side 20
Coreweld 46 LS<br />
Metalfyldt rørtråd for højhastigheds svejsning i tynde plader/materialer.<br />
nyheD<br />
C<br />
oreweld 46 LS er en ny generation<br />
af metalfyldt rørtråd, baseret<br />
på ESABs revolutionerende<br />
rørtråd overfladeteknologi. Trådener udviklet<br />
til svejsning af tynde plader/materialer,<br />
med en tykkelse på mindst 1,0<br />
mm. Den giver fabrikanter en betydelig<br />
hurtigere og højere kvalitet af svejsning,<br />
sammenlignet med massiv tråd til MAGsvejsning.<br />
Ingen eller meget få siliciumsøer<br />
på svejsningens overflade, og minimal<br />
svejsesprøjt resultere i reduceret<br />
rengøring af svejsningen før overfladebehandling/maling.<br />
Coreweld 46 LS er<br />
et unikt produkt, der markant sænker<br />
svejseomkostninger for mekaniseret og<br />
robot styret fabrikation.<br />
De mange fordele i forhold til massiv<br />
tråd er forbundet med et meget bredt<br />
spraybue område, der starter så lavt som<br />
tVæRsnIt KantsØM 2,0MM PlaDe<br />
med Ar / 8% CO 2 beskyttelsesgas.<br />
tVæRsnIt KantsØM 2,0MM PlaDe<br />
med Ar/18% CO 2 beskyttelsesgas.<br />
160 amp. Med massiv tråd starter spraybue<br />
ved omkring 200 amp. for diameter<br />
1,0 mm og 230 amp. for diameter 1,2<br />
mm. Disse funktioner er gældende for<br />
standard beskyttelsesgas M21 (Ar/15-<br />
25% CO 2 ), optimale resultater opnås med<br />
92%Ar/8%CO 2 blandinger.<br />
hURtIGeRe sVeJsnInG<br />
Hovedparten af tyndplade svejsning udføres<br />
i dag med massiv tråd i kortbue<br />
området, eller i mellembue området,<br />
med moderat svejsehastighed. Spraybue<br />
svejsning og høj svejsehastighed<br />
med massiv tråd, resultere i ringe<br />
svejsekvalitet. Med Coreweld 46 LS er<br />
svejsehastigheder på 150-200 cm/min.<br />
absolut muligt,<br />
MInIMalt sPRØJt<br />
Coreweld 46LS svejser i spraybue området<br />
helt nede fra ca. 160 amp. Den<br />
svejser med meget lavt sprøjt niveau,<br />
sammenlignet med massiv tråd, som<br />
må svejse i kortbue- eller overgangsområdet<br />
mellem kort- og spraybuesvejsning.<br />
En yderligere fordel er, at Coreweld 46<br />
PRODUKt Data CORewelD 46 ls<br />
Klassifikation, svejsemetal<br />
elektrodklass svejsemetal<br />
EN ISO 17632-A T 46 4 M M 2 H5 SFA/AWS A5.18: E70C-6M H4<br />
MeKanIsKe eGensKabeR,<br />
typiske, M20, DC+<br />
Rp0.2<br />
(MPa)<br />
Rm<br />
(MPa)<br />
ESAB NYT NR3/2011 3<br />
LS ikke kræver brug af dyre svejsemaskiner<br />
med puls-teknologi. Et andet vigtigt<br />
element er det store parametre område,<br />
som Coreweld 46 LS opererer i.<br />
Coreweld 46 LS svejser i spraybue området<br />
med trådhastighed fra 7 - 14 m/<br />
min. Betydningen er at optimerede parametre<br />
kan sættes på kort tid, og værdifuld<br />
produktion tid ikke er tabt. Den fremragende<br />
gentænding, kendetegner Coreweld<br />
46 LS, og det medfører et meget lavt<br />
sprøjt niveau, ikke mindst ved svejsning<br />
af komponenter med mange korte svejsninger.<br />
En stabil lysbue er etableret næsten<br />
øjeblikkeligt efter at lysbuen er indledt.<br />
InDtRænGnInGsPROFIl<br />
OG tOleRanCe OVeR<br />
FOR DÅRlIG tIlPasnInG<br />
Ideel tilpasning kan ikke altid opnås i<br />
en produktion, men den bredere lysbue<br />
fra Coreweld 46 LS gør den ideel til at<br />
bygge over større spalter end konventionelle<br />
massive tråde med de samme<br />
parametre.<br />
KantsØM 2,0MM PlaDe, med<br />
beskyttelsesgas Ar / 8% CO 2 . Længde 20 cm.<br />
a4-a5<br />
(%)<br />
Charpy V<br />
(J vid °C)<br />
475 550 30 90/-40
4 ESAB NYT NR3/2011<br />
nyheD
Ponsse Oyj svejser med<br />
OK AristoRod 12.50<br />
sÅDan bleV POnsse sKabt<br />
I 1950’erne begyndte Einari Vidgren<br />
fra Vieremä, der arbejdede med skovrydning<br />
i det østlige Finland, at tænke<br />
på, hvordan arbejdet i skoven kunne<br />
blive mere effektivt. På grundlag af<br />
sine erfaringer og tanker byggede han<br />
i 1970 sin første Ponsse skovmaskine<br />
i sit eget lille værksted. Der er mange<br />
historier om, hvorledes skovmaskinen<br />
fik sit navn. Sandheden er, at den<br />
blev navngivet efter en omstrejfende<br />
grå herreløs hund af blandingsrace,<br />
der var grim som arvesynden og hed<br />
Ponsse. Samme år grundlagde Einari<br />
en virksomhed i nærheden som også<br />
fik navnet Ponsse.<br />
MaRKeDsFØRenDe<br />
Ponsse Oyj er en virksomhed der har<br />
specialiseret sig i skovmaskineteknologi<br />
samt konstruktion, fremstilling, salg<br />
og vedligeholdelse af skovmaskiner.<br />
Det er også et børsnoteret selskab, hvis<br />
aktier er noteret på NASDAQ OMXs<br />
nordiske liste. Familien Vidgren ejer<br />
60 % af aktierne i selskabet. Ponssekoncernen<br />
består af moderselskabet<br />
Ponsse Oyj og dettes 11 datterselskaber<br />
rundt om i verden. De vigtigste<br />
markeder er Finland, Sverige, Rusland,<br />
Nordamerika, Frankrig og Tyskland.<br />
Ponsses produktsortiment består af et<br />
bredt udvalg af høstmaskiner, høstkraner,<br />
løfte- og lastemaskiner. På denne<br />
måde blev Einaris lille værksted udviklet<br />
til et verdensomspændende firma.<br />
Ponsse satser stærkt på produktudvikling.<br />
Der er næsten et hundrede<br />
fagfolk der beskæftiger sig med koncept-,<br />
teknologi- og produktudvikling inden<br />
for skovdrift og skovmaskiner i et særskilt<br />
udviklingscenter i Vieremä i samarbejde<br />
med virksomhedens øvrige<br />
afdelinger. Udviklingscentrets personale<br />
udgør så mange som næsten ti<br />
procent af det totale antal ansatte i<br />
Vieremä.<br />
Næsten al fremstilling foregår i Vieremä.<br />
Undtagelsen er styresystemer,<br />
der fremstilles i Seinäjoki. Fabriksarealet<br />
er på cirka 20.000 m 2 .<br />
Virksomheden blev hårdt ramt af den<br />
globale lavkonjunktur. I 2009 blev omsætningen<br />
halveret i sammenligning<br />
med det foregående år, og dette nødvendiggjorde<br />
omfattende afskedigelser.<br />
I begyndelsen af 2010 begyndte salget<br />
ESAB NYT NR3/2011 5<br />
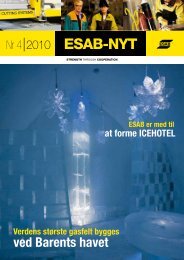
Når besøgende kører ind på Ponsse Oyjs fabriksanlæg i Vieremä i det østlige Finland er der nok mange<br />
der stiller sig selv to spørgsmål: Hvordan i alverden kan det være, at der midt i ”ødemarken” ligger en<br />
stor mekanisk værkstedsvirksomhed der har næsten 400 ansatte? Og hvad kan navnet Ponsse mon<br />
betyde? Svarene på begge spørgsmål fik vi straks.<br />
hæFtesVeJsnInG<br />
af rammer til robotsvejsning.<br />
af skovmaskiner at stabilisere sig, og<br />
siden da er tempoet steget yderligere.<br />
Omsætningen var på cirka 145 millioner<br />
euro. I år håber Ponsse at nå op på<br />
samme niveau som i 2008, hvor man<br />
fremstillede hele 800 maskiner, dvs.<br />
høstmaskiner og løftemaskiner. Tiden<br />
før lavkonjunkturen havde for Ponsses<br />
vedkommende været præget af kraftig<br />
vækst. Fra 2001 til 2008 blev omsætningen<br />
fordoblet, og udvidelser af fabrikken<br />
førte til en firedobling af kapaciteten.<br />
Inden for sit eget produktområde har<br />
Ponsse spillet en vigtig rolle i den internationale<br />
konkurrence. I de nordiske<br />
lande er virksomheden, alt efter land,<br />
bedst eller næstbedst. I Rusland er
6 ESAB NYT NR3/2011<br />
Ponsse den absolut markedsførende.<br />
Næsten 70 % af produktionen går til<br />
eksport via virksomhedens verdensomspændende<br />
salgsnet.<br />
Til forskel fra mange andre maskinproducenter<br />
har Ponsse beholdt fremstillingen<br />
af alle de vigtigste komponenter<br />
som rammer, bomme, førerhuse og<br />
forparter til høstmaskiner i Vieremä. Men<br />
det hænder da også, at man køber<br />
monteringsklare standardiserede komponenter<br />
fra underleverandører.<br />
Einari, der afgik ved døden i oktober<br />
2010 og hans sønner, der nu leder<br />
virksomheden, har aldrig været interesserede<br />
i produktion i lavtlønslande.<br />
Deres motto kan siges at være: ”Det er<br />
og forbliver Vieremä”.<br />
sVeJsnInG OG atteR sVeJsnInG<br />
En skovmaskine er et produkt der<br />
kræver meget svejsning. Til svejsningen<br />
anvendes manuel og robotiseret<br />
MAG-svejsning med massivtråd. Antallet<br />
af svejsere og robotoperatører<br />
udgør op mod cirka 65. Alle svejsere<br />
certificeres i henhold til EN 287-1 i<br />
stumpsvejsning.<br />
– Enkle kantsømme anses dog for at<br />
være vanskelige at udføre i praksis,<br />
saMMensætnInGssVeJsnInG<br />
af rammer til robotsvejsning.<br />
hvilket betyder at vi også begynder at<br />
certificere vores svejsere i kantsvejsning,<br />
fortæller IWS/IWI-C Jarmo Kortelainen.<br />
Virksomheden har syv svejserobotter,<br />
hvoraf den ene er en såkaldt tandemrobot<br />
med en pistol, to tråde, to lysbuer<br />
og to strømkilder. I dag svejses mere<br />
end 60 % af alt anvendt tilsatsmateriale<br />
med robotter. Målet er at fortsætte øgningen<br />
af robotsvejsning, og dette forudsætter<br />
et tæt samarbejde med produktplanlægningsafdelingen.<br />
OK aRIstOROD 12.50<br />
Forbruget af tilsatsmateriale, dvs. massivtråd,<br />
vil i år nå op på cirka 80 tons.<br />
Tråden, der anvendes, er udelukkende<br />
ESABs OK AristoRod 12.50, Ø 1,2<br />
mm ved robotsvejsning og Ø 1,0 mm<br />
ved manuel svejsning. Beskyttelsesgassen<br />
er 85%Ar-15%CO 2 -blandingsgas<br />
der blandes på fabrikken.<br />
– Den uforkobrede AristoRod-tråd<br />
fungerer godt, og der er ingen problemer<br />
med kobber der løsner sig. Kobberflager<br />
ville samle sig i ledninger og mundstykker<br />
og ville forstyrre trådfødningen. Vi<br />
får heller ikke problemer med kobberbelægning<br />
der løsner sig på grund af for<br />
hårdt spændte trådføderhjul, hvilket nemt<br />
sker, når man svejser med forkobret tråd,<br />
fortæller Jarmo Kortelainen.<br />
Robotterne henter naturligvis tråd fra<br />
MarathonPac, men manuelle svejsere<br />
anvender også i stigende grad tråd på<br />
tromler.<br />
– En effektiv svejser, der bruger en<br />
spole tråd pr. dag, sparer på denne måde<br />
mange hentninger og løft af 18 kg tunge<br />
spoler i løbet af en uge. Al svejsning<br />
udføres så vidt muligt i bevægelige svejseplaner,<br />
hvor arbejdsstykket kan vrides<br />
i det ønskede plan.<br />
De fleste stål, der anvendes, er højstyrkestål<br />
som sejhærdede (QT, quenched<br />
and tempered) og termomekanisk valsede<br />
(M eller TM, thermomechanical)<br />
stål. Varemærkerne, der glimter her, er<br />
Weldox 700, Dillimax 700 og N-A-XTRA<br />
700 samt Optim 700 MC, Optim 650<br />
MC og Domex 640. Til visse objekter<br />
anvendes også slidplade som Hardox<br />
400, Raex 400 og Dillidur 400V. Ved at<br />
anvende slidplade kan man fremstille<br />
lettere konstruktioner med bedre ydeevne.<br />
På den anden side indebærer<br />
dette udfordringer i både svejsning og<br />
øvrig fremstilling.<br />
Alle højstyrkestål og slidplader svejses<br />
med svejsetråd der har lavere materialestyrke<br />
end materialet der svejses, i
dette tilfælde OK AristoRod 12.50. I<br />
konstruktionsfasen bestræber man sig<br />
på at placere svejsningerne således at<br />
belastningen ikke bliver for høj, så man<br />
kan anvende tilsatsmateriale med lavere<br />
materialestyrke end det svejsede<br />
materiale.<br />
Svejseprocedurekontroller udføres i<br />
stor udstrækning på trods af, at dette<br />
ikke er påkrævet i standarder eller myndighedsforskrifter.<br />
Alt <strong>nyt</strong> stål der indføres<br />
i produktionen er også genstand for<br />
kontrol. I procedurekontrollerne er opmærksomheden<br />
i særlig grad rettet mod<br />
samlingernes slagsejhed, både i svejsegodset<br />
og i det svejsepåvirkede grundmateriale<br />
(HAZ). Slagsejheden testes<br />
ved en temperatur på -40 °C (Charpy<br />
test). Nogle CTOD-test er også blevet<br />
udført. CTOD er en stor brudsejhedstest<br />
i fuld skala.<br />
FaKta OM RObOtsVeJsnInG:<br />
• 1-tråd: a-mål 3–6 mm, varmetilførsel<br />
0,5–1,8 kJ/mm og indsvejsningshastighed<br />
6–10 kg/h<br />
• tandem: a-mål 5-7 mm, varmetilførsel<br />
0,6–1,8 kJ/mm og indsvejsningshastighed<br />
13-19 kg/h<br />
Da de stål der svejses er højstyrkestål,<br />
er det vigtigt at man følger stålproducenternes<br />
anvisninger og de anbefalinger<br />
der findes i anden litteratur. Opvarmning<br />
er ikke nødvendig, da højstyrkestål<br />
er tyndere end 20 mm og svejseproceduren/tilsatsmaterialet<br />
der anvendes er<br />
”H5” med meget lavt væskeindhold<br />
(svejsegodsets væskeindhold HD er<br />
lavere end 5 ml/100 g).<br />
Skæring af plader udføres ikke på<br />
fabrikken. Alle pladeemner der indkøbes<br />
er allerede udskårne, falsede, affasede<br />
og dermed klar til anvendelse.<br />
Da skovmaskiner udsættes for dyna-<br />
eFteRbehanDlInG af svejsninger forbedrer<br />
produkternes holdbarhed.<br />
RObOtsVeJsnInG<br />
misk (slidende) belastning, er svejsningernes<br />
form og vinklen mellem svejsefugens<br />
kant og grundmaterialet vigtige<br />
for holdbarheden. Svejsningers udmatningsbestandighed<br />
forstærkes i kritiske<br />
objekter med TIG-smeltning og vinkelslibemaskine<br />
(lamelslibeskive) for at<br />
forbedre svejsningens form og for at<br />
fjerne små defekter i svejsningens grænselinje,<br />
som ellers kan være formodede<br />
initieringspunkter for en træthedsrevne.<br />
Træthedsstyrken er så vigtig, at virksomheden<br />
er ved at anskaffe så stort et afprøvningsanlæg,<br />
at det er muligt at udsætte<br />
hele maskiner for belastning.<br />
Hos Ponsse retter man større og<br />
større opmærksomhed mod leverandørernes<br />
kvalitetsstyringssystem for svejsning.<br />
– Lige nu er jeg i gang med at udarbejde<br />
anvisninger for kvalitetsstyring,<br />
der har til formål at styrke kvaliteten i<br />
JaRMO KORtelaInen og den første<br />
Ponsse-maskine fra 1971.<br />
tanDeMRObOt<br />
ESAB NYT NR3/2011 7<br />
svejsning og forbedre svejsepersonalets<br />
viden om krav og begrænsninger ved<br />
svejsning af højstyrkestål, fortæller Kortelainen.<br />
Vigtige parametre ved svejsning<br />
er strækenergi, varmetilførsel og svejsningens<br />
afkølingstid t8/5 (afkølingstid i<br />
temperaturintervallet 800–500 °C). Disse<br />
parametre styrer svejseforbindelsens<br />
mekaniske egenskaber. Tilsatsmateriale<br />
og beskyttelsesgasser er også under<br />
luppen, således at anvisningerne for<br />
disse kan blive ensartede i hele virksomheden.<br />
Vigtige spørgsmål som disse<br />
anvisninger også tager op, er svejsningers<br />
start- og slutpunkter, som altid danner<br />
diskontinuiteter i en konstruktion, og<br />
disse kan danne grobund for at der<br />
opstår skader samt efterbehandling af<br />
svejsninger.<br />
Anvisningerne vil desuden slå fast, at<br />
man ved alle svejsninger overalt i virksomheden<br />
skal anvende svejsedatablade<br />
(WPS), og dette er garanti for en<br />
højere og mere ensartet kvalitet i svejsearbejdet.<br />
Til slut sammenfatter Jarmo Kortelainen<br />
Ponsses bemærkelsesværdigt<br />
stærke sider:<br />
– Vi har en stærk konstruktions- og<br />
produktudviklingsafdeling, der samarbejder<br />
tæt med produktionssiden. Vi er<br />
i stand til at reagere hurtigt på bl.a.<br />
maskinentreprenørers og skovvirksomheders<br />
ønsker og krav. Vi er konstant<br />
parat til at gennemføre hurtige forandringer<br />
i vores produkter. Den daglige<br />
kontakt hjælper os med at forbedre<br />
vores produkters evne til at blive fremstillet<br />
og svejset med robot.<br />
Foto: Ponsse Oyj
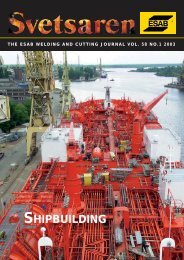
KROG OG OVeRbyGnInGS bygges af<br />
saltvandsbestandigt aluminium.
Bedste aluminiumstråd<br />
i henhold til svejserne<br />
n<br />
æsten alle (omkring 90 procent)<br />
er bygget i aluminium – et materiale<br />
som Djupviks Varv har<br />
været specialister i gennem mere end<br />
halvtreds år. Det er let og stærkt, men<br />
fordrer at alle involverede – fra designere<br />
til bådebyggere – kan deres kram.<br />
Ikke mindst svejsningen er et kapitel for<br />
sig. Alle der har prøvet at svejse i aluminium<br />
ved, hvor hårfin grænsen kan<br />
være mellem en ødelagt plade og en<br />
stærk fuge.<br />
OK aUtOROD 5183 FUnGeReR beDst<br />
– Det kræver mange års erfaring at<br />
kunne kontrollere det smeltede materiale<br />
perfekt og få en tæt, holdbar fuge,<br />
siger Per Johansson, produktionschef<br />
for skrogproduktion. Da aluminium oxiderer<br />
hurtigt, er det vigtigt at renslibe<br />
både før og under svejsningen for at<br />
undgå svækkede samlinger. Som en<br />
ekstra sikkerhedsforanstaltning røntgenfotograferer<br />
man også skrøbelige<br />
svejsefuger.<br />
Djupvik har testet mange forskellige<br />
slags svejsetråd gennem årene, men hver<br />
gang er man vendt tilbage til ESAB OK<br />
Autrod 5183.<br />
– Svejserne siger, at den simpelthen<br />
er bedst, siger Per Johansson. Trådene<br />
er rene og leveres vacuumpakket. ESABs<br />
svejseudstyr (Aristo ® Mig 5000i) giver i<br />
kombination med fødningssystem (Aristo ®<br />
Feed 3004 med U6 panel) og sammen<br />
med svejsetråden en stabil trådfødning<br />
og mindsker driftsforstyrrelser.<br />
byGGes OPPeFRa OG neD<br />
Skrogene bygges oppefra og ned med<br />
dækket først og kølen længst oppe. Spanterne<br />
er længdegående i stedet for tværgående<br />
som på en traditionel båd. Efter<br />
ESAB NYT NR3/2011 9<br />
Swede Ship Marine/Djupviks Varv bygger lette, hurtige både til havredning, kystbevogtning, marinservice,<br />
passagertrafik og lignende anvendelsesområder rundt om i verden. Det drejer sig om både til seje træk,<br />
og de skal kunne udføre deres opgaver trygt og sikkert i al slags vejr.<br />
PeR JOhanssOn, PRODUKtIOnsCheF<br />
Skrog ved Djupviks Varv (t.v.) og Dan Krantz, ESAB.<br />
sVeJseRne PÅ DJUPVIKs VaRV mener at OK Autrod 5183 og ESAB Aristo ®<br />
Mig 5000i er den bedste kombination til aluminium.<br />
cirka seks måneder er skroget i saltvandsbestandigt<br />
aluminium færdigt. Så vendes<br />
båden på ret køl og flyttes ind i næste hal<br />
til yderligere seks måneders arbejde med<br />
overbygning, maskineri og indretning.<br />
FRa sKROG tIl tRæInDRetnInG<br />
Djupviks Varv udfører alt fra design og<br />
konstruktion til nøglefærdig båd. Væftet<br />
har eget snedkeri til indretningsarbejdet<br />
samt motor- og elektronikværksted. Den<br />
mest almindelige bådstørrelse er 15-30<br />
meter og den maksimale længde 40-50<br />
meter. Ikke alt er nybygget, en stor del af<br />
virksomheden består af ombygning, modernisering<br />
og reparation af eksisterende<br />
både.<br />
Djupviks Varv ligger på Tjörn lige nord<br />
for Göteborg på den svenske vestkyst.<br />
Sammen med Swede Ship Composite i<br />
Hunnebostrand og Swede Ship Yachtservice<br />
i Göteborg indgår Djupviks Varv<br />
i Swede Ship Marine AB.<br />
ESAB på Djupviks Varv<br />
OK Autrod 5183: er udviklet for at give<br />
et svejsegods der har den størst mulige<br />
trækfasthed i svejset tilstand og tilsvarende<br />
Al-legeringer med højt magnesiumindhold.<br />
Aristo ® Mig 5000i: Flermetodestrømkilder til<br />
MIG/MAG, PulsMIG, SuperPulse , MMA og<br />
kulbuemejsling.
nyheD<br />
Aristo ® Tech 5-13<br />
Ny automatisk svejsehjelm<br />
e<br />
SABs populære svejsehjelm<br />
Eye-Tech 5-13 erstattes nu<br />
med Aristo ® Tech 5-13. Det<br />
nye hjelmdesign kommer fra Eye-Tech,<br />
der har været en værdsat hjelm blandt<br />
svejsere over hele verden. Det højkvalitative<br />
beskyttelsesglas der bruges i<br />
Eye-Tech er bibeholdt, men her slutter<br />
lighederne. Udviklingen inden for<br />
optik og elektronik har været hurtig,<br />
hvilket betyder at efterfølgeren har<br />
forbedret optisk kvalitet på trods af at<br />
prisen næsten er halveret.<br />
Aristo ® Tech 5-13-hjelmen er udviklet<br />
til den professionelle svejser, der anvender<br />
hjelm hele arbejdsdagen igennem.<br />
Hjelmen er beregnet til MIG/MAG-,<br />
MMA, og TIG-svejsning samt slibning.<br />
Vælg mellem en klassisk sort hjelm og<br />
en sej ESAB-gul eller hvid hjelm.<br />
Mørkhedsgraden indstilles nemt mellem<br />
DIN 5 og 13. Reguleringen er placeret<br />
på ydersiden for lettere adgang.<br />
På hjelmens inderside er den indstillede<br />
mørkhedsgrad vist i displayet.<br />
Svejseren kan også trinløst justere føl-<br />
somhed og forsinkelse. Aristo ® Tech<br />
5-13 er CE-godkendt i henhold til EN<br />
379 og EN 175, hvilket indebærer at<br />
både hjelmskal og kassette er CEgodkendte.<br />
Hjelmen kan også udstyres<br />
med forstørrelsesglas for at korrigere<br />
synsskarpheden, hvis svejseren ikke<br />
ønsker at anvende sine briller.<br />
Hovedbåndet er udformet med en<br />
stor drejeknap, hvilket gør det nemt for<br />
aRIstO ® teCh 5-13 sort<br />
0700 000 353<br />
aRIstO ® teCh 5-13 gul<br />
0700 000 354<br />
svejseren at indstille den bedste pasform.<br />
Hjelmen er velbalanceret, let og den<br />
vejer kun 490 gram. Glem dyre og besværlige<br />
batteriskift. Hjelmen har en<br />
indbygget energisparefunktion, der<br />
minimerer energiforbruget, når den ikke<br />
er i brug.<br />
aRIstO ® teCh 5-13 hvid<br />
0700 000 355
InteRnatIOnale nyheDeR<br />
12 ESAB NYT NR3/2011<br />
ESAB har fået en ordre på<br />
svejseudstyr til Abu Dhabi<br />
ESAB, der er en af verdens førende<br />
leverandører af svejse- og<br />
skæreudstyr, har fået en ordre på<br />
2,56 millioner dollars fra en af de<br />
største entreprenører i de Forenede<br />
Arabiske Emirater om levering af<br />
næsten 1400 svejsemaskiner til to<br />
projekter i Abu Dhabi. Leverancerne<br />
er planlagt til at blive afviklet før maj<br />
2012.<br />
Svejsemaskinerne vil blive anvendt i to<br />
forskellige projekter. Begge projekter<br />
er en del af udviklingen af Shah Sour<br />
- gasfeltet, der er nødvendigt for at<br />
sætte Abu Dhabi i stand til at leve op<br />
til energiefterspørgslen i Emiraterne,<br />
der stiger i takt med at regeringen opfører<br />
gasfyrede kraftværker, afsaltningsanlæg<br />
samt udbygger de petrokemiske<br />
industrivirksomheder.<br />
Entreprenøren ønsker at bygge svovlgranuleringsanlæg<br />
for Abu Dhabi National<br />
Oil Co. og ønsker at anvende<br />
specialist på:<br />
Mobil Värmebehandlingsutrustning<br />
ElectroHeat AB erbjuder, Mobil värmebehandlingsutrustning<br />
för avspänningsglödgning och förhöjd<br />
arbetstemperatur vid svetsning, till uthyrning samt<br />
försäljning. Utrustningen finns i olika utföranden<br />
och anpassas efter ert behov.<br />
Industriugnar<br />
Industriugnar tillverkas i ElectroHeats egna verkstad.<br />
Styrsystem och ugnskonstruktion är kundanpassade.<br />
www.electroheat.se<br />
Tel: 031-764 36 30<br />
email: info@electroheat.se<br />
ESAB LHF 400 og 316 Origo Tig 3001i-<br />
maskiner til dette projekt. Habshan<br />
Svovlterminal 2 er det andet projekt,<br />
der håndterer og distribuerer granuleret<br />
svovl. Til opførelsen af dette projekt vil<br />
entreprenøren anvende ESAB LHF 400<br />
og 125 Origo Tig 3001i - maskiner.<br />
Det er anden gang i løbet af 2 år, at<br />
ESAB vinder så stor en ordre i Mellemøsten,<br />
da man netop har færdiggjort<br />
en kontrakt på et lignende beløb i Qatar<br />
i 2010.<br />
Adm. dir. Johan Fransson sagde<br />
således, da han gav meddelelsen om<br />
en af de største ordrer i ESABs historie<br />
i det mellemøstlige område: ”Vi er meget<br />
glade for, at vi er blevet valgt som<br />
den foretrukne partner og leverandør til<br />
disse store projekter, og fordi vi har<br />
vundet en kontrakt, der er så prestigefyldt.”<br />
Ifølge Brendan Colgan, der netop er<br />
blevet udpeget til administrerende direktør<br />
i ESAB Holdings, viser dette også,<br />
at ESAB har en unik evne til at levere<br />
og servicere store ordrer på udstyr til<br />
krævende kunder i energisektoren. Han<br />
udtaler: ”Med sine mere end 100 års<br />
erfaring og repræsentation i mere end<br />
80 lande og over 8.000 ansatte på<br />
verdensplan, er ESAB det mest anerkendte<br />
varemærke i hele verden inden<br />
for svejsning og skæring, og vi er stolte<br />
over, at vi er en del af disse skelsættende<br />
projekter”.
Maskinafskærmning<br />
Häfla fabrikken, som er en del af Weland<br />
koncernen, producerer hvad vi mener er<br />
markedes mest komplette og fleksible<br />
maskinafskærmning.<br />
Maskinafskærmningen kan drejes i justerbare<br />
vinkler omkring dets søjler, og udgør<br />
et komplet standardprogram inkl. låger,<br />
greb, søjlefødder og forskellige maskevidder<br />
alt afhængig af afstanden til maskinen.<br />
Alt iht. til de krav, der findes om at<br />
beskytte mennesker og maskiner.<br />
Rugvænget 32 • 2630 Taastrup • Telefon 43 99 75 55 • Telefax 43 99 85 83<br />
E-mail:weland@weland.dk • www.weland.dk
InteRnatIOnale nyheDeR<br />
14 ESAB NYT NR3/2011<br />
ESAB afholder globalt<br />
web-seminar<br />
Svejsere inden for transportsektoren<br />
står over for flere og flere udfordringer<br />
inden for deres arbejdsfelt. På den ene<br />
side skæres der ned på budgetterne,<br />
og på den anden side er der øgede krav<br />
om hastighed, produktivitet og effektivitet<br />
inden for svejsning. ESAB har i<br />
årevis arbejdet sammen med sine kunder<br />
inden for denne branche og har<br />
udviklet løsninger, der kan hjælpe dem<br />
med at klare de udfordringer, de står<br />
over for.<br />
Den 28. juli afholdt ESAB sit første<br />
globale web-seminar, hvor man diskuterede<br />
de problemer som transportsektoren<br />
står over for og undersøgte de<br />
løsninger, som branchen stiller til rådighed<br />
for svejserne, så de kan øge deres<br />
fleksibilitet, produktivitet og svejsehastighed.<br />
Charter International plc (”Charter”)<br />
annoncerer, at ESAB, der udgør Char-<br />
Florin Oros, der er Global<br />
Segment Manager hos ESAB<br />
inden for køretøjsbranchen, var<br />
vært for web-seminaret. Seminaret,<br />
der blev afviklet over<br />
internettet, blev fulgt af fagfolk<br />
inden for svejsebranchen fra hele verden,<br />
og de fik her mulighed for at udbygge<br />
deres viden om den teknologiske udvikling<br />
inden for branchen. Deltagerne<br />
havde også mulighed for at stille spørgsmål<br />
til ESAB og få svar på de specifikke<br />
problemer og tvivlsspørgsmål, de<br />
stod over for.<br />
Dette gratis web-seminar var det<br />
første i en planlagt mini-række af seminarer<br />
som ESAB afholder, og de vil have<br />
fokus på forskellige sektorer og problemer<br />
inden for svejsebranchen. Seminarerne<br />
vil give oplysninger og viden til<br />
ters afdeling for svejsning, skæring og<br />
automation, har opkøbt en aktiebeholdning<br />
på 60 procent i Condor Equipamentos<br />
Industriais Ltda (”Condor”), der<br />
Alt til kap –og skærpning af rør<br />
AXXAIR udvikler og producerer<br />
markedets bredeste sortiment<br />
af orbitale rørkapmaskiner<br />
Opgradér din kapmaskine<br />
til en skærpemaskine med<br />
modul GA10<br />
Modul GA10<br />
WWW.JERGO.DK WWW.JERGO.SE<br />
TEL +45 22 93 64 63<br />
FAX +46(0)42-362118<br />
fagfolk inden for svejsebranchen<br />
og vil give både forbrugere og løsningsudbydere<br />
inden for svejsning og<br />
skæring mulighed for at udveksle viden<br />
og erfaringer med hinanden. Web-seminarerne,<br />
der afholdes live, vil kunne<br />
ses på ESABs hjemmeside, således at<br />
brugerne kan følge webseminarerne<br />
kontinuerligt.<br />
Se web-seminaret om transportsektoren<br />
eller send en e-mail: <strong>esab</strong>.webinars@<strong>esab</strong>.net<br />
ESAB opkøber producent af<br />
gassvejseudstyr<br />
er en af Brasiliens førende producenter<br />
af gasværktøj med hjemsted i byen<br />
Contagem i staten Minas Gerais.<br />
TEL +46(0)42-362110<br />
FAX +46(0)42-362118
CE-godkendt<br />
svejse- og slibehjelm<br />
K<br />
ombinerede svejse- og slibehjelme<br />
er meget populære takket<br />
være deres alsidighed. De<br />
anbefales til både elektrodesvejsning<br />
(MMA), MIG/MAG-svejsning, gasskæring,<br />
plasmaskæring og slibning.<br />
Til forskel fra andre hjelme på mar-<br />
leVeRes MeD <strong>esab</strong> Pro<br />
hovedbånd, hvilket gør hjelmen<br />
meget bekvem og velbalanceret.<br />
eKstRa RObUst visir, CE-godkendt<br />
i henhold til EN 166 klasse B,<br />
hvilket er påkrævet til slibning.<br />
slIbeGlasset MeD UV<br />
besKyttelse leVeRes<br />
med mørkhedsgrad DIN 2 som<br />
standard. Klare eller mørkere<br />
(DIN 3 og 5) findes som tilvalg.<br />
GlObe-aRC sVeJse- OG slIbehJelM Kan<br />
OGsÅ UDstyRes MeD FRIsKlUFt ORIGO aIR.<br />
0700 000 935 Globe-Arc DIN 10 forberedt friskluft<br />
0700 000 936 Globe-Arc DIN 11 forberedt friskluft<br />
0700 002 100 Origo Air IQ kit inkl. luftslange<br />
kedet er Globe-Arc svejse- og slibehjelm<br />
officielt CE-godkendt i henhold til både<br />
EN 175 og EN 166, klasse B. Klasse B<br />
indebærer, at den indvendige UV-beskyttelse<br />
er godkendt til højhastighedspartikler,<br />
der opstår ved slibning. Det<br />
store slibevisir med UV-beskyttelse<br />
ESAB NYT NR3/2011 15<br />
TEmA: ESAB<br />
UDDANNELSE<br />
giver et næsten ubegrænset synsfelt.<br />
Globe-Arc hjelmen kan også kombineres<br />
med Origo Air friskluftssystem, der<br />
er smidigt og via det indbyggede P3filter<br />
leverer renset luft af højeste kvalitet.<br />
VIsIRhOlDeRen haR en<br />
praktisk lige kant som gør,<br />
at hjelmen ligger stabilt på<br />
arbejdsbænken uden risiko for<br />
at visiret bliver ridset.<br />
VIsIRhOlDeRen lUKKeR<br />
tæt mod UV-beskyttelsen, og<br />
dette forhindrer, at svejsesprøjt<br />
falder ned foran UV-beskyttelsen.<br />
GlObe-aRC sVeJse- OG slIbehJelM<br />
leVeRes KOMPlet:<br />
0700 000 947 Globe-Arc DIN 10 (2+9)<br />
0700 000 943 Globe-Arc DIN 11 (2+10)<br />
Ce-GODKenDt Globe-Arc er CE-godkendt i henhold<br />
til EN 175 til både svejsning, skæring og slibning.<br />
MMA-svejsning MIG/MAG-svejsning Slibning<br />
Gasskæring<br />
VIsIRet sKal være nedfældet<br />
ved svejsning. Visiret<br />
leveres med mørkhedsgrad DIN<br />
8 eller 10, men findes også i<br />
DIN 5 som tilvalg.
16 ESAB NYT NR3/2011<br />
Et hundrede<br />
procent håndarbejde<br />
Den ældste bænk er designet i 1780 og den nyeste i 2011. Hos Byarums<br />
Bruk forenes klassisk form med de seneste trends inden for indretning<br />
af byrum, parker og haver. Alt støbes i råsand af genindvundet aluminium,<br />
som kræver stor håndværksmæssig kunnen og gør hver detalje unik.<br />
D<br />
Da vi fik mulighed for at overtage<br />
Byarums Bruk var det en<br />
gammel drøm der gik i opfyldelse,<br />
siger adm.dir. Joel Enhörning.<br />
Her blev ægte håndværkstradition<br />
og klassiske produkter forenet med<br />
spændende, nutidig formgivning.<br />
Byarums Bruk startede i 1947. Hovedsageligt<br />
med produktion som underleverandør,<br />
men virksomheden havde<br />
også sit eget sortiment af udsmykning<br />
med støbte regionale våbenskjolde som<br />
storsælgere. Herefter genoptog man<br />
fremstillingen af klassiske udemøbler<br />
som Lessebo-bænken fra 1780 og den<br />
engelske Ormbunk-bænk fra 1800-tallet.<br />
I samarbejde med formgivere som Björn<br />
DeKORen PÅ PlanteRInGsKRUKan Hexagon<br />
kommer från trästickor och är gjord direkt i<br />
gjutformen av formgivaren Signe Persson-Melin.<br />
Alge, Signe Persson-Melin og Mårten<br />
Cyrén udarbejdede de en række helt nye<br />
støbte udemøbler, papirkurve, askebægre<br />
og blomsterkummer. I 2010 overtog<br />
Joel Enhörning virksomheden sammen<br />
med Kenneth Ståhl.<br />
alt GenanVenDes<br />
Allerede fra starten har Byarums Bruk<br />
anvendt genindvundet aluminium.<br />
– Vi modtager det i beholdere som vi<br />
nedsmelter sammen med aluminiumsrester<br />
fra vores egen produktion, fortæller<br />
produktionschef Andreas Lindberg-<br />
Pruth.<br />
Alt genanvendes altså, og det samme<br />
gælder støbesandet. Det kommer fra<br />
Vättern og blandes med sod, ler og vand<br />
til den rette konsistens. Sandet opbevares<br />
efter støbningen, det der havner på<br />
gulvet føres tilbage via gitterristen, og<br />
eventuelle aluminiumskorn udvaskes til<br />
genindvinding.<br />
– Næsten intet går til spilde, og vi<br />
anvender stadig sand, som brødrene<br />
Zander indkøbte for mere end 60 år siden,<br />
siger Andreas.<br />
sOM snUs<br />
Råsandstøbning har tusindårige aner,<br />
og en stor del er stadig rent håndarbejde,<br />
selv om støberne har maskinel<br />
hjælp til de tunge emner. Inden sandet<br />
pakkes i støbeformen fugter støberne<br />
det til den rette konsistens – for tørt<br />
sand sprækker, og for blødt sand holder<br />
ikke formen.
MaGnUs sVenssOn svetsar<br />
samman planteringskärlet Gråsippa.
alUMInIUMMöbleR blIR bara vackrare ju<br />
längre de står ute och utsätts för väder och vind.<br />
JOel enhöRnInG, VD<br />
– Når den er som snus, er sandet<br />
perfekt, siger Andreas.<br />
tRaDItIOnellt hantVeRK, klassiska former och ny design<br />
utmärker utemöblerna och de andra produkterna från Byarums Bruk.<br />
At fylde støbeformen med smeltet<br />
aluminium kræver erfaring og sans for<br />
at undgå porer og andre defekter. Efter<br />
10-20 minutter, afhængigt af produkternes<br />
størrelse, er temperaturen faldet<br />
til et par hundrede grader og formene<br />
slås op. Sandet rystes ud, og støbeskæg<br />
slibes væk før delene svejses sammen<br />
til et færdigt produkt.<br />
sVeJseMasKInen eR en tRO<br />
tJeneR<br />
– Godset er temmelig tykt, som regel<br />
mellem fem og ti millimeter, fortæller<br />
svejseren Magnus Svensson.<br />
Magnus anvender Autrod 4047 i en<br />
ESAB Power Mig strømkilde.<br />
– Det er en god svejsetråd som er let<br />
at arbejde med. Jag har også prøvet<br />
andre, men denne her fungerer bedst,<br />
siger han. Svejsemaskinen købte vi i<br />
1999, og den er stadig lige god.<br />
FORtsætteR I saMMe ÅnD<br />
– Vores planer er at tage over, hvor de<br />
forrige ejere sluttede og fortsætte i deres<br />
ånd. Det vil sige bygge videre på<br />
den unikke håndværkstradition og udvikle<br />
samarbejdet med svenske formgivere,<br />
slutter Joel.<br />
Fakta om Byarums Bruk<br />
Ligger i Byarum, nogle mil syd for<br />
Jönköping.<br />
Grundlagt i 1947 og ejes siden 2010 af Joel<br />
Enhörning og Kenneth Ståhl.<br />
12 ansatte fremstiller udemøbler,<br />
blomsterkummer, urner og andre produkter<br />
til byrum, parker og haver.<br />
Eksempler på formgivere: Björn Alge,<br />
Mårten Cyrén og Sigrid Persson-Melin.<br />
Svejser OK Autrod 4047, der anvendes til<br />
aluminiumslegeringer med minimal risiko for<br />
krympning og varmesprækker.
Nyt bevægeligt drejeborde<br />
LLP-50H<br />
ESABs nye generation af små bevægelige drejeborde er blevet storsælgere. Den mindste model<br />
LLP-50 er en af de populære modeller til håndtering af mindre emner. LLP-50H anvendes til at<br />
mindske den daglige håndtering af emner og understøtte operatørens arbejde, den øger<br />
produktiviteten og medfører en mere jævn svejsekvalitet.<br />
Flerfunktionsanvendelse ved<br />
svejsning, skæring og andre applikationer,<br />
hvor man har brug for at<br />
justere emner.<br />
Den lave vægt gør at<br />
LLP-50H er let at håndtere<br />
på værkstedet.<br />
1-faset tilslutningsspænding<br />
gør den klar til at blive anvendt<br />
på stedet.<br />
Model llP-50h<br />
Lastekapacitet 50 Kg<br />
Rotationshastighed 0 to 4.5 Rpm<br />
Rotationsmotor 60 W<br />
Tilting grader 90 Grader<br />
Tilt Manuel<br />
Tilslutningsspænding 220V-1P-50Hz<br />
Manøvreringsspænding 24 VAC<br />
Bordskivens diameter 450 mm<br />
Max svejsestrøm tilbagestrømssikring 200 Amp<br />
IP Klassifikation IP IP 55<br />
Vægt 63.6 kg<br />
Dimensioner LxHxB 530/486/500 mm<br />
Kabellængde kontrolboks 3<br />
Centralt hul gør det enkelt at justere<br />
arbejdsstykket og få tyngdepunktet tæt<br />
på bordpladen.<br />
ESAB NYT NR3/2011 19<br />
trinløs justering af hastigheden.<br />
Trinløs manuel 90 graders tiltning af<br />
emnet.<br />
Fodpedal med start/<br />
stop-funktion.
Svejseøkonomi er nøglen<br />
til bedre lønsomhed<br />
Der er mange penge at tjene for både producent og slutbruger, hvis man tænker på svejseøkonomi<br />
allerede i konstruktionsstadiet. Svejseomkostningerne giver et godt billede af omkostningsstrukturen, samt<br />
hvor der findes potentiale til at sænke produktionsomkostningerne.<br />
MeRe lØnsOM sVeJsnInG<br />
Ved at regne på svejseomkostningerne<br />
er det muligt at:<br />
• udbyde og sælge svejsede produkter<br />
på en lønsom måde<br />
• sammenligne omkostninger for alternative<br />
produktionsmetoder med hinanden<br />
• i konstruktionsfasen at vurdere forskellige<br />
konstruktionsalternativers indvirkning<br />
på produktionsomkostningerne<br />
• i økonomisk henseende at sammenligne<br />
alternative svejsemetoder med<br />
hinanden<br />
• tydeligøre omkostningsstrukturen for<br />
et produkt og identificere relevante<br />
omkostninger som man først skal<br />
koncentrere sig om<br />
Der er mange faktorer, som påvirker<br />
svejseomkostningerne. For MIG/MAG-<br />
svejsning er disse opstillet i figur 1.<br />
Samme princip gælder for andre svejsemetoder,<br />
også selv om nogle detaljer<br />
varierer i henhold til metodens forudsætninger.<br />
Omkostningerne kan om<br />
nødvendigt også beregnes pr. kilo svejsegods<br />
(sek/kg), pr. meter (sek/m) eller<br />
for produkterne i deres helhed (sek/kg).<br />
DelOMKOstnInGeR<br />
De totale svejseomkostninger består af:<br />
• arbejdsomkostninger: svejsere:<br />
• omkostninger til tilsats- og hjælpemateriale:<br />
- tilsatsmateriale<br />
- beskyttelsesgas<br />
- svejsepulver<br />
• maskinomkostninger: kapital og<br />
vedligeholdelse<br />
• energiomkostninger: svejsemaskinernes<br />
el-forbrug<br />
Svejseomkostningerne omfatter som<br />
regel ikke omkostningner til andre materialer<br />
og arbejdsprocesser ved fremstilling<br />
af svejsede produkter. Der findes<br />
mange sådanne omkostninger: råmaterialer,<br />
skæring og stykning af plader,<br />
fugeforberedelse, for-opvarmning, varmebehandling<br />
efter svejsning, kontroller,<br />
reparationer og diverse andre arbejder.<br />
Disse indgår naturligvis i<br />
totalomkostningerne for det færdige<br />
produkt.<br />
Ved manuel svejsning, f.eks. MMAsvejsning<br />
og almindelig MIG/MAG-svejsning,<br />
udgør arbejdsomkostninger langt<br />
den største del af omkostningerne. Det<br />
er lidt svært at beskrive svejseomkostninger<br />
på en udtømmende måde, da de<br />
i høj grad er specifikke for det materiale<br />
der anvendes, den pågældende virksomhed<br />
og det aktuelle svejseobjekt. Priserne<br />
på tilsatsmaterialet varierer i stor
udstrækning, afhængigt af hvilket materiale<br />
og virksomhed det drejer sig om.<br />
Selv omkostninger pr. arbejdstime varierer<br />
fra virksomhed til virksomhed.<br />
Men der er også forskel fra den ene<br />
virksomhed til den anden på, hvordan<br />
man definerer omkostningerne for en<br />
arbejdstime: ren timeløn, timeløn + arbejdsgiverafgift<br />
eller timeløn + arbejdsgiverafgift<br />
+ generelle omkostninger. Hvad<br />
disse løber op i varierer også fra den ene<br />
virksomhed til den anden.<br />
De to faktorer, der påvirker omkostningerne,<br />
er indsvejsningstallet (= produceret<br />
mængde svejsegods/tidsenhed)<br />
og buetidsfaktor (= buetidens andel af<br />
den totale arbejdstid i procent).<br />
Indsvejsningstallet anvendes ofte som<br />
et mål for produktivitet, når man bl.a.<br />
bedømmer forskellige svejsemetoders<br />
produktivitet. Indsvejsningstallet angives<br />
ofte pr. buetidstime hvor buetidsfaktoren<br />
er 100 %. Hvis indsvejsningstallet er 5<br />
kg/h og buetidsfaktoren 40 %, bliver det<br />
reelle indsvejsningstal 2,0 kg/h. Indsvejsningstallet<br />
for alle svejsemetoder afhænger<br />
i første omgang af svejsestrømmen.<br />
Indsvejsningstallet angives med forskellige<br />
slags kurver og tabeller i bl.a. tilsatsmaterialekataloger<br />
og branchelitteratur.<br />
Indsvejsningstallet er dog ikke et almengyldigt<br />
mål for produktivitet, da den<br />
er meget lav i mange svejsemetoder, f.<br />
”Algoritme” for svejseomkostninger i MIG/MAG-svejsning.<br />
Tilsatsmateriale<br />
Fugeområde<br />
Svejsestrøm<br />
Buespænding<br />
Mundstykkeafstand<br />
Buetidsforhold<br />
Nyttetal<br />
Svejsegodsmængde<br />
Indsvejsningstal<br />
eks. ved TIG- og plasmasvejsning, når<br />
man anvender tilsatsmateriale, og det er<br />
ikke-eksisterende, hvis man ikke anvender<br />
tilsatsmateriale, f.eks. ved TIG- og<br />
plasmasvejsning, lasersvejsning samt<br />
FSW-svejsning. Gennemløbstiden for et<br />
produkt kunne f.eks. være et mere almengyldigt<br />
mål for produktivitet.<br />
Buetidsfaktoren er en ofte anvendt<br />
term i svejseøkonomi. Som begreb er<br />
det imidlertid en smule problematisk. En<br />
høj buetidsfaktor forbindes ofte med høj<br />
produktivitet. Det er ikke nødvendigvis<br />
tilfældet. Hvis man forkorter buetiden<br />
ved at svejse hurtigere, samtidig med at<br />
de øvrige tider forbliver de samme eller<br />
bare reduceres en smule, vil buetidsfaktoren<br />
reduceres på trods af, at det totale<br />
tidsforbrug reduceres, dvs. svejsningens<br />
produktivitet øges. Der er praktiske<br />
eksempler, hvor en betydeligt hurtigere<br />
MAG-svejsning med massivtråd har en<br />
lavere buetidsfaktor end elektrodesvejsning.<br />
MAG-svejsning med massivtråd er<br />
dog mere effektiv, dvs. hurtigere, da det<br />
totale tidsforbrug bliver betydeligt kortere,<br />
takket være den betydeligt kortere<br />
buetid.<br />
eKseMPleR PÅ bUetIDsFaKtOR:<br />
Svejseobjekt: 6,4 m lang bærebjælke<br />
der skal svejses:<br />
Mængde<br />
tilsatsmateriale<br />
Hitsiainemäärä Buetid<br />
Svejsetid<br />
ESAB NYT NR3/2011 21<br />
• elektrodesvejsning:<br />
- buetid 8 min<br />
- øvrige tider: sammenlagt 8 min<br />
- buebitider: 3 min<br />
- øvrige bitider: 5 min<br />
- totaltid: 16 min<br />
- buetidsfaktor: 8/16 = 50 %<br />
• MAG-svejsning med massivtråd<br />
- buetid 2,5 min<br />
- øvrige tider: sammenlagt 3,5 min<br />
- buebitider: 0,5 min<br />
- øvrige bitider: 3 min<br />
- totaltid: 6 min<br />
- buetidsfaktor: 2,5/6 = 42 %<br />
I MIG/MAG-svejsningens begyndelse<br />
blev denne svejsemetode markedsført<br />
med argumentet, at dette i kraft af det<br />
ikke længere eksisterende behov for<br />
afslagning medførte en højere buetidsfaktor.<br />
Bl.a. af ovennævnte grunde er<br />
dette ikke korrekt. Buetidsfaktoren varierer<br />
betydeligt mellem 10 og 80 %,<br />
afhængigt af bl.a. svejsemetode, produktionsforhold<br />
og mekaniseringsgrad.<br />
Den typiske buetidsfaktor ved manuel<br />
svejsning, f.eks. MMA-svejsning og normal<br />
MIG/MAG-svejsning, er måske<br />
20–30 %. Foruden buetid (= mængden<br />
af svejsegods i kg/m/indsvejsningstal i<br />
kg/h) er der grund til også at inddrage<br />
andre former for tidsforbrug, der sæd-<br />
Tllsatsmaterialeomkostninger<br />
Energiomkostninger<br />
Beskyttelsesgas<br />
-omkostninger<br />
Arbejdsomkostninger<br />
Maskinomkostninger<br />
Totalomkostninger<br />
Indkøbspris<br />
tilsatsmateriale<br />
Indkøbspris<br />
energi<br />
Indkøbspris<br />
beskyttelsesgas<br />
Pris<br />
arbejdstime<br />
Timepris<br />
maskine
22 ESAB NYT NR3/2011<br />
vanligvis til sammen er betydeligt større<br />
end buetiden alene, hvilket fremgår af<br />
værdierne for buetidsfaktoren i henhold<br />
til ovenstående. Det er vigtigt, at man<br />
ud over buetiden også forsøger at forkorte<br />
øvrige tider, dvs. effektiviserer hele<br />
produktionskæden. Ved MAG-svejsning<br />
af ulegeret stål udgør arbejdsomkostningerne<br />
70–90 % af totalomkostningerne.<br />
Øvrige omkostninger består af<br />
omkostninger til tilsatsmateriale, beskyttelsesgas,<br />
udstyr og energi. I eksemplet<br />
nedenfor angives ved hjælp af kendte<br />
beregningsmodeller (f.eks. ESABs PCsoftware<br />
Weld Cost) fremregnede omkostninger<br />
for kantsvejsning (sek/m).<br />
InPUtData tIl beReGnInGen<br />
• svejsning: kantsvejsning i stående<br />
horizontalleje (PB) 5 mm<br />
• svejsemetode: MAG-svejsning med<br />
massivtråd (Ø 1,2 mm)<br />
• svejsegodsmængde: 0,20 kg/m<br />
(strøget svejsning)<br />
• trådfødning: 9,5 m/min<br />
• svejsestrøm: 300 A<br />
• buespænding 29 V<br />
• indsvejsningstal 5,0 kg/time<br />
• svejsehastighed 38 cm/min<br />
buetidsfaktor: 30 %<br />
• arbejdsomkostning pr. time 30 €/<br />
tim (inklusive forskellige tillæg)<br />
• indkøbspris for tilsatsmateriale 1,5<br />
€/kg<br />
• <strong>nyt</strong>tetal: 95 % beskyttelsesgas:<br />
75%Ar/25%CO 2 blandingsgas<br />
• gassens flow-hastighed: 20 l/min<br />
• indkøbspris for gassen 2 €/m 3<br />
• energipris: 0,07 €/kWh<br />
• antal arbejdstimer: 1600 tim/år<br />
• indkøbspris for svejsemaskine:<br />
5000 €<br />
• afbetaling på svejsemaskine: 2 år<br />
og 15 %<br />
• vedligeholdelse af svejsemaskine:<br />
200 €/år<br />
• elektriske data for svejsemaskine<br />
85 % (ud<strong>nyt</strong>telsesgrad) og 100 W<br />
(tomgangseffekt)<br />
OMKOstnInGsFORDelInG<br />
KantsVeJsnInG<br />
• arbejde: 4,00 €/m (= ca 86 %)<br />
tilsatsmateriale: 0,32 €/m (= ca 7 %)<br />
beskyttelsesgas: 0,10 €/m (= ca 2 %)<br />
• svejsemaskine: 0,19 €/m (= ca 4 %)<br />
energi: 0,03 €/m (= ca 1 %)<br />
• sammenlagt: 4,64 €/m<br />
Omkostningerne til tilsatsmateriale og<br />
disses procentuelle andel af omkostningerne<br />
bliver større ved MAG-svejsning<br />
med rørelektrode end ved MAG-svejsning<br />
med massivtråd, da rørelektroder<br />
er stort set tre gange så dyre som massivtråd,<br />
samtidig med at <strong>nyt</strong>tetallet (=<br />
produceret svejsegodsmængde / forbrug<br />
af tilsatsmateriale) er noget lavere for<br />
fluxfyldt rørelektrode (ca 0,85) end for<br />
Energi: 1 %<br />
Cirkeldiagram over omkostninger for MAG-kantsvejsning, hvor arbejdsomkostningerne<br />
udgør langt størstedelen af omkostningerne.<br />
Beskyttelsesgas: 2 %<br />
Maskine: 4 %<br />
Tilsatsmateriale: 7 %<br />
Arbejde: 86 %<br />
massivtråd (ca 0,95).<br />
Omkostningerne til tilsatsmateriale<br />
ved MMA-svejsning bliver også større<br />
på grund af den højere indkøbspris for<br />
belagte elektroder og disses betydeligt<br />
lavere <strong>nyt</strong>tetal (ca 0,60).<br />
Ved MAG-svejsning af rustfrit stål er<br />
tilsats- og hjælpematerialernes andel<br />
af omkostningerne betydeligt større, da<br />
rustfri svejsetråd og beskyttelsesgas er<br />
flere gange dyrere. Det samme gælder<br />
for MIG-svejsning af aluminium.<br />
Ved mekaniseret og automatiseret<br />
svejsning, f.eks. robotsvejsning, er maskinomkostningernes<br />
andel af omkostningerne<br />
naturligvis betydelige og udgør<br />
ofte den største del af omkostningerne<br />
på grund af investeringerne i udstyr.<br />
Det er altså vigtigt at have præcise<br />
omkostningsberegninger. På den anden<br />
side bliver omkostningsberegninger ikke<br />
mere præcise end præcisionen af de<br />
data, der er lagt ind. Fejlagtige omkostningsberegninger<br />
kan medføre, at virksomheden<br />
giver for billige eller for dyre<br />
tilbud.
e<br />
SAB, der er en af verdens førende<br />
producenter af svejseog<br />
skæreudstyr samt svejseprodukter,<br />
har afsluttet opkøbet af<br />
Sychevsky, en russisk elektrodeproducent.<br />
Denne virksomhed producerer<br />
svejseelektroder til elektrisk lysbuesvejsning,<br />
inklusive elektroder til<br />
den nukleare branche og til svejsning<br />
af legeringer med termisk stål, og fa-<br />
NYHED<br />
AUTORISERET<br />
SERVICE<br />
DanRob A/S er autoriseret ESAB servicepartner.<br />
• Automation<br />
• Skæring<br />
• Svejsning<br />
• Servicekontrakt<br />
ESAB opkøber russisk<br />
elektrodeproducent<br />
brikken er certificeret i henhold til ISO<br />
9001:2000.<br />
<strong>esab</strong> haR aRbeJDet I RUslanD<br />
i mere end et tiår og har et salgsselskab<br />
med hjemsted i Moskva og en fabrik i<br />
Skt. Petersborg (SVEL, opkøbt i 2000),<br />
der producerer elektroder og agglomereret<br />
flux. Med opkøbet af Sychevskyfabrikken,<br />
der ligger 280 km vest for<br />
Moskva og har 300 ansatte, er ESAB<br />
blevet den største vesteuropæiske leverandør<br />
af svejseprodukter i Rusland.<br />
I 2011 OG FReMOVeR VIl <strong>esab</strong><br />
investere i en udvidelse af kapaciteten<br />
i de russiske fabrikker, både med henblik<br />
på det nuværende produktsortiment<br />
og fremtidige nye produkter.<br />
Damgaardvej 12 • 5500 Middelfart<br />
Tlf.: 64411900 • www.danrob.dk<br />
John Tom<br />
Rasmus<br />
Benny Rene
Svejsning af<br />
højstyrkestål<br />
Brugen af højstyrkestål øger hele tiden. De giver muligheden at anvende tyndere plader og<br />
dermed sænke vægten af det svejsede produkt, samt minimere produktionsudgifterne.<br />
ESAB har et bredt sortiment af tilsatsmaterialer egnede for svejsning af højstyrkestål med<br />
en flydespænding mellem 440-890N/mm2 .<br />
MAG svejsning med solidtråd:<br />
OK AristoRod 55, 69, 70 og 89<br />
MAG svejsning med rørtråd:<br />
Dualshield 55/62, OK Tubrod 15.093 OK Tubrod 14.03 og Coreweld 89<br />
STRENGTH THROUGH COOPERATION<br />
A/S ESAB Nordager 22,1 6000 Kolding tlf.: 36 30 01 11 www.<strong>esab</strong>.dk ordre@<strong>esab</strong>.dk