DA CONDOR 90 CNC--FE - HJS Værktøjsagentur A/S
DA CONDOR 90 CNC--FE - HJS Værktøjsagentur A/S
DA CONDOR 90 CNC--FE - HJS Værktøjsagentur A/S

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
BRUGS-- OG VEDLIGEHOLDELSESVEJLEDNING<br />
<strong>DA</strong> <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> -<strong>FE</strong><br />
KONSTRUKTIONSÅR: _____________
<strong>DA</strong><br />
EF -KONFORMITETSERKLÆRING<br />
(ifølge MASKINDIREKTIVET EF 98/37/CE /EØF, tilføjelse II A)<br />
Konstruktøren:<br />
SPA<br />
SEGATRICI<br />
Via Papa Giovanni XXIII, 49<br />
61045 Pergola (PS) ITALIA<br />
Tel. 072173721 -Fax 0721734533<br />
Erklærer herved, at skivefræser til savning af metal<br />
Maskinmodel:<br />
Serienummer:<br />
Konstruktionsår:<br />
Amministratore Delegato<br />
(William Giacometti)<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> -<strong>FE</strong><br />
Er bygget i overensstemmelse med følgende direktiver:<br />
⎞ MASKINDIREKTIVET EF 98/37/CE /EØF<br />
⎞ DIREKTIV 73/23 ”LVD”<br />
⎞ DIREKTIV 89/336 ”EMC”<br />
⎞ DPR 459/96
Præsentation og tekniske specifikationer ....................... 1---1<br />
Forord ............................................................ 1 --- 1<br />
Præsentation af maskinen ............................................ 1---2<br />
Tekniske specifikationer ............................................. 1---3<br />
Tabel over tekniske specifikationer .................................... 1---3<br />
Tabel over tekniske specifikationer for model HR ........................ 1---5<br />
Tabel over tekniske specifikationer for model MR ....................... 1---6<br />
Tabel over tekniske specifikationer for model LR ........................ 1---7<br />
Mål ............................................................... 1 --- 8<br />
Funktionelle maskindele ..................................... 2---1<br />
Model <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> --- <strong>FE</strong> ....................................... 2 --- 1<br />
Savhoved .......................................................... 2 --- 2<br />
Skruestik .......................................................... 2 --- 2<br />
Betjeningspanel .................................................... 2 --- 3<br />
Fremføringsaggregat ................................................ 2---3<br />
Sokkel ............................................................ 2 --- 4<br />
Sikkerhedsforan staltninger .................................. 3---1<br />
Maskinens formål ................................................... 3 --- 1<br />
Almindelige forholdsregler ........................................... 3---2<br />
Råd til operatøren .................................................. 3---3<br />
Maskinens sikkerhedsanordninger ..................................... 3---5<br />
Referencenormer ................................................... 3 --- 5<br />
Beskyttelse mod tilfældig kontakt med savbladet ........................ 3---6<br />
Elektrisk udstyr .................................................... 3---6<br />
Nødanordninger .................................................... 3---7<br />
Maskinens støjniveau ................................................ 3---8<br />
Anvendt metode til måling af støjniveau ................................ 3---8<br />
Støjmålinger ....................................................... 3 --- 9<br />
Elektromagnetisk kompatibilitet ...................................... 3---11<br />
Installation af maskinen ..................................... 4---1<br />
Emballage og opmagasinering ........................................ 4---1<br />
Fastgørelse af maskinen ............................................. 4 --- 4<br />
Minimumkrav ...................................................... 4---4<br />
Stykliste ........................................................... 4 --- 5<br />
Tilslutning af trykluft ................................................ 4---7<br />
Tilslutning af elektricitet ............................................. 4---7<br />
Beskrivelse af maskinens funktion ............................. 5---1<br />
Beskrivelse af betjeningspanel ........................................ 5---1<br />
Oversigt over betjeningspanelets tastatur ............................... 5---2<br />
Grundlæggende bemærkninger vedrørende udførelsen af en skærecyklus .... 5---5<br />
Bevægelse af savhovedet ............................................. 5---5<br />
Manøvrering af fremføringsenheden ................................... 5---5<br />
Blokering af arbejdsstykket ........................................... 5---5<br />
Forsyning af smøre --- /kølevæske ....................................... 5 --- 6<br />
Checkliste forud for skærecyklus ...................................... 5---7<br />
Start af maskinen ................................................... 5---8<br />
Halvautomatisk funktionscyklus ....................................... 5---9<br />
Automatisk funktionscyklus .......................................... 5---14<br />
Enkelt program .................................................... 5 --- 18<br />
Multiprogrammering ................................................<br />
5---27
Snit i multiprogrammering ........................................... 5---35<br />
Automatisk funktionscyklus med loop .................................. 5---36<br />
Diagrammer, sprængskitser og reservedele ...................... 6---1<br />
Pneumatisk diagram ................................................ 6 --- 1<br />
Styringsenhed APS/P til skridtmotorer ................................. 6---2<br />
BETYDNINGEN AF PARAMETRE I TABELLEN ..................... 6---2<br />
SKEMATISK KONFIGURATION AF INDGANGE/UDGANGE ......... 6---6<br />
OVERSIGT OVER KOMPONENTER PÅ STYRIGSENHEDEN APS/P ... 6---7<br />
Procedure til forståelse af eldiagrammerne ............................. 6---8<br />
D2 --- Referencekode for komponenttype ............................... 6---10<br />
Normative elektriske diagrammer (IEC 750 EN 60204---1 NORMER) ...... 6---13<br />
Liste over kabler .................................................... 6 --- 25<br />
Liste over komponenter ............................................. 6---31<br />
Liste over klemmer ................................................. 6---34<br />
Liste over ind --- og udgange på IUD --- IUV --- kortene ..................... 6 --- 36<br />
IUD: Digitale ind --- og udgange ....................................... 6 --- 36<br />
IUV --- kort: Diverse ind --- og udgange .................................. 6 --- 38<br />
CNSL --- kort: Ind --- og udgange på konsol ............................... 6 --- 39<br />
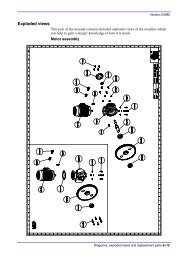
Udspilede billeder .................................................. 6---40<br />
Sokkel ............................................................ 6 --- 40<br />
Betjeningspanel .................................................... 6 --- 42<br />
Fast drejeskive ..................................................... 6---44<br />
Skruestikenhed ..................................................... 6---46<br />
Rulleenhed på fremføringsenhed ...................................... 6---48<br />
Fremføringsvogn .................................................... 6 --- 50<br />
Bagerste beskyttelsesbarre ........................................... 6---52<br />
Beskyttelsesenhed til siden og bagved .................................. 6---54<br />
Savhovedenhed på model LR ......................................... 6---56<br />
Savhovedenhed på model MR og HR .................................. 6---58<br />
Afskærmningsenhed for savklingen på model LR ........................ 6---60<br />
Afskærmningsenhed for savklingen på model MR og HR ................. 6---62<br />
Motorenhed på model LR ........................................... 6---64<br />
Motorenhed på model MR og HR ..................................... 6---66<br />
Cylinderenhed ..................................................... 6---68<br />
Regulering ................................................. 7---1<br />
Adgang til og ændring af set---up parametre ............................. 7---1<br />
Indstilling af sprogparameter ......................................... 7---2<br />
Indstilling af maskintypeparameter .................................... 7---2<br />
Indstilling af skridtmotorparameter .................................... 7---2<br />
Indstilling af specifikationer for klingen, savhovedets nedgangshastighed og registrering af<br />
stangen ........................................................ 7 --- 6<br />
Indstilling af klingemotor og fremføringsenhed .......................... 7---7<br />
Indstilling af diverse timere .......................................... 7---7<br />
Indstilling af diverse ekstraudstyr ...................................... 7---8<br />
Indstillling af savhovedet ............................................. 7---9<br />
Opsætning af justering af hovedets sensor .............................. 7---9<br />
Elektroniske systemer ............................................... 7---12<br />
Udskiftning af mikrochip C8 i betjeningspanelet ......................... 7---12<br />
Eeprom til lagring i hukommelsen af maskinens parametre ................ 7---12<br />
Udskiftning af Eeprom i MEP 24 kontrolfunktionen ..................... 7---13<br />
Regulering af displayets lysstyrke ...................................... 7---14<br />
Mekaniske systemer ................................................. 7 --- 15<br />
Påfyldning af cylinderen på savhovedet .................................<br />
7---15
Regulering af slør på fremføringsskruestikken ........................... 7---17<br />
Savhovedets vandring ............................................... 7---18<br />
Regulering af bevægelig savbladsbørste ................................ 7---19<br />
Skift af værktøj på model LR ......................................... 7---20<br />
Skift af værktøj på model MR og HR .................................. 7---21<br />
Regulering af antigratmekanisme ..................................... 7---22<br />
Fremføringsenhed .................................................. 7---22<br />
Regulering af antigratmekanisme ..................................... 7---25<br />
Regulering eller udskiftning af transmissionsremmene .................... 7---26<br />
Vedligeholdelse og valg af forbrugsmaterialer ................... 8---1<br />
Operatørens ansvar ................................................. 8---1<br />
Vejledning til vedligeholdelse ......................................... 8---2<br />
Almindelig vedligeholdelse af maskinen ................................ 8---2<br />
Daglig ............................................................ 8 --- 2<br />
Ugentlig ........................................................... 8 --- 2<br />
Månedlig .......................................................... 8 --- 3<br />
Vedligeholdelse af funktionelle dele ................................... 8---3<br />
Gearkasse ......................................................... 8---3<br />
Forbrugsmaterialer ................................................. 8---4<br />
Olie til oliehydraulisk cylinder ........................................ 8---4<br />
Gearolie .......................................................... 8 --- 4<br />
Olie til smøre/kølevæsken ............................................ 8 --- 4<br />
Savehastighed og valg af savblad .............................. 9---1<br />
Savehastighed ...................................................... 9---1<br />
Standardmaskine model LR .......................................... 9---1<br />
Model LR med inverter (ekstraudstyr) ................................. 9---1<br />
Standardmaskine model MR ......................................... 9---2<br />
Standardmaskine model HR .......................................... 9---2<br />
Valg af rundsavblad ................................................. 9---3<br />
Tanddeling ......................................................... 9---3<br />
Spåntyper ......................................................... 9---4<br />
Save --- og fremføringshastighed ....................................... 9 --- 4<br />
Smøre --- og kølevæske ............................................... 9 --- 5<br />
Savbladenes opbygning .............................................. 9---5<br />
Savbladstyper ...................................................... 9---6<br />
Savbladstype ....................................................... 9---6<br />
Oversigt over anbefalede snitparametre ................................ 9---10<br />
Klassificering af stål ................................................. 9---11<br />
Tabel over ståltyper .................................................<br />
9 --- 12
Fejltabeller ................................................ 10---1<br />
Fejl i savblade og snit ................................................ 10---1<br />
Fejllokalisering (fejlfinding med betjeningspanel) ........................ 10---4<br />
Adgang til skærmbilledet for fejlfinding ................................ 10---4<br />
Diagnostik ......................................................... 10 --- 4<br />
Maskinens alarm--- og nødstopanordninger ............................. 10---9<br />
Tilbehør efter forespørgsel ........................................... 11---1<br />
Indføring af stang via slisk CB 6000 .................................... 11---2<br />
Tilbehør ........................................................... 11 --- 4<br />
Rundsavsblad ...................................................... 11 --- 4<br />
Rullebord ......................................................... 11---4<br />
Emulgeringsolie .................................................... 11 --- 5<br />
Tilpasningsanordning til rullebord på aflægningssiden .................... 11---5<br />
Støtte til rullebord på indlægningssiden ................................ 11---6<br />
Motordrevet spånopsamler ........................................... 11---7<br />
Opsugningsanlæg ...................................................<br />
11---8
Præsentation og<br />
tekniske<br />
specifikationer<br />
Forord<br />
I årtier har vi været beskæftiget med konstruktion af de bedste maskiner til<br />
savning i metal. Vores erfaring, kendskabet til vores kunder og den konstante<br />
teknologiske tilpasning af projekterings--- og produktionsapparatet giver os<br />
mulighed for at tilbyde en specifik løsning til ethvert savebehov.<br />
Denne sav giver et enkelt og driftsikkert svar på en lang række savebehov på et<br />
moderne værksted.<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> har en stiv konstruktion med en lydløs og sikker drift.<br />
Maskinen er i stand til med meget lidt saveaffald og med stor smidighed at save<br />
forskellige materialer som beskrevet i det følgende:<br />
Maskinmodel HR<br />
(High Revolution)<br />
MR<br />
(Medium Revolution)<br />
Materialer Aluminium og letmetaller Messing, bronze og kobber Stål<br />
Bemærk<br />
1<br />
LR<br />
(Low Revolution)<br />
Vi gratulerer med valget af denne båndsav, som kan bruges med stort udbytte i<br />
meget lang tid, hvis reglerne i denne brugs--- og vedligeholdelsesvejledning<br />
overholdes.<br />
Denne båndsav er projekteret og bygget specielt til at save i metaller.<br />
1-1
MEP S.p.A.<br />
Præsentation af maskinen<br />
1. Saveskruestikken lukker<br />
1. Saveskruestikken lukker<br />
5. Saveskruestikken<br />
åbner<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> er en pneumatisk, elektromekanisk sav til savning af<br />
metalprofiler og massive materialer. Funktionen kan være HALVAUTOMATISK<br />
eller AUTOMATISK.<br />
Idenhalvautomatiske cyklus anbringer operatøren, efter at have indstillet<br />
savhovedets saveforløb samt dets nedgangshastighed på betjeningspanelet,<br />
skruestikken 2÷3 mm fra materialet, der skal bearbejdes og trykker på startknappen<br />
på betjeningspanelet for at starte skiven (eller bruger pedalerne (ekstraudstyr),<br />
hvis maskinen er udstyret hermed). Herefter:<br />
2. Buen går ned, indtil<br />
savningens afslutning<br />
(FCTA --- position)<br />
3. Buen vender tilbage<br />
til udgangspositionen<br />
(FCTI --- position)<br />
4. Saveskruestikken<br />
åbner<br />
Idenautomatiske cyklus anbringer operatøren, efter at have indstillet savhovedets<br />
saveforløb samt dets nedgangshastighed på betjeningspanelet, skruestikken<br />
2÷3 mm fra materialet, der skal bearbejdes og trykker på startknappen på<br />
betjeningspanelet for at starte skiven (eller bruger pedalerne (ekstraudstyr), hvis<br />
maskinen er udstyret hermed). Herefter:<br />
2. Buen går ned, indtil<br />
savningens afslutning<br />
(FCTA --- position)<br />
6. Arbejdsstykket<br />
fremføres<br />
3. Buen vender tilbage<br />
til udgangspositionen<br />
(FCTI --- position)<br />
7. Saveskruestikken lukker<br />
4. Fremføringsskruestikken<br />
lukker<br />
8. Fremføringsskruestikken<br />
åbner, og savecyklussen<br />
gentages<br />
1-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
2
Tekniske specifikationer<br />
Observera!<br />
3 Præsentation og tekniske specifikationer<br />
Versione 7EP<br />
Typepladen i anodiseret aluminium er fastgjort til maskinens side. De samme<br />
data findes i overensstemmelseserklæringen, der er vedlagt til denne brugs--- og<br />
vedligeholdelsesvejledning.<br />
MODELLO <strong>CONDOR</strong> <strong>90</strong><br />
MATRICOLA<br />
ANNO DI COSTRUZIONE<br />
MEP SPA Via Papa Giovanni XXIII, 49<br />
61045 Pergola (PS) ITALY<br />
tel: 0721/73721<br />
HR/MR/LR<br />
Ved kontakt med serviceafdelingen skal de anførte specifikationer opgives,<br />
dvs. navn på modellen, serienummer og konstruktionsår.<br />
Tabel over tekniske specifikationer<br />
DRIFTSTRYK<br />
Max. driftstryk ved åbning/lukning af skruestik Bar 7<br />
Forbrug af luft til en komplet cyklus Nl/min 7,35<br />
Observera!<br />
Værdien, der er anført for ”Luftforbrug til en skærecyklus”, refererer til normale<br />
omstændigheder (temperatur på 0˚ C og atmosfærisk tryk på 1,013 bar eller<br />
med en rumvægt på 1,3 x 10 - 3 Kg/l), hvor 1 Kg/min = 772 Nl/min.<br />
SPECIFIKATIONER FOR MOTOR TIL ELEKTRISK PUMPE<br />
Volt spænding Amp. absorption<br />
Kw effekt rpm Flow l/min Fortrinsvis mt<br />
230 0,30 0,09 2800 11 1,5<br />
400 0,18 0,09 2800 11 1,5<br />
I overensstemmelse med CEI normerne, offentliggjort i IEC 34 af 01/07/1985.<br />
IP 55 beskyttelsesgrad.<br />
OLIE OG SMØRE/KØLEVÆSKE<br />
Smøre/kølevæske (oliekoncentration 5---6%) capacità Lt. 50<br />
Olie til transmissions drev capacità Lt. 2,8<br />
SKRUESTIK<br />
Maksimal åbning af skruestik mm 100<br />
1-3
MEP S.p.A.<br />
SAVEKAPACITET FOR PROFILER<br />
Model Diameter savblad<br />
HR 300 10÷<strong>90</strong> 10÷80 80 x 10÷80<br />
MR 300 10÷<strong>90</strong> 10÷80 80 x 10÷80<br />
LR 300 10÷<strong>90</strong> 10÷80 80 x 10÷80<br />
SAVEKAPACITET FOR MASSIVE METALLER<br />
Model Diameter savblad<br />
HR 300 10÷60 10÷60 60 x 10÷60<br />
MR 300 10÷60 10÷60 60 x 10÷60<br />
LR 300 10÷40 10÷40 40 x 10÷40<br />
EMBALLAGEVÆGT<br />
Tremmekasse og palle i træ Kg 250<br />
Palle i træ Kg 100<br />
240<br />
1-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
4<br />
160<br />
210
SAVEHASTIGHED<br />
Tabel over tekniske specifikationer for model HR<br />
Hastighed rpm 3400<br />
Savklinge (type HM)<br />
Udvendig diameter blad mm 300<br />
Indvendig diameter boring mm 32<br />
Savbladstykkelse mm 3.4<br />
KRAFT OG FORBRUG<br />
5 Præsentation og tekniske specifikationer<br />
Versione 7EP<br />
Hovedspindelmotor Kw 2,2<br />
Motor til elektrisk pumpe til smøre/kølevæske Kw 0,1<br />
Skridtmotor til fremføring Kw 0,44<br />
Skridtmotor til servoventil til nedgang af savhoved Kw 0,048<br />
Maks. installeret elkraft Kw 2,788<br />
SPECIFIKATIONER FOR SPINDELMOTOR<br />
Antal poler Volt spænding Amp. absorption Kw effekt rpm<br />
2 380 YY 5,26 2,2 2.840<br />
4 380 ∆ 3,68 1,5 1.410<br />
Bevikling af statoren i emaljeret kobber i klasse H 200˚ C.<br />
Isoleringsklasse F (temperaturgrænse TL 155˚ C).<br />
IP 54 beskyttelsesgrad (totalbeskyttelse mod kontakt med dele under spænding og mod vand sprøjtet fra alle sider<br />
og beskyttelse mod olie ved akslen).<br />
I overensstemmelse med CEI normerne, offentliggjort i IEC 34 af 01/07/1985.<br />
Observera!<br />
Eksempel på isoleringsklasse F: I maskiner, der afkøles ved en omgivende<br />
temperatur på 40˚ C (ifølge CEI 2--3 og IEC 85), er overophedning tilladt op til<br />
100 C (hvor 100˚ C repræsenterer den tilladte ∆T).<br />
1-5
MEP S.p.A.<br />
SAVEHASTIGHED<br />
Tabel over tekniske specifikationer for model MR<br />
Hastighed rpm 750<br />
Savklinge (type HSS)<br />
Udvendig diameter blad mm 300<br />
Indvendig diameter boring mm 32<br />
Savbladstykkelse mm 2.5<br />
KRAFT OG FORBRUG<br />
Hovedspindelmotor Kw 1,5<br />
Motor til elektrisk pumpe til smøre/kølevæske Kw 0,1<br />
Maks. installeret elkraft Kw 3,1<br />
SPECIFIKATIONER FOR SPINDELMOTOR<br />
Antal poler Volt spænding Amp. absorption Kw effekt rpm<br />
6 230/400 7,45 ∆ /4,30Y 1,5 940<br />
Bevikling af statoren i emaljeret kobber i klasse H 200˚ C.<br />
Isoleringsklasse F (temperaturgrænse TL 155˚ C).<br />
IP 54 beskyttelsesgrad (totalbeskyttelse mod kontakt med dele under spænding og mod vand sprøjtet fra alle sider<br />
og beskyttelse mod olie ved akslen).<br />
I overensstemmelse med CEI normerne, offentliggjort i IEC 34 af 01/07/1985.<br />
1-6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
6
SAVEHASTIGHED<br />
Tabel over tekniske specifikationer for model LR<br />
1/2 hastighed rpm 30/60<br />
Savklinge (type HSS)<br />
Udvendig diameter blad mm 300<br />
Indvendig diameter boring mm 32<br />
Savbladstykkelse mm 2.5<br />
KRAFT OG FORBRUG<br />
7 Præsentation og tekniske specifikationer<br />
Versione 7EP<br />
Hovedspindelmotor Kw 1,8/1,35<br />
Motor til elektrisk pumpe til smøre/kølevæske Kw 0,1<br />
Maks. installeret elkraft Kw 3,1<br />
SPECIFIKATIONER FOR SPINDELMOTOR<br />
Antal poler Volt spænding Amp. absorption Kw effekt rpm<br />
4 380 5 1,8 1.420<br />
8 380 4,5 1,35 670<br />
Bevikling af statoren i emaljeret kobber i klasse H 200˚ C.<br />
Isoleringsklasse F (temperaturgrænse TL 155˚ C).<br />
IP 54 beskyttelsesgrad (totalbeskyttelse mod kontakt med dele under spænding og mod vand sprøjtet fra alle sider<br />
og beskyttelse mod olie ved akslen).<br />
I overensstemmelse med CEI normerne, offentliggjort i IEC 34 af 01/07/1985.<br />
1-7
MEP S.p.A.<br />
Mål<br />
INSTALLERET MASKINE<br />
Arbejdsbordets højde mm 770<br />
Vægt Kg 5<strong>90</strong><br />
Vægt Kg 5<strong>90</strong><br />
Vægt Kg 600<br />
770<br />
510<br />
1020<br />
380<br />
1780<br />
100 1950<br />
540<br />
1-8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
8<br />
25<strong>90</strong><br />
1910
Funktionelle<br />
maskindele<br />
Model <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> -<strong>FE</strong><br />
Betjeningspanel<br />
Fremføringsskruestik<br />
For bedre at kunne forstå hvordan maskinen virker, hvilket beskrives i detaljer i<br />
kapitlet 5, gennemgås nu dens hoveddele og deres position.<br />
Fremføringsaggregat<br />
Afskærmning af bue<br />
Skruestik<br />
Sokkel<br />
Elskab<br />
Savhoved<br />
2<br />
Beskyttelsesstang<br />
2-1
MEP S.p.A.<br />
Savhoved<br />
Skruestik<br />
Savhovedet er den del, der udfører snittet, og på basis af maskinmodellen (HR,<br />
MR, LR) har de forskellige konfigurationer, der giver mulighed for bearbejdning<br />
af forskellige materialetyper.<br />
Afhugningsskruestikken er den del, der fastholder arbejdsstykket. Den består af<br />
en skruestikstøtte, almindeligvis kaldet “snekke”, der er fastgjort på savbordet, på<br />
hvilket den bevægelige kæbe er monteret. Skruestikken nærmes manuelt til<br />
materialet, der skal saves, ved hjælp af håndhjulet, og blokeringen sker med den<br />
pneumatiske cylinder.<br />
2-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
10
Betjeningspanel<br />
Fremføringsaggregat<br />
11 Funktionelle maskindele<br />
Versione 7EP<br />
Betjeningspanelet er isoleret i følge IP 54 normen og indeholder det elektriske<br />
udstyr. Adgangen til det er begrænset af en låge monteret på hængsler lukket<br />
med skruer konstrueret til at undgå enhver form for tilsigtet beskadigelse.<br />
Betjeningspanelet, der kan drejes med to led, kan anbringes, så operatøren kan<br />
arbejde bekvemt og under helt sikre forhold.<br />
Betjeningspanel<br />
Betjeningspanel<br />
Drejeled<br />
Fremføringen af materialet sker med fremføringsvognen, der, når arbejdsstykket<br />
er fastspændt i den pneumatiske skruestik, trækker arbejdsstykket fremad, idet<br />
den bevæger sig på lige styreskinner. Den numeriske kontrol styrer med stor<br />
præcision fremføringsvognens skridtmotor, og giver på den måde operatøren<br />
mulighed for på den samme stang at indstille på til 32 partier af arbejdsstykker<br />
hver med forskellig mængde og længde.<br />
Rullebord<br />
Fremføringsvogn<br />
Fremføringsskruestik<br />
2-3
MEP S.p.A.<br />
Sokkel<br />
Opbygningen omfatter en bred flade til opsamling af kølevæske, der transporteres<br />
til det bageste kar gennem karrets låg samt skuffen til opsamling af spåner.<br />
Elektropumpen i karret opsuger den rene væske fra det progressive filtersystem.<br />
Elektropumpe til skærebordet<br />
Smøre/kølevæskebeholder<br />
Skuffe til<br />
opsamling af spåner<br />
2-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
12
Sikkerhedsforan<br />
staltninger<br />
Maskinens formål<br />
Vigtigt<br />
3<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> båndsaven er designet og fremstillet i overensstemnelse<br />
med de europæiske normer. Det anbefales, at man nøje følger de regler, der<br />
angives i dette kapitel, da de er essentielle for korrekt brug af maskinen.<br />
Formålet med båndsaven <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> er udelukkende savning af<br />
metalprofiler og jernholdige eller ikke---jernholdige massive metaller. Andre<br />
materialetyper er ikke kompatible med maskinens tekniske egenskaber.<br />
Arbejdsgiveren skal sørge for, at personalet oplæres i brugen af maskinen og skal<br />
yderligere oplyse operatøren om enhver form for ulykkesrisiko, sikkerhedsanordninger<br />
og risiko ved maskinstøj, samt om de generelle sikkerhedsregler fastsat i<br />
henhold til de internationale normer og lokal lovgivning for brug af maskinen.<br />
Operatøren skal være fuldstændig klar over, hvordan alle dele på maskinen<br />
indstilles og betjenes.<br />
Personalet, der arbejder med maskinen, skal overholde alle de regler og angivelser,<br />
samt de almindelige sikkerhedsforanstaltninger, der findes i denne vejledning.<br />
I henhold til MASKINDIREKTIVET EF 98/37/CE /EØF, bekendtgøres følgende<br />
definitioner:<br />
H Med ”Farlige områder” menes alle områder inden i og/eller nær ved en maskine,<br />
som er risikable for de tilstedeværende personers sikkerhed og helbred.<br />
H Med ”Tilstedeværende person” menes enhver, der helt eller delvist befinder sig i et<br />
farligt område.<br />
H Med ”Operatør” menes den eller de personer, der har til opgave at installere, betjene,<br />
regulere, vedligeholde, rengøre, reparere eller transportere maskinen.<br />
Producenten er på ingen måde civilt eller straffemæssigt ansvarlig, hvis der<br />
foretages uautoriserede indgreb/udskiftninger på maskinen, eller hvis der bruges<br />
tilbehør, værktøj og forbrugsmaterialer, der er forskellige fra de, der anbefales<br />
af producenten, eller hvis maskinen indsættes i et samlet system, i hvilket<br />
dens brugsformål ændres.<br />
3-1
MEP S.p.A.<br />
Almindelige forholdsregler<br />
BELYSNING AF LOKALET<br />
Mangel på egnet belysning til det arbejde, der skal udføres, kan medføre risiko<br />
fordepersoner,dererilokalet.Køberen(brugeren)afmaskinenskalderfor<br />
garantere, at belysningen er sådan, at eventuelle skyggeområder og ubehagelig<br />
blænding undgås. (Se ISO 8995---89 normen vedr. ”Belysning i arbejdslokaler”).<br />
TILSLUTNINGER<br />
El--- og trykluftsledningerne skal undersøges og tilpasses maskinens maksimale<br />
absorption, der angives i maskinens tekniske specifikationstabel.<br />
JORDFORBINDELSE<br />
Jordforbindelsessystemt skal svare til de præcise forskrifter, der findes i IEC<br />
NORM 204.<br />
OPERATØRENS ARBEJDSSTILLING<br />
Operatøren, der betjener maskinen, skal befinde sig i den arbejdsposition, der<br />
vises på tegningen.<br />
3-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
14
Råd til operatøren<br />
Brug altid beskyttelsesbriller.<br />
15 Sikkerhedsforan<br />
Versione 7EP<br />
Brug aldrig maskinen, uden at alle beskyttelsesanordninger er placeret<br />
rigtigt. Udskift koøjnene i polycarbonat, hvis de er ridsede.<br />
Nærm aldrig hænderne eller armene til saveområdet, mens maskinen er i<br />
drift eller savbladet i bevægelse.<br />
Brug ikke tøj med vidde eller med lange ærmer, handsker, der ikke passer<br />
nøjagtigt, armbånd, halskæder, eller en hvilken som helst anden form<br />
for genstand, der kan komme i klemme i maskinen under driften. Langt<br />
hår skal bindes op.<br />
Sluk altid for strømmen til maskinen, inden der udføres nogen som helst<br />
form for vedligeholdelse eller andre indgreb på maskinen.<br />
Før man begynder at save, skal man sørge for, at arbejdsstykket er tilstrækkelig<br />
understøttet på begge sider af maskinen enten ved hjælp af<br />
den støtte, der hører med til standardudstyret eller ved hjælp af andet<br />
ekstrauDstyr, så som det ilægnings/aflægningsrullebord, der vises på tegningen<br />
nedenfor. Før anordningerne til støtte og flytning af materialet<br />
fjernes, sættes det fast med maskinens fastgørelsesudstyr eller andet egnet<br />
udstyr.<br />
NDLÆGNINGSRULLEBORD AFLÆGNINGSRULLEBORD<br />
mm. 1500 mm. 1500<br />
Indgreb på hydraulik--- eller trykluftssystemet må kun foretages, efter at<br />
trykket er udlignet.<br />
Operatøren skal undgå indgreb, der indebærer risiko, og som ikke hører<br />
med i det pågældende arbejde (f.eks. fjernelse af spåner fra maskinen<br />
under savningen).<br />
3-3
MEP S.p.A.<br />
Værktøj, redskaber eller andre ting skal fjernes fra saveområdet, og området<br />
skal holdes så rent som muligt.<br />
Brug ikke maskinen til at save i arbejdsstykker, der overskrider maskinens<br />
kapacitet som anført i de tekniske specifikationer.<br />
Før man begynder at save, skal man sikre sig, at arbejdsstykket er korrekt<br />
fastspændt i skruestikken, og at maskinen er korrekt indstillet. Her følger<br />
nogle eksempler på korrekt fastspænding af forskellige typer metalprofiler<br />
ved savning med vores båndsavsmodeller.<br />
Flyt ikke maskinen, mens den saver.<br />
Brug ikke savblade af størrelser, der afviger fra de angivne i de tekniske<br />
specifikationer.<br />
Når man saver meget korte arbejdsstykker, skal man passe på, at disse<br />
ikke trækkes om bagved materialstøtteanordningen, da dette medfører<br />
fare for skade på savbladet.<br />
Ved brug af den pneumatiske skruestik (model MA) skal man kontrollere,<br />
at arbejdsstykket er korrekt fastspændt, da skruestikvandringen kun<br />
er på 8 mm. Desuden må man sørge for, at skruestikkens stramningstryk<br />
er korrekt.<br />
Ved betjening af maskinen må man kun have handsker på under flytning<br />
af arbejdsstykket og skift af savbladet. Man skal foretage ét arbejde ad<br />
gangen uden samtidig at tage andre ting i hænderne. Hænderne skal holdes<br />
så rene som muligt.<br />
Vigtigt: Hvis savbladet sidder fast i snittet, skal man øjeblikkelig trykke<br />
på maskinens nødstopkontakt. Hvis savbladet ikke befries, skal man langsomt<br />
åbne skruestikken, fjerne arbejdsstykket og kontrollere, om klingen<br />
eller savtakkerne er gået i stykker. Hvis dette er tilfældet, skal savbladet<br />
udskiftes.<br />
Inden man begynder på nogen form for reparation af maskinen, skal man<br />
henvende sig til MEP’s tekniske service i brugerlandet.<br />
3-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
16
Maskinens sikkerhedsanordninger<br />
17 Sikkerhedsforan<br />
Versione 7EP<br />
Denne brugs--- og vedligeholdelsesvejledning er ikke blot en hjælp til brug af<br />
maskinen ud fra et produktionssynspunkt, den giver også alle anvisninger på<br />
korrekt brug i sikkerhed og til beskyttelse af personalet. I det følgende angives<br />
normerne udgivet af Europarådet i forbindelse med maskinsikkerhed, sikkerhed<br />
på arbejdspladsen, individuel sikkerhed og miljøbeskyttelse. <strong>CONDOR</strong> <strong>90</strong><br />
<strong>CNC</strong> --- <strong>FE</strong> overholder alle disse normer.<br />
Referencenormer<br />
MASKINSIKKERHED<br />
H MASKINDIREKTIVET EF 98/37/CE /EØF;<br />
H EF -direktiv nr. 73/23/EØF kendt som “Lavspændingsdirektivet”.<br />
SIKKERHED PÅ ARBEJDSPLADSEN<br />
H EF -direktiv nr. 80/1107/EØF; 83/477/EØF; 86/188/EØF; 88/188/EØF;<br />
88/642/EØF vedrørende beskyttelse af arbejdere mod risiko for kontakt med kemiske,<br />
fysiske og biologiske stoffer under arbejdet.<br />
H EF -direktiv nr. 89/391/EØF og særlige EF -direktiver nr. 89/654/EØF og nr.<br />
89/655/EØF om forbedring af sikkerhed og helbred for arbejderne under arbejdet.<br />
H EF -direktiv nr. <strong>90</strong>/394/EØF om beskyttelse af arbejderne mod risiko for kontakt<br />
med kræftfremkaldende stoffer under arbejdet.<br />
H EF -direktiv nr. 77/576/EØF og nr. 79/640/EØF angående sikkerhedsskilte på arbejdspladsen.<br />
INDIVIDUEL BESKYTTELSE<br />
H EF -direktiv nr. 89/656/EØF og nr. 89/686/EØF vedrørende brug af individuelle<br />
beskyttelsesanordninger.<br />
MILJØBESKYTTELSE<br />
H EF -direktiv nr. 75/442/EØF vedrørende bortskaffelse af affald.<br />
H EF -direktiv nr. 75/439/EØF vedrørende elimination af brugt olie.<br />
3-5
MEP S.p.A.<br />
2<br />
3<br />
1<br />
Beskyttelse mod tilfældig kontakt med savbladet<br />
1. Beskyttelseshus til savbladet af metal, som er fast monteret på savhovedet;<br />
2. bevægelig savbladsbeskyttelse, som er fast forbundet med beskyttelseshuset<br />
og skruestikken. Dette sikrer, at metalbeskyttelsen dækker savbladet over<br />
hele friområdet med undtagelse af snitstedet, når åbningen er maksimal;<br />
3. en skruestik med en antigratmekanisme og en dobbelt blokering af arbejdsstykket,<br />
så det sidder bedre fast;<br />
4. afhugnings--- og fremføringsskruestikken drives af pneumatiske mekanismer<br />
med en maksimal vandring på 8 mm. Indspændingskæben der blokerer arbejdsstykket,<br />
skal anbringes i en afstand af 2÷3 mm fra arbejdsstykket, der<br />
skal bearbejdes;<br />
5. beskyttelsesstang anbragt foran på højre side og bagved savhovedet for at sikre<br />
den sikkerhedsmæssige afstand mellem operatøren og bevægelige dele.<br />
Elektrisk udstyr<br />
Ifølge den italienske norm CEI 60204 --- 1 04/1998, afledt af EF---normen EN<br />
60204---1, offentliggørelse IEC 204---1, 1997 er følgende gældende:<br />
H 24 Vac spænding på drivmekanismen i overensstemmelse med kapitel 6 af EF -normen<br />
vedrørende ”Styre- og signalkredse”, paragraf 2 ”Styrekredse” stykke 1<br />
”Spændingspræferenceværdier for styrekredse”;<br />
H kortslutningsbeskyttelse af anlægget ved hjælp af hurtig -sikringer og ved jordforbindelse<br />
på alle de dele, der berøres under arbejdet, eller som kan berøres tilfældigt;<br />
H beskyttelse imod tilfældig start ved hjælp af et minimalspændingsrelæ i tilfælde af<br />
spændingsfald.<br />
3-6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
18<br />
4<br />
5
Nødanordninger<br />
Ifølge IEC --- norm 204 --- 1:<br />
19 Sikkerhedsforan<br />
Versione 7EP<br />
H Kapitel 5, paragraf 6, stykke 1 “Nødstopsanordninger”:<br />
“Nødstopsanordningen blokerer øjeblikkelig alle farlige og ikke-farlige funktioner<br />
i maskinen”.<br />
H Kapitel 6, afsnit 2, stk. 4, punkt 7 “Beskyttelsesanordninger”:<br />
“Hvis beskyttelsesanordninger, der har til formål at forhindre adgang til farlige dele<br />
eller områder, fjernes, standser maskinen. Genoprettelsen af disse beskyttelsesanordninger<br />
medfører ikke, at maskinen genoptager driften; funktionen skal genstartes”.<br />
...<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> modellen har følgende nødanordninger:<br />
1. Nødstop: På maskinens betjeningspanel er der en nødkontakt, der består af<br />
en rund rød knap på gul baggrund. For at udløse denne kontakt, skal styreknappen<br />
drejes 45 grader. Hvis denne nødanordning fjernes, skal maskinens<br />
funktioner indstilles igen.<br />
2. Hovedafbryder med dørlås: Maskinens automatiske afbryder har 2 systemer<br />
til beskyttelse mod spændingsfald. I tilfælde af spændingsfald afbrydes alle<br />
elektriske mekanismer, maskinen standser øjeblikkelig, og den automatiske<br />
genstart forhindres ved strømmens tilbagevenden. En anden funktion er genindstillingen<br />
af termosikringen, der beskytter mod overbelastning.<br />
3. Sikkerhedsafbryder for beskyttelsesbarre: For at kunne få adgang til arbejdsområdet<br />
i maskinen skal operatøren sænke beskyttelsesbarren ved hjælp af<br />
en mikroafbryder, der straks standser alle funktioner.<br />
3<br />
1<br />
2<br />
3-7
MEP S.p.A.<br />
Maskinens støjniveau<br />
Støj kan forårsage høreskader og er et problem, som i mange lande er underlagt<br />
særlige love. I overensstemmelse med de normer, der fastsættes af MASKINDI-<br />
REKTIVET EF 98/37/CE /EØF, anføres i det følgende de normer, der sætter<br />
støjtærsklen for værktøjsmaskiner. I dette kapitel angives det ydre støjninveau for<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> under maskinens forskellige arbejdsfaser samt den<br />
anvendte metode til støjmålingerne. I Italien reguleres dette af D.M. 277/91<br />
dekretet der sammenfatter EF---direktiverne 80/1107/EØF, 82/605/EØF,<br />
83/477/EØF, 86/188/EØF, 88/642/EØF, UNI EN ISO 4871 (1998).<br />
Anvendt metode til måling af støjniveau<br />
Støjmålingerne udføres ved hjælp af et instrument kaldet en integrallydmåler der<br />
anvendes til til at måle det kontinuerlige lydtryk på arbejdspladsen.<br />
Støjskader afhænger af tre faktorer: støjniveau, frekvens og varighed.<br />
Begrebet Leq kombinerer de tre parametre og giver et enkelt og entydigt<br />
resultat.<br />
Leq er baseret på princippet om ens energi og repræsenterer det stationære<br />
vedvarende niveau, der indeholder den samme energi, udtrykt i dBA, som den<br />
svingende realværdi i samme tidsrum.<br />
3-8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
20
Støjmålinger<br />
Identifikation<br />
Maskintype<br />
Model <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> HR<br />
Referencenorm ISO 3746<br />
Resultater<br />
PPrøve nr. 1<br />
PPrøve nr. 2<br />
PPrøve nr. 3<br />
Beskrivelse<br />
Resultater<br />
Beskrivelse<br />
Resultater<br />
Beskrivelse<br />
Resultater<br />
21 Sikkerhedsforan<br />
Versione 7EP<br />
Skæring af aluminium---rør med en tykkelse på 60x40mm<br />
Savklinge HSS ALL.HM ∅ 300x32 Z 72<br />
MIDDEL STØJNIVEAU (Leq) <strong>90</strong>,44 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 93,98 dB(A)<br />
Skæring af aluminium---rør med en diameter på j 50 mm<br />
Savklinge HSS ALL.HM ∅ 300x32 Z 72<br />
MIDDEL STØJNIVEAU (Leq) 92,75 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 95,79 dB(A)<br />
Skæring af aluminium --- massivt rør på 50x40 mm<br />
Savklinge HSS ALL.HM ∅ 300x32 Z 72<br />
MIDDEL STØJNIVEAU (Leq) 83,10 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 93,98 dB(A)<br />
3-9
MEP S.p.A.<br />
Identifikation<br />
Maskintype<br />
Model <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> MR<br />
Referencenorm ISO 3746<br />
Resultater<br />
Prøve nr. 1<br />
Prøve nr. 2<br />
Prøve nr. 3<br />
Beskrivelse<br />
Resultater<br />
Beskrivelse<br />
Resultater<br />
Beskrivelse<br />
Resultater<br />
Skæring af bronze --- PROFIL 60x60 mm<br />
Savklinge HSS---DMO5 ∅ 300 T8<br />
MIDDEL STØJNIVEAU (Leq) 88,67 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 98,03 dB(A)<br />
Skæring af kobber --- PROFIL 30x40 mm<br />
Savklinge HSS---DMO5 ∅ 300 T8<br />
MIDDEL STØJNIVEAU (Leq) 87,88 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 97,57 dB(A)<br />
Skæring af messing --- MASSIVT 35x20 mm<br />
Savklinge HSS---DMO5 ∅ 300 T6<br />
MIDDEL STØJNIVEAU (Leq) 73,97 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 83,67 dB(A)<br />
Identifikation<br />
Maskintype<br />
Model <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> LR<br />
Referencenorm ISO 3746<br />
Resultater<br />
Prøve nr. 1<br />
Prøve nr. 2<br />
Prøve nr. 3<br />
Beskrivelse<br />
Resultater<br />
Beskrivelse<br />
Resultater<br />
Beskrivelse<br />
Resultater<br />
Savning af stål <strong>FE</strong>37 --- PROFILER 60X60 mm<br />
RUNDSAVBLAD HSS 300 x 32 Z 72<br />
MIDDEL STØJNIVEAU (Leq) 91,14 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 100,10 dB(A)<br />
Savning af stål C40 massivt rør 35x40 mm<br />
RUNDSAVBLAD HSS 300 x 32 Z 72<br />
MIDDEL STØJNIVEAU (Leq) 76,50 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 86,56 dB(A)<br />
Savning af stål C40 --- MASSIVT 45x45 mm<br />
RUNDSAVBLAD HSS---DMO5 Ø 300 T6<br />
MIDDEL STØJNIVEAU (Leq) 77,52 dB(A)<br />
Korrigering for omgivelserne (K) 4,45 dB(A)<br />
Max. lydstyrke (Lw) 88,43 dB(A)<br />
3-10 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
22
Elektromagnetisk kompatibilitet<br />
23 Sikkerhedsforan<br />
Versione 7EP<br />
Fra 1. januar 1996 skal alle elektriske og elektroniske apparater forsynet med<br />
CE---mærkning, der sendes på markedet i Europa, være i overensstemmelse med<br />
EF---direktiv 89/336 og 70/23/CEE og 98/37/CEE. Det drejer sig især om to<br />
forskellige aspekter:<br />
1. “UDSTRÅLING: apparatet eller systemet må under sin drift ikke udsende<br />
uønskede elektromagnetiske signaler af et omfang, der kan forurene de omgivende<br />
elektromagnetiske miljøer ud over veldefinerede grænser”.<br />
2. “IMMUNITET: apparatet eller systemet skal kunne fungere korrekt, også når det<br />
befinder sig i et elektromagnetisk miljø, der er forurenet af forstyrrelser fra en<br />
defineret størrelse”.<br />
Herfølgerlistenoverdeanvendtestandarderogresultatetafafprøvningenaf<br />
elektromagnetisk kompatibilitet på maskinen <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong>;<br />
Prøverapport nr. 120101.<br />
Udstråling<br />
H CEI EN 61000 -6 -4 (2002) Elektromagnetisk kompatibilitet (EMC) - Generisk<br />
emissionsstandard. Del 6 -4: Industrielle miljøer.<br />
H EN 55011 (1999) Grænseværdier og målemetoder for radiostøj fra industrielt, videnskabeligt<br />
og medicinsk (ISM) højfrekvensudstyr.<br />
H EN 55014 -1 (2002) Elektromagnetisk kompatibilitet - Krav til husholdningsapparater,<br />
elektriske værktøjer og lignende apparater. Del 1: Emmissionsstandard for<br />
produktserier.<br />
LEDNINGSBÅRNE FORSTYRRELSER<br />
Port A Frekvens Q --- peak grænse Middelgrænseværdi (dBuV) Resultat<br />
(MHz)<br />
(dBuV)<br />
Vekselstrømsforsy- 0.15 --- 0.5<br />
79 --- 73<br />
66 --- 60<br />
Overensstemning<br />
ved indgang<br />
(faldende lineært med (faldende lineært med frekvensmelse frekvenslogaritmen)<br />
logaritmen)<br />
0.5 --- 5<br />
5 --- 30<br />
73<br />
73<br />
LEDNINGSBÅRNE FORSTYRRELSER --- ANALYSE AF INTERMITTERENDE FORSTYR-<br />
RELSER<br />
Port Resultat<br />
Vekselstrømsforsyning ved indgang Anvendes ikke<br />
FORSTYRRELSER BASERET PÅ UDSTRÅLING<br />
Port Frekvens (MHz) Q --- peak grænse (10 m)<br />
(dBuV/m)<br />
Hylster 30 --- 230<br />
230 --- 1000<br />
40<br />
47<br />
60<br />
60<br />
Resultat<br />
Overensstemmelse<br />
3-11
MEP S.p.A.<br />
Immunitet<br />
H CEI EN 61000 -6 -2 (2000) Elektromagnetisk kompatibilitet (EMC) - Generisk<br />
immunitetsstandard. Del 6 -2: Industrielt miljø.<br />
H EN 61000 -4 -2 + A1 (1996 -1999) Elektromagnetisk kompatibilitet (EMC) - Del<br />
4: Prøvnings - og måleteknikker - Sektion 2: Immunitetstest for elektrostatiske udladninger<br />
- Grundstandard.<br />
H EN 61000 -4 -3 Elektromagnetisk kompatibilitet (EMC) - Del 4: Prøvnings - og<br />
måleteknikker - Sektion 3: Immunitets -test af radiofrekvensområder.<br />
H EN 61000 -4 -4 (1996) Elektromagnetisk kompatibilitet (EMC) - Del 4: Prøvnings<br />
- og måleteknikker - Sektion 4: Immunitetstest for hurtige transienter/bygetransienter<br />
- Grundstandard.<br />
H EN 61000 -4 -5 (1997) Elektromagnetisk kompatibilitet (EMC) - Del 4: Prøvnings<br />
- og måleteknikker - Sektion 5: Stødspændingsprøve.<br />
H EN 61000 -4 -6 (1995) Elektromagnetisk kompatibilitet (EMC) - Del 4: Prøvnings<br />
- og måleteknikker - Sektion 6: Immunitet mod ledningsbårne forstyrrelser<br />
fra radiofrekvensfelter.<br />
H EN 61000 -4 -11 (1977) Elektromagnetisk kompatibilitet (EMC) - Del 4: Prøvnings<br />
- og måleteknikker - Sektion 11: Immunitets -test med spændingsintervaller,<br />
korte afbrydelser og varierende spænding.<br />
IMMUNITET MOD ELEKTROSTATISKE UDLADNINGER<br />
Port Prøveniveau Vurderingskriterier Resultat<br />
Hylster ved kontakt 4 kV<br />
4kVvedstålbord<br />
i rummet 8 kV<br />
B Overensstemmelse<br />
IMMUNITET MOD HURTIGE TRANSIENTER (Burst)<br />
Port Prøveniveau Vurderingskriterier Resultat<br />
Vekselstrømsforsyning<br />
ved indgang<br />
2kV B Overensstemmelse<br />
IMMUNITET MOD LEDNINGSBÅRNE ELEKTROMAGNETISKE <strong>FE</strong>LTER<br />
Port Prøveniveau Vurderingskriterier Resultat<br />
Vekselstrømsforsyning<br />
ved indgang<br />
10V A Overensstemmelse<br />
IMMUNITET MOD UDSTRÅLEDE ELEKTROMAGNETISKE <strong>FE</strong>LTER<br />
Port Prøveniveau Vurderingskriterier Resultat<br />
Hylster 10 V/m A Overensstemmelse<br />
3-12 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
24
Installation af<br />
maskinen<br />
Emballage og opmagasinering<br />
Bemærk<br />
Vigtigt<br />
4<br />
MEP S.p.A. benytter en velegnet emballage, der garanterer fuld beskyttelse<br />
under transport og under levering til kunden.<br />
Emballagen er forskellig alt efter maskinens størrelse, vægt og bestemmelsessted,<br />
og kunden modtager derfor maskinen med én af de to følgende emballagetyper:<br />
1. emballage med pallet, reb og krympeplastindpakning;<br />
2. emballage med pallet, reb, krympeplastindpakning og tremmekasse.<br />
I begge tilfælde skal maskinen for at sikre en korrekt vægtfordeling løftes med<br />
en gaffelløfter i de punkter, der angives med en pil, og i henhold til angivelserne<br />
på emballagen.<br />
Før der foretages flytninger, skal man sikre sig, at maskinens vægt falder ind<br />
under gaffelløfterens maksimale bæreevne.<br />
4-1
MEP S.p.A.<br />
Vigtigt<br />
Vigtigt<br />
Brug ikke tove til håndtering af den indpakkede maskine.<br />
Når maskinen skal opmagasineres, må der ikke stables 2 maskiner oven på<br />
hinanden, der er emballeret med krympeplast og pallet, og der må ikke stables<br />
3 maskiner oven på hinanden, der er emballeret med tremmekasse og pallet.<br />
For at installere maskinen skal man først fjerne emballagen og passe på ikke at<br />
save i elledninger eller hydraulikrør. Hvis det er nødvendigt, kan man bruge en<br />
tang,enhammerogenkniv.<br />
Til åbning af tremmekassen gøres som vist nedenfor:<br />
4-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
26
1. træk sømmene ud, og løft toppen af tremmekassen;<br />
2. træk sømmene ud, og fjern siderne;<br />
2<br />
2<br />
3. fjern krympeplasten;<br />
4. fjern båndene;<br />
5. træk sømmene ud af fastgørelsesbrædderne;<br />
6. løft det forreste panel for at gøre plads til gaffelløfteren.<br />
3<br />
4<br />
27 Installation af maskinen<br />
Versione 7EP<br />
Ved anbringelse af maskinen på arbejdsstedet skal man tage hensyn til maskinens<br />
totalmål samt den nødvendige plads til operatøren, så denne kan arbejde i fuld<br />
sikkerhed.<br />
5<br />
1<br />
6<br />
2<br />
2<br />
4-3
MEP S.p.A.<br />
Fastgørelse af maskinen<br />
Minimumkrav<br />
Bemærk<br />
SOKKEL<br />
Maskinsoklen fastgøres til gulvet ved hjælp af to dyvler, der er indkapslet på<br />
siderne af soklen. Disse dyvler skrues på en møtrik, der allerede er nedstøbt i<br />
cementen og strammes med yderligere en møtrik. Når maskinen anbringes, skal<br />
der tages højde for de mål, der angives i skemaet i Kap. 1.<br />
4-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
28<br />
2040<br />
Følgende minimumkrav skal overholdes for at garantere, at maskinen fungerer<br />
korrekt:<br />
H nettets spænding/frekvens: Man skal holde sig til de værdier, der er angivet på<br />
spindelmotorens typeplade;<br />
H arbejdstryk: ikke under 6 Bar og ikke over 8 Bar;<br />
H omgivende temperatur: fra - 10 til + 50 grader C;<br />
H relativ fugtighed: ikke over <strong>90</strong> %;<br />
H belysning af lokalet ikke under 500 Lux.<br />
Maskinen er allerede beskyttet mod spændingsudsving i nettet, men god drift<br />
sikres ved en stabil spænding, som ikke må svinge med mere end 10%.<br />
850
Stykliste<br />
29 Installation af maskinen<br />
Versione 7EP<br />
Inden den egentlige installation af maskinen skal man foretage en kontrol af alt<br />
standard--- og ekstraudstyr. <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> båndsaven med 2 HASTIG-<br />
HEDERÀ leveres som standard med følgende udstyr:<br />
SPECIFIKATIONER HR MR LR<br />
Transmission med høj ydelse i to trin, i oliebad n<br />
Motor med 6 poler ved <strong>90</strong>0 o/m med dobbelt remtransmisison n<br />
Motor med 2 poler ved 2800 o/m med dobbelt remtransmisison n<br />
Klinge HSS til stål n<br />
Klinge HSS ø 300 x 32 x 2,5 til messing, kobber og bronze n<br />
Klinge med elektrosvejede skiver i hårdt metal ø 300 x 32 x 3,4<br />
n<br />
Skab til elektrisk og elektronisk apparatur med fuldt identificérbar kabelføring n n n<br />
Kontrol--- og aktiveringssystemer beskyttet mod elektriske og elektromekaniske fænomener<br />
ved ind--- og udgang<br />
n n n<br />
Betjeningspanel med lavspænding: membrantastatur i polyester med varmeformede taster,<br />
der er berøringsfølsomme, samt lydsignal ved aktivering<br />
n n n<br />
Display med 40 tegn x 16 linjer til visning af teknologiske parametre: antal programmerede<br />
og udførte snit, klingetykkelse, fremført mål for hver fremadgående bevægelse, skæringstid,<br />
amperemeter, visning af diagnostik--- og advarselsmeddelelser (ca. 80) i det anvendte sprog<br />
n n n<br />
Programmering af grænserne for hovedets vandring fra betjeningspanelet på basis af målene<br />
på den stang, der skal skæres<br />
n n n<br />
Børste til rengøring af klingen og regulérbar efter de forskellige diametre n<br />
Automatisk kontrol af skærekraften med en servoventil monteret direkte på cylinderen n n n<br />
Pistol til vask af arbejdsbordene n<br />
Spånopsamler forberedt til et udsugningsanlæg n n<br />
Lydsignal og blinkende lys i tilfælde af maskinstop n n n<br />
Fremføringsaggregat med skridtmotor med snekkedrev og recirkulering af kugler (længde<br />
1000 mm) med fremføring på op til <strong>90</strong>00 mm/min<br />
n n n<br />
Maksimal reststykke af stangen, der ikke kan fremføres 70 mm n n n<br />
Vippende fremføringsskruestik til fremføring af deformerede stænger n n n<br />
Kar til opsamling af kølevæske i soklen samt bakke til opsamling af spåner, der kan udskiftes<br />
med en motordreven spånopsamler (ekstraudstyr)<br />
n<br />
Bakke til opsamling af spåner n n<br />
Elektrisk pumpe til smøring og køling af klingen n<br />
Automatisk anordning til køling af klingen men kun i funktion, når der skæres n n<br />
Maskine forberedt til transport på transpallet n n n<br />
Nøgler, brugsvejledning samt vejledning i bestilling af reservedele på det anvendte sprog n n n<br />
4-5
MEP S.p.A.<br />
TILBEHØR HR MR LR<br />
Elektronisk hastighedsvariator (inverter) 20÷80 o/m n<br />
Motordreven spånopsamler n<br />
Rund savklinge HSS DMO 5 300x32x2,5 n n<br />
Rund savklinge HSS DMO 5 275x32x2,5 til profiler n<br />
Rund savklinge HSS DMO 5 250x32x2,5 til profiler eller massive materialer n<br />
Tilpasningsanordning til rullebord på aflægningssiden n n n<br />
5---liters dåse med emulgeringsolie n n n<br />
Udsugningsanlæg n n<br />
Rund savklinge HM 300x32x3,4 med elektrosvejsede skiver n<br />
Ekstra betjeningspedal med nødstopanordning* n n n<br />
Indføring af stænger via en MEP slisk for øget produktion (CB6000)* n n n<br />
*TILBEHØR EFTER FORESPØRGSEL<br />
Posen med tilbehør til model LR anbringes inde i maskinen inden emballeringen,<br />
og herefter følger listen over dens indhold:<br />
H 3, 4, 5, 6, 8, 10 mm sekskantnøgler;<br />
H nøgle med mm 19 åbning;<br />
H målestok til målsnit Ø 20 mm med gaffel og udløserarm Ø 8 mm + VCE stift<br />
M8x35;<br />
H rullearm til at optage snitprofilerne og for tilslutning af rullebord på indlægningssiden;<br />
H brugs - og vedligeholdelsesvejledning.<br />
Posen med tilbehør til model MR og HR anbringes inde i maskinen inden<br />
emballeringen, og herefter følger listen over dens indhold:<br />
H 4, 5, 6, 8 mm sekskantnøgler;<br />
H nøgle med mm 17, 36 åbning;<br />
H målestok til målsnit Ø 20 mm med gaffel og udløserarm Ø 8 mm + VCE stift<br />
M8x35;<br />
H rullearm til at optage snitprofilerne og for tilslutning af rullebord på indlægningssiden;<br />
H brugs - og vedligeholdelsesvejledning.<br />
4-6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
30
Tilslutning af trykluft<br />
31 Installation af maskinen<br />
Versione 7EP<br />
Detanbefales,atmanforatopnådenbedstmuligeofvedvarendedrift,tilslutter<br />
maskinen til et anlæg med de nedenforangivne egenskaber.<br />
FORKLARING<br />
1 - INFØRINGSRØR<br />
2 - KONDENSBEHOLDER<br />
3 - AFLØBSHANE<br />
4 - LUFTFILTER<br />
5 - AFLØBSHANE<br />
6 - FORBINDELSESRØR<br />
Tilslutning af elektricitet<br />
Inden maskinen tilsluttes elektricitetsnettet, skal man sikre sig, at stikkontakten<br />
ikke er serieforbundet med andre værktøjsmaskiner. Dette krav er fundamentalt<br />
for at sikre en god drift af maskinen.<br />
Tilslutning til elektricitetsnettet skal ske på følgende måde:<br />
" Maskinens fødeledning sluttes til en stikprop, der er egnet til den stikkontakt,<br />
man har besluttet sig til at benytte. (EN 60204---1; par. 5.3.2)<br />
TILSLUTNING FOR ANLÆG MED ”5-TRÅDS-NULLEDNING”<br />
R=L1<br />
S=L2<br />
T=L3<br />
PE = GND<br />
N = NULLEDNING<br />
TILSLUTNING FOR ANLÆG MED ”4-TRÅDS-NULLEDNING”<br />
R=L1<br />
S=L2<br />
T=L3<br />
PE = GND<br />
6<br />
2<br />
3<br />
1<br />
4<br />
5<br />
4-7
MEP S.p.A.<br />
Vigtigt<br />
I anlæg med nulledning er det nødvendigt at passe meget på, at tilslutningen<br />
af den blå nulledning er rigtig, for hvis den forbindes til en faseledning, aflader<br />
den fasespændingen på det forbundne udstyr ved spænding: fase - nulledning.<br />
" Før man sætter ledningen i stikkontakten, skal man sikre sig, at spændingen i<br />
nettet er den samme som den, maskinen er indstillet til.<br />
" Sæt maskinen under spænding ved at dreje på hovedafbryderen på bagsiden i<br />
højresideafelskabet;<br />
" tryk på tasten ON på betjeningspanelet;<br />
" tryk 2 gange på RESET---knappen.<br />
4-8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
32<br />
VOLT ?<br />
VOLT ?<br />
Denne procedure med tryk på tasten ON og 2 gange på RESET---knappen<br />
foretages, hver gang maskinen tændes.<br />
Sørg for, at klingens rotationsretning er korrekt. Dette undersøges på følgende<br />
måde:<br />
" sørg for, at maskinen ikke er i nødstop (den runde røde knap er aktiveret). I<br />
modsat fald sættes nødstop ud af funktion og der trykkes på RESET---knappen;
Versione 7EP<br />
" indstil regulatoren for savhovedets nedgang ved hjælp af den tilhørende vælger;<br />
" for model LR skal man også vælge klingehastigheden ved hjælp af knappen<br />
hare eller skildpadde;<br />
" savbladet startes enten med startknappen på kontrolpanelet eller med pedalkontakten<br />
(hvis maskinen er forsynet hermed).<br />
" hvis de hidtidige trin har fungeret tilfredsstillende, starter savbladsmotoren,<br />
og savbladet begynder at arbejde.<br />
33 Installation af maskinen<br />
4-9
MEP S.p.A.<br />
Vigtigt<br />
Man skal undersøge, om savbladet løber den rigtige vej, som vist i figuren.<br />
Hvis det ikke gør det, skal man vende om på de to faseledningers fødeindgang<br />
på maskinen.<br />
Båndsaven er nu parat til at begynde på det arbejde, den er beregnet til. Hvad<br />
angårdriften,henviservitilkapitel5,hvorallemaskinensfunktionererforklaret<br />
idetaljer.<br />
4-10 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
34
Beskrivelse af<br />
maskinens funktion<br />
Beskrivelse af betjeningspanel<br />
5<br />
I dette kapitel gennemgås alle maskinens funktioner. Der er en beskrivelse af alle<br />
kontakter og dele på betjeningspanelet.<br />
Betjeningskonsollen findes inden i betjeningspanelet, en boks med en beskyttelsesgrad<br />
på IP 54 mod støv og fugt beregnet til at forhindre enhver art af overlagt<br />
indgreb. Betjeningspanelet, der kan drejes ved hjælp af to led, kan anbringes, så<br />
operatøren kan arbejde bekvemt og under helt sikre forhold.<br />
På nedenstående figur ses betjeningspanelet på <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> model<br />
LR:<br />
5-1
MEP S.p.A.<br />
På nedenstående figur ses betjeningspanelerne på <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> model<br />
MR og HR:<br />
Oversigt over betjeningspanelets tastatur<br />
Tast til påbegyndelse: gør maskinen<br />
funktionsdygtig<br />
Kommando til at åbne fødeaggregat--skruestikken<br />
Ekstraudstyr til model LR: elektronisk<br />
hastighedsvariator (inverter). Potentiometer<br />
til valg af klingens omdrejningshastighed:<br />
fra 20 til 45 o/m for 1. hastighed<br />
og fra 45 til 80 o/m for 2. hastighed.<br />
STOP---knap: standser kun maskinen i<br />
automatic cyclus<br />
På modellerne LR vælges den lave hastighed<br />
(skildpadde)<br />
Kommando til at lukke fødeaggregat--skruestikken<br />
RESET---tast: afhjælper et nødstop eller<br />
en kommandoinkongruens<br />
Startknap: starter skærecyklussen<br />
Fravalg af hastighed (nul)<br />
På modellerne LR vælges den høje hastighed<br />
(hare)<br />
5-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
36
Potentiometer til valg af savhovedets<br />
nedgangstid<br />
Funktionstast<br />
Loade program x<br />
Bevæge cursoren<br />
Lagring af dataene<br />
Lagring af programmerne<br />
Programvalg<br />
Lagring af parametrene<br />
Kør fødeaggregat---slæden frem manuelt<br />
Tast til bevægelse af hovedet i øverste<br />
position<br />
37 Beskrivelse af maskinens funktion<br />
Versione 7EP<br />
Funktionstast<br />
---I driftsarten ”automatik” loader man ved<br />
hjælp af denne tast modus ”programmering”<br />
eller vender tilbage til ”udfØrelse”.<br />
---I driftsarten ”programmering” bruger man<br />
denne tast til at skifte mellem skærmbillederne<br />
”snitprogrammering” og ”programvalg”<br />
Funktionstast:<br />
---I driftsarten ”automatik” sletter man ved<br />
hjælp af denne tast det sidst udførte program<br />
og loader det nye program til udførelse.<br />
---I driftsarten ”programmering” kan man slette<br />
lagrede eller forkert indlæste data.<br />
---I forbindelse med indlæsningen af snit--- og<br />
maskin---parametre kan man slette lagrede eller<br />
forkert indlæste data<br />
Kør fødeaggregat---slæden tilbage manuelt<br />
Tast til bevægelse af hovedet i nederste<br />
position<br />
Lukning af saveskruestik Åbning af saveskruestik<br />
NjDSTOPKNAP: når man trykker på<br />
denne knap, afbrydes alle maskinens<br />
operationer straks. Nødstopknappen genetableres<br />
ved at dreje aktuatoren 45<br />
Sprøjt med smøre---/kølevæske fra haner<br />
kun når cyklussen er i gang (på model<br />
LR)<br />
Knap til lagring af FCTI (Endestop hoved<br />
tilbage)<br />
Spånopsuger i manuel funktion (ekstraudstyr<br />
til model MR og HR)<br />
Sprøjt med smøre---/kølevæske fra sprøjtepistolen<br />
og med standset maskine (på<br />
model LR)<br />
Ingen sprøjt med smøre---/kølevæske (på<br />
model LR)<br />
Knap til lagring af FCTA (Endestop hoved<br />
fremad)<br />
Spånopsuger deaktiveret (ekstraudstyr<br />
til model MR og HR)<br />
5-3
MEP S.p.A.<br />
Spånopsuger i automatisk funktion (ekstraudstyr<br />
til model MR og HR)<br />
Spånopsamler deaktiveret (ekstraudstyr<br />
til model LR)<br />
Decimalpunktum til indlæsning af taloplysninger<br />
som tiendedel millimeter eller<br />
tusindedel tommer i forbindelse med<br />
programmeringen af parametre og snitmål.<br />
F0: Funktionstast<br />
I driftsarten ”automatik” kan man ved<br />
hjælp af denne tast skifte fra ”enkelt” til<br />
”flergangs” programmering<br />
F2: Funktionstast ude af drift<br />
F4: Funktionstast<br />
På skærmbilledet ”hovedmenu” kan man<br />
ved hjælp af denne tast vælge driftsarten<br />
”automatik”<br />
F6:Funktionstast<br />
---På skærmbilledet ”hovedmenu” kan man ved<br />
hjælp af denne tast vælge driftsarten ”diagnose”.<br />
--- Kommando til ”nulpunkt --- indstilling”.<br />
---I driftsarten ”automatik” er tast---funktionen<br />
”step=LÆNGDEKONTROL”<br />
F8: Funktionstast<br />
Muliggør indlæsningen af ”savklingens<br />
tykkelse” i driftsarten ”automatik”<br />
Spånopsamler i manuel funktion (ekstraudstyr<br />
til model LR)<br />
Spånopsamler i automatisk funktion (ekstraudstyr<br />
til model LR)<br />
Valg af startmetode til skærecyklussen<br />
F1: Funktionstast<br />
Nårmaskinentændes,giverdenmulighed<br />
for indstilling af opsætningsparametre<br />
F3: Funktionstast<br />
På skærmbilledet ”hovedmenu” kan man<br />
ved hjælp af denne tast vælge driftsarten<br />
”halvautomatik”<br />
F5: Funktionstast<br />
Nulstiller tælleren af den samlede savetid<br />
i driftsarten ”halvautomatik”<br />
F7: Funktionstast<br />
I “automatisk” funktion kan man vælge<br />
“enkelt cyklus” eller “cyklus til skift af<br />
kurv” eller “kontinuerlig cyklus”<br />
F9: Funktionstast<br />
---Muliggør skiftet fra det første skærmbillede<br />
til billedet ”nulstilling”.<br />
---Skift fra ”nulstilling” til ”hovedmenu”.<br />
---Tilbagevenden til ”hovedmenu”<br />
EKSTRA --- FODBETJENINGSPANEL I maskinens normale funktion aktiveres<br />
den ved skærecyklusstart eller ved nødstop.<br />
5-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
38
Versione 7EP<br />
Grundlæggende bemærkninger vedrørende udførelsen af en skærecyklus<br />
39<br />
Bevægelse af savhovedet<br />
På model <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> kan man bevæge savhovedet med knapperne til<br />
hævningogsænkningiHPS(HeadPositioningSystem),somfindesioversigten<br />
over betjeningspanelet i dette kapitel.<br />
Tast til hævning af<br />
savhovedet Y+<br />
Manøvrering af fremføringsenheden<br />
Tast til sænkning af<br />
savhovedet Y -<br />
Man kan manøvrere fremføringsenheden med tasterne angivet nedenfor.<br />
Tast for fremad X+ Tast for bagud X -<br />
Blokering af arbejdsstykket<br />
Åbning eller lukning af saveskruestikken og fremføringsskruestikken foretages<br />
ved at trykke på de pågældende taster på betjeningspanelet:<br />
Tast til lukning af saveskruestikken<br />
Tast til lukning af fremføringsskruestikken<br />
Tast til åbning af saveskruestikken<br />
Tast til åbning af fremføringsskruestikken<br />
5-5
MEP S.p.A.<br />
Dog skal følgende fremgangsmåde altid anvendes for at fastholde materialet, der<br />
skal bearbejdes:<br />
" kontrollér, at arbejdsstykkets dimensioner ligger inden for maskinens opgivne<br />
skærekapacitet;<br />
" sørg for, at arbejdsstykket er tilstrækkelig understøttet på begge sider af maskinen;<br />
" anbring skruestikken 2 3 mm fra arbejdsstykket med håndhjulet, og luk<br />
skruestikken med den tilhørende tast på betjeningspanelet;<br />
2--3 mm<br />
" tryk på kontakten til lukning af skruestikken;<br />
" manskalsikresig,atarbejdsstykketergodtblokeretvedatprøveatbevæge<br />
det med hånden, da skruestikkens cylinder kun har en vandring på 8 mm.<br />
Forsyning af smøre -/kølevæske<br />
På maskinmodel LR kan man vælge funktionsmetode for kølevæsken ved hjælp<br />
af de tilhørende knapper på betjeningspanelet:<br />
På model MR og HR tilflyder kølevæsken i det øjeblik, hvor klingen begynder at<br />
dreje rundt, takket være en pneumatisk trykreduktionsmekanisme.<br />
5-6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
40
41<br />
Versione 7EP<br />
" For at regulere flowet af smøre---/kølevæske på de tre modeller skal man dreje<br />
på hanen placeret på bagsiden af savklingens afskærmning.<br />
Teknologiske kontrolparametre<br />
I følgende tabel ses de teknologiske kontrolparametre, der vises på displayene<br />
over arbejdcyklusserne Halvautomatisk, Automatisk og Automatisk Loop.<br />
X =1000,5 Kvota for X---aksen (position for fremføringsvognen)<br />
θ =00,00 Anvendes ikke<br />
W =000.0 Anvendes ikke<br />
F=0 Anvendes ikke<br />
S= Anvendes ikke<br />
Kg=000 Anvendes ikke<br />
DL=0 Anvendes ikke<br />
SL=2,5 Klingetykkelse (afhænger af maskinmodel)<br />
AM=5,8 Maks. strømforbrug klingemotor<br />
A =0,7 Amperemeter<br />
T =00,00 Tid for delvist snit<br />
TT=00,00 Totaltid for brug af maskinen i skærefasen<br />
Checkliste forud for skærecyklus<br />
For at kunne arbejde i fuld sikkerhed anbefales det, at operatøren foretager et<br />
check af apparatet i henhold til listen og kontrollerer:<br />
" at skiveafskærmningen dækker værktøjet helt, når der ikke foregår nogen<br />
skæring;<br />
" at arbejdsstykket sidder godt fast;<br />
" at savbladets tænder svarer til det materiale, der skal skæres i;<br />
" at den valgte hastighed svarer til det materiale, der skal skæres i;<br />
" at alle afskærmninger er på plads og lukket;<br />
" niveauet for smøre---/kølevæske og aktivering af elektropumpen;<br />
" at nedgangshastigheden for klingen er korrekt.<br />
5-7
MEP S.p.A.<br />
Start af maskinen<br />
Ved tænding udfører maskinen startproceduren:<br />
" For at fortsætte skal der trykkes på tasten ON.<br />
" Tryk 2 gange på RESET.<br />
Displayet viser “SKÆRMBILLEDET” for introduktion og igangsættelse.<br />
" For at fortsætte skal der trykkes på tasten F9.<br />
" Displayet foreslår, at man foretager “NULSTILLING”. For at starte operationen<br />
skal man trykke på tasten F6. For at gå videre til hovedmenuen skal<br />
man trykke på tasten F9.<br />
Under Nulstilling viser displayet meddelelsen “NULSTILLING I GANG”, der<br />
forbliver synlig, til proceduren er gennemført. Mens maskinen går igennem<br />
nulstillingsproceduren, er kun “NØDSTOP”---funktionen aktiv.<br />
" Efter “NULSTILLINGS”---proceduren viser displayet “KVOTE FOR START<br />
PÅ TÆLLING” for X---aksen. Tryk på F9 for at fortsætte.<br />
5-8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
42
Halvautomatisk funktionscyklus<br />
43<br />
Versione 7EP<br />
" Fra hovedmenuen trykkes der på F3 for at få adgang til arbejdsfunktionen:<br />
“HALVAUTOMATISK”.<br />
HOVEDMENU<br />
F3 = HALVAUTOMATISK<br />
F4 = AUTOMATISK<br />
F5 = AUTOMATISK-LOOP<br />
F6 = DIAGNOSTIK<br />
F9 = NULSTILLINGSMENU<br />
" Displayet viser skærmen for cyklussen “HALVAUTOMATISK”.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYKLUS UNDER UDFØRELSE<br />
HALVAUTOMATISK<br />
F9 = HOVEDMENU<br />
F5 = RESET TT<br />
Teknologiske kontrolparametre<br />
X =1000,5 Anvendes ikke<br />
θ =00,00 Anvendes ikke<br />
W =000.0 Anvendes ikke<br />
F=0 Potentiometer til regulering af hovedets nedgangshastighed<br />
S= Anvendes ikke<br />
Kg=000 Anvendes ikke<br />
DL=0 Anvendes ikke<br />
SL=2,5 Savbladstykkelse<br />
AM=5,8 Klingemotorens strømforbrug<br />
A =0,7 Amperemeter<br />
T =00,00 Tid for delvist snit<br />
TT=00,00 Totaltid for brug af maskinen i skærefasen<br />
5-9
MEP S.p.A.<br />
Observera!<br />
Fastspænding af arbejdsstykket<br />
" Åbn skruestikken ved at dreje håndhjulet mod uret og anbring arbejdsstykket<br />
mellem indspændingskæberne.<br />
" Nærm de bevægelige kæber til en afstand af 2÷3 mm fra arbejdsstykket ved<br />
at dreje håndhjulet med uret.<br />
2 --- 3 mm<br />
" Blokerer arbejdsstykket ved at aktivere den pneumatiske blokering af afhugningsskruestikken<br />
med et tryk på knappen “ lukning af afhugningsskruestikken”.<br />
" Kontrollér, at arbejdsstykket faktisk er fastspændt!<br />
Arbejdsstykket kan fremstå som ikke blokeret, fordi skruestikken allerede var i<br />
lukkeposition via det pneumatiske stempel. I så fald skal man gentage operationen,<br />
dvs. åbne skruestikken med den tilhørende knap, tilnærme den<br />
bevægelige indspændingskæbe yderligere til arbejdsstykket og blokere igen<br />
med knappen for lukning, mens man tager i betragtning, at vandringen for det<br />
pneumatiske stempel er ca. 8 mm.<br />
5-10 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
44
45<br />
Regulering af savevandring<br />
Versione 7EP<br />
" Efter at have fastspændt arbejdsstykket skal man regulere savevandringen.<br />
Når der trykkes på tasten for sænkning af savehovedet, sænkes hovedet automatisk.<br />
" Hold den nedtrykket, til klingen befinder sig 5/10 mm fra materialet, der skal<br />
bearbejdes.<br />
" Gem positionen for FCTI (Endestop hoved tilbage) ved at trykke på knappen<br />
for lagring af endestop hoved tilbage.<br />
" Når der er trykket på knappen for lagring af FCTI, vises det tilsvarende symbol<br />
på skærmen, der angiver, at lagring har fundet sted.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYKLUS UNDER UDFØRELSE<br />
HALVAUTOMATISK<br />
F9 = HOVEDMENU<br />
F5 = RESET TT<br />
FCTI<br />
" Endestoppet for hoved fremad FCTA genetableres efter endt skæring.<br />
5-11
MEP S.p.A.<br />
Observera!<br />
Observera!<br />
Forberedelse til skæring<br />
" Vælg en hastighed (model HR og MR har kun én hastighed).<br />
For model LR skal man vælge et hastighedsområde ved hjælp af potentiometeret<br />
til regulering af skærehastighed (ekstraudstyr inverter).<br />
" På model LR skal man vælge væsken til automatisk funktion ved at trykke på<br />
den tilhørende knap. Valget vises, ved at kontrollampen på knappen tænder.<br />
" Regulér potentiometeret for hovedets nedgangshastighed til “0” for at undgå<br />
starter ved uønskede hastigheder.<br />
Snit<br />
" Nu kan der trykkes på tasten “START” enten fra betjeningspanelet eller fra<br />
pedalen (ekstraudstyr) for at starte arbejdscyklussen;<br />
" start arbejdscyklussen.<br />
Nu kan man regulere de to parametre, der påvirker savningen, på basis af materialetypen:<br />
savklingens omdrejningshastighed og savhovedets nedgangshastighed<br />
ved hjælp af de tilhørende potentiometre på betjeningspanelet.<br />
Nu starter maskinen savklingen. Savecylinderen sættes under tryk, og smøre---/kølevæsken<br />
starter med at flyde til.<br />
5-12 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
46
47<br />
Observera!<br />
Versione 7EP<br />
I denne fase slettes punktet FCTA, hvis man trykker på knappen for nedgang<br />
af hoved.<br />
" Når maskinen når til afslutningen på skæringen, skal man lagre positionen for<br />
FCTA: det gøres ved at trykke på den tilhørende knap.<br />
" Efter at der er trykket på lagringstasten for FCTA, kommer det tilsvarende<br />
symbol frem på displayet og angiver, at lagring er sket.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYKLUS UNDER UDFØRELSE<br />
HALVAUTOMATISK<br />
F9 = HOVEDMENU<br />
F5 = RESET TT<br />
" Samtidigt standser savklingen, og savhovedet vender tilbage til positionen for<br />
start på savning (FCTI).<br />
" Når savhovedet når til positionen for start på savningen, ses det tilsvarende<br />
symbol for positionen FCTI på displayet.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
FCTA<br />
CYKLUS UNDER UDFØRELSE<br />
HALVAUTOMATISK<br />
F9 = HOVEDMENU<br />
F5 = RESET TT<br />
" Den næste maskinoperation vil være automatisk at åbne afhugningsskruestikken.<br />
Maskinen er klar til at udføre en ny arbejdscyklus.<br />
FCTI<br />
5-13
MEP S.p.A.<br />
Automatisk funktionscyklus<br />
PROGRAM<strong>DA</strong>TA<br />
" Vend tilbage til hovedmenuen for at skifte arbejdsfunktion. For at vende tilbage<br />
til “HOVEDMENU” skal der trykkes på “F9”.<br />
HOVEDMENU<br />
F3 = HALVAUTOMATISK<br />
F4 = AUTOMATISK<br />
F5 = AUTOMATISK-LOOP<br />
F6 = DIAGNOSTIK<br />
F9 = NULSTILLINGSMENU<br />
" Tryk på tasten “F4” for at gå videre til “AUTOMATISK” skærecyklus.<br />
" Skærmbilledet “AUTOMATISK” viser de parametre, der blev indstillet til<br />
den foregående arbejdscyklus.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
10 512,8 2343<br />
ENKELT CYCLUS<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
SNIT<br />
PROG. NR. = Når man går ind på skærmbilledet for “AUTOMATISK” cyklus, er det<br />
viste programnummer nummeret for det senest lagrede program, uafhængigt af om<br />
dette er blevet helt eller delvist udført eller kun registreret. Kontrolenhedens hukommelse<br />
kan lagre 32 programmer plus det enkelte program. Sidstnævnte program benævnes<br />
med forkortelsen “0”.<br />
MÅL = På samme måde som i situationen ovenfor er også den viste værdi for “MÅL”<br />
den for det senest lagrede program. Kontrolenhedens hukommelse giver mulighed for<br />
at lagre snitlængder på op til 9999.9 mm. Indstillingen af snitlængde kan programmeres<br />
med en præcision på en tiendedel millimeter. PRÆCISION ±0,1 mm 0÷500 mm<br />
PROG. SNIT = Også for antallet af “PROGRAMMEREDE SNIT” gælder betragtningerne<br />
fra de foregående data. For hvert program kan man indstille et maksimalt<br />
antal snit på 9999 stk.<br />
UDFØRTE SNIT = Antallet af “UDFØRTE SNIT” vist på skærmen svarer til det<br />
faktisk udførte antal, før sidste gang maskinen blev slukket. Det forbliver i hukommelsen,<br />
indtil det ændres af yderligere udførte snit med det samme program, eller bliver<br />
nulstillet eller ændret af et nyt program.<br />
5-14 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
48
TASTER FOR AKTIVE<br />
FUNKTIONER I DEN<br />
AUTOMATISKE CYK-<br />
LUS<br />
49<br />
Versione 7EP<br />
F0 = ENKELT PROGRAM: Når man trykker på denne tast, kommer man ind i det<br />
enkelte program. Med denne option kan man programmere direkte på arbejdsskærmen.<br />
Det enkelte program består af 1 MÅL og 1 MÆNGDE snit til udførelse. Denne<br />
mulighed er blevet tilføjet for at undgå mange programmeringer, når der ikke er behov<br />
for det.<br />
F9 = HOVEDMENU: når man trykker på denne tast, vender man tilbage til valgmenuen<br />
for arbejdscyklusser.<br />
F8 = BÅNDTYKKELSE: med denne option gives der adgang til programmering af<br />
“BÅNDTYKKELSE”. Denne parameter er meget vigtig, da vores system til<br />
fremføring af stænger arbejder ”nulstillet”, hvorfor værdien af gnidningen genereret af<br />
klingen skal lægges til det mål, der skal opnås på arbejdsstykket. Sammenlægningen og<br />
den efterfølgende opdeling i det nødvendige antal vandringer for at opnå det korrekte<br />
mål udføres alene af kontrolenheden.<br />
F7 = ENKELT/FORTSAT CYKLUS: denne funktion forstås bedre, hvis man kalder<br />
“ENKELT CYKLUS” for “SKIFT AF KASSE”. I praksis giver denne option ved programmering<br />
af flere mål og stykker på den samme stang muligheden for ikke at blande<br />
dem sammen, da maskinen kan standses efter udførelsen af hvert program.<br />
Anbringelse og fastspænding af arbejdsstykket<br />
I begyndelsen kan maskinen befinde sig i en hvilken som helst konfiguration, og<br />
det første man skal gøre er således at forberede maskinen til fremføring af det<br />
materiale, der skal skæres:<br />
" bring savhovedet til endestoppet hoved tilbage ved hjælp af knappen for manuel<br />
hævning af savhovedet.<br />
" Åbn afhugningsskruestikken og fremføringsskruestikken ved at dreje på de to<br />
håndhjul. Tilpas derefter positionen for antigratmekanismen som angivet med<br />
pilen.<br />
" Efter at have udført denne anden operation skal man kontrollere, om det<br />
pneumatiske stempel befinder sig i åbningspositionen. Til det formål skal<br />
man anvende knapperne til åbning af afhugningsskruestikken og fremføringsskruestikken.<br />
5-15
MEP S.p.A.<br />
Det anbefales at afprøve tasternes funktion flere gange for bedre at forstå deres<br />
funktion.<br />
" Den anden række af operationer vedrører fremføringen af det materiale, der<br />
skal skæres: anbring materialet mellem indspændingskæberne på skruestikkerne,<br />
og før den ene ende frem under savklingen, så der kan foretages en<br />
registreringsskæring som start på arbejdet.<br />
" Efter at have anbragt arbejdsstykket anbringes saveskruestikkens og fremføringsskruestikkens<br />
“bevægelige kæber” 2÷3 mm fra arbejdsstykket.<br />
" blokér arbejdsstykket, og aktivér de automatiske, pneumatiske skruestikker<br />
med de to knapper for lukning af skruestikker;<br />
" kontrollér, om arbejdsstykket er blokeret;<br />
for at undgå deformationer i tilfælde af rør med tynde vægge eller utilstrækkelig<br />
lukkekraft i skruestikkerne til specielt hårde materialer eller leddelt materiale<br />
kan man regulere trykket i skruestikkerne med regulatoren indvendigt i soklen.<br />
5-16 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
50
51<br />
Forberedelse af skæringen<br />
Versione 7EP<br />
" Efter at have blokeret arbejdsstykket skal savevandringen reguleres, og positionen<br />
endestop hoved tilbage (FCTI) skal lagres: anbring savhovedet ved arbejdsstykket<br />
ved hjælp af knappen for nedgang af hovedet.<br />
" Gem positionen for start på skæring som FCTI ved at trykke på lagringsknappen<br />
Endestop hoved tilbage. På displayet vises symbolet FCTI øverst til højre.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSEFCTI<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
10 512,8 2343<br />
ENKELT CYCLUS<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
SNIT<br />
Programmering af snit<br />
Efter at have anbragt og blokeret materialet til bearbejdning, skal man anbringe<br />
savhovedet i punktet FCTI (Endestop hoved tilbage), indstille kvoten for skæring<br />
angivet på displayet under “Mål” samt antallet af stykker, der ønskes udført<br />
“Prog. skæring”.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSEFCTI<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
10 512,8 2343<br />
ENKELT CYCLUS<br />
θ PROG.<br />
RUN/PROG=PROGRAMMERING<br />
SNIT<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
UDFØRTE<br />
F8 = BÅNDTYKKELSE SNIT<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
5-17
MEP S.p.A.<br />
Med “program for skæring” menes indstillingen af følgende parametre:<br />
H PGRNR. = PROGRAMNUMMER: den værdi identificerer hvert eksisterende program<br />
og kan indtastes i tilfælde af, at man ønsker at vælge et tidligere registreret<br />
program, eller man kan acceptere det nummer, som styreenheden foreslår i<br />
rækkefølge, for at indtaste et nyt program.<br />
H MÅL= ARBEJDSSTYKKERNES MÅL: Denne værdi indstilles ved hjælp af de<br />
numeriske taster i mm og tiendedele mm, eller i tommer og tusindedele tommer, og<br />
den svarer til det valgte program.<br />
H PROGRAMMEREDE SKÆRINGER = ANTALLET AF STYKKER DER SKAL<br />
SKÆRES FOR HVERT MÅL: denne mængde indstilles ved hjælp af de numeriske<br />
taster, og den relaterer til PGRNR. og til det valgte MÅL.<br />
Maskinens kontrolenhed giver to muligheder for programmering af snit:<br />
H ENKELT PROGRAM: Denne option giver mulighed for at programmere direkte<br />
på arbejdsskærmbilledet og indstille målet og antallet af stykker, som skal opnås af<br />
stangen under bearbejdning.<br />
H MULTIPROGRAMMERIBG: Med dette programmeringssystem kan man indstille<br />
32 skærelængder og de tilhørende antal stykker, der skal skæres i hver kvote. Herudover<br />
kan man med valg af programmerne bestille dem på en sådan måde, at man<br />
får sekvenser af skæringer med forskellige mål på den samme stang.<br />
Enkelt program<br />
" For at få adgang til programmeringen af mål og antal stykker i “enkelt program”<br />
skal man trykke på knappen F0.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" Efter at der er trykket på tasten “F0”, foreslår displayet:<br />
PGR.NR. 0<br />
MÅL Seneste programmerede mål<br />
PROG. SNIT Seneste programmerede mængde<br />
UDFØRTE SNIT Resten af den senest udførte skæring. Herudover vises i<br />
den første underboks på lys baggrund typen af det anvendte program: “PGR.<br />
ENKELT”. For at få adgang til programmering skal man trykke på tasten:<br />
RUN/PROG.<br />
5-18 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
52<br />
FCTI
53<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
Versione 7EP<br />
" Når der er trykket på tasten “RUN/PROG”, bliver baggrunden for skriften<br />
for måleangivelsen mørk, hvilket betyder, at man kan ændre på værdien. For<br />
at indstille den nye mål er det nok at skrive tallene med de “NUMERISKE<br />
TASTER”. Man kan f.eks. skrive målet “<strong>90</strong>5.7”. Der skal således i rækkefølge<br />
trykkes på tasterne: “9” “0” “5” “.” “7”<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" Når man trykker på de numeriske taster, vises numrene fra højre til venstre.<br />
Hvis man under skrivningen af målene laver en fejl, kan man trykke på knappenSLET,dersletterdetskrevneogforeslår0.0.Nårindtastningenafmåler<br />
færdig, skal man trykke på knappen ENTER. Med denne operation får man<br />
et dobbelt resultat:<br />
1) lagringen af de nye data.<br />
2) skift til mørk baggrund for “PROG. SKÆRINGER” således at man kan<br />
programmere det nødvendige antal skæringer.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
5-19
MEP S.p.A.<br />
Observera!<br />
" Med den mørke baggrund på ”PROG. SKÆRINGER” skal man indtaste det<br />
antal stykker, man ønsker at opnå, ved at trykke på de numeriske taster som i<br />
foregående operation. Skriv ”100” ved at trykke i rækkefølge på tasterne: ”1”<br />
”0” ”0”, og tryk derefter atter på knappen: ENTER. Med denne operation får<br />
man et dobbelt resultat:<br />
1) lagringen af de nye data.<br />
2) skiftet til mørk baggrund for ”MÅL”.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" Programmeringen er færdig. Tryk på knappen KjR/PGR for at vende tilbage<br />
til udførelse.<br />
Hver gang der trykkes på knappen SLET, vil tællingen af de hidtil udførte<br />
skæringer, med standset maskine i automatisk funktion ”enkelt program”, blive<br />
nulstillet.<br />
5-20 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
54<br />
FCTI<br />
" Når der er trykket på knappen KjR/PGR, forsvinder den mørke baggrund fra<br />
displayet, hvilket angiver, at maskinen er klar til at blive startet igen. For at<br />
bekræfte udførelsen af det nye program skal man trykke på knappen SLET,<br />
hvorved man opnår et dobbelt resultat:<br />
1) bekræftelsen på det program der skal udføres<br />
2) nulstilling af tællingen af hidtil udførte skæringer.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" Indtast værdien ”TYKKELSE AF SAVKLINGE”, der altid skal programmeres,<br />
når der skiftes værktøj. Det er nødvendigt at tilføje skæremålet til klingetykkelsen,<br />
fordi fremføringssystemet til stænger fungerer ved nulstilling af<br />
vognen, dvs. efter bearbejdningen befinder den sig til højre for klingen, og<br />
den værdi trækkes derfor fra den totale længde af det færdige stykke. Tryk på<br />
F8 for at indtaste denne værdi.
55<br />
KLINGETYKKELSE = 2.5<br />
VÆRKTJJETS LEVETID<br />
PROGRAMMERET = 1547<br />
RESTERENDE = 952<br />
MAKS.STRJM TIL KLINGEMOTOR<br />
SKILDPADDE 1. HAST. AMP. = 12.5<br />
HARE 2. HAST. AMP. = 0.0<br />
HAST. AP MPP HOVED = 1<br />
REGISTRERINGSM. FOR STANG= 170<br />
RUN/PROG = FOREGÅENDE MENU<br />
Versione 7EP<br />
" Når der er trykket på knappen F8, foreslår displayet at vise ”TYKKELSE AF<br />
SAVKLINGE”. For at indtaste den værdi skal man blot i rækkefølge trykke<br />
på de numeriske taster og decimaltegnet. For at lagre den nye værdi skal man<br />
atter trykke på knappen ”ENTER”. Naturligvis kan man rette eventuelle fejl<br />
med et tryk på knappen SLET. Ved afslutningen af den beskrevne operation<br />
skal man trykke på knappen KjR/PROG. for at vende tilbage til arbejdsskærmen.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" Nu kan bearbejdningen begynde. Maskinen har mulighed for at foretage kontrol<br />
af målet på det savede stykke: hvis man trykker på knappen F6 i det<br />
første underpanel, vises ordet: SKRIDT.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
5-21
MEP S.p.A.<br />
" Efter at man har trykket på knappen F6, gør maskinen følgende:<br />
--- START<br />
--- REGISTRERINGSKÆRING<br />
--- FREMFjRING AF STANGEN<br />
--- SKÆRING I AUTOMATISK CYKLUS<br />
--- STOP.<br />
I praksis gennemgår maskinen den første cyklus af operationer for at komme<br />
frem til at skære det første stykke efter mål. På denne måde kan man kontrollere<br />
målet på stykket og sikre præcisionen. Hvis målet er præcist, skal der<br />
atter trykkes på knappen F6 for at deaktivere kontrolcyklussen, og derefter<br />
trykkes der på START.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" I tilfælde af at målet ikke er præcist, kan man regulere på parameteren<br />
”TYKKELSE AF SAVKLINGEN” og indtaste den nødvendige korrigerende<br />
værdi. Skæringen gentages med aktiveret kontrolcyklus. I dette tilfælde gennemgår<br />
maskinen følgende operationer:<br />
--- START<br />
--- FREMFjRING AF STANGEN<br />
--- SKÆRING I AUTOMATISK CYKLUS<br />
--- STOP.<br />
Maskinen starter der, hvor den blev standset, og ændrer automatisk målet<br />
med den indstillede korrektion og stangen fremføres efter det nye mål. Kontrollér<br />
atter målet, og hvis det er korrekt, trykkes der på F6 for at fjerne<br />
”SKRIDT” og derefter på START.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
5-22 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
56<br />
FCTI<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT
57<br />
Observera!<br />
" Vælg en skærehastighed (model HR og MR har kun én hastighed).<br />
Versione 7EP<br />
For model LR skal man vælge et hastighedsområde ved hjælp af potentiometeret<br />
til regulering af skærehastighed (ekstraudstyr inverter).<br />
" På model LR skal man vælge væsken til automatisk funktion ved at trykke på<br />
den tilhørende knap. Valget vises, ved at kontrollampen på knappen tænder.<br />
" Potentiometeret for hovedets nedgangshastighed reguleres til “0” for at undgå<br />
starter ved uønskede hastigheder.<br />
5-23
MEP S.p.A.<br />
Observera!<br />
Skæring<br />
" Nu kan der trykkes på tasten “START” enten fra betjeningspanelet eller fra<br />
pedalen (ekstraudstyr) for at starte arbejdscyklussen;<br />
" start arbejdscyklussen.<br />
Nu starter maskinen savklingen. Savecylinderen sættes under tryk, og smøre---/kølevæsken<br />
starter med at flyde til. Nu kan man regulere de to parametre, der<br />
påvirker savningen, på basis af materialetypen: savklingens omdrejningshastighed<br />
og savhovedets nedgangshastighed ved hjælp af de tilhørende kommandoer på<br />
betjeningspanelet.<br />
I denne fase slettes punktet FCTA, hvis man trykker på knappen for nedgang<br />
af hoved.<br />
" Når maskinen når til afslutningen på skæringen, skal man lagre positionen for<br />
FCTA: det gøres ved at trykke på den tilhørende knap.<br />
5-24 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
58
59<br />
Observera!<br />
Versione 7EP<br />
" Når der er trykket på tasten til lagring af FCTA, viser displayet den tilsvarende<br />
forkortelse til angivelse af, at lagring er sket.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
FCTI<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" Herefter sørger maskinen for at hæve hovedet til punktet for FCTI, at<br />
fremføre materialet for at foretage en ny skæring efter den indstillede procedure:<br />
trinvist eller kontinuerligt.<br />
Hver gang maskinen færdiggør en skæring, opdateres antallet af ”UDFjRTE<br />
SKÆRINGER” med en enhed. Registreringsskæringen samt de skæringer, der<br />
foretages umiddelbart efter en nødtilstand, tælles ikke med.<br />
" Maskinen har to måder til standsning af det automatiske program:<br />
“SLUT PÅ STANGEN” “SLUT PÅ SNIT”<br />
I begge tilfælde skal man blot trykke på tasten<br />
RESET<br />
for at komme ud af situationen, hvorefter maskinen på ny er klar til at genstarte<br />
skæringen med et nye program eller med en ny stang. I begge tilfælde<br />
vises meddelelsen på displayet på lys baggrund.<br />
SLUT PÅ STANGEN<br />
SLUT PÅ SNIT<br />
TRYK PÅ RESET TRYK PÅ RESET<br />
5-25
MEP S.p.A.<br />
" Skæringer programmeret i “ENKELT PROGRAM” er fuldendt. Displayet<br />
viser den tilhørende meddelelse.<br />
SLUT PÅ SNIT<br />
TRYK PÅ RESET<br />
" Maskinen standser i positionen for start på snit.<br />
" Når der trykkes på knappen RESET, vender displayet tilbage til “arbejdsskærmbilledet”<br />
og viser dataene for det indtastede program. Tryk på<br />
SLET for at nulstille tidligere udførte skæringer.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 512,8 2343<br />
ENKELT PROGRAM<br />
RUN/PROG=PROGRAMMERING<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
5-26 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
60<br />
FCTI
Multiprogrammering<br />
61<br />
Versione 7EP<br />
" Tryk på knappen F0 for at få adgang til “MULTIPROGRAMMERING”. Displayet<br />
foreslår dataene for de seneste program, maskinen udførte, inden den<br />
blev slukket, eller programmeringen ”ENKELT PROGRAMMERING”.<br />
" I den første underskærm vises meddelelsen tilhørende en af de to metoder til<br />
automatisk udførelse af programmet:<br />
1) KONTINUERLIG CYKLUS: programmer i sekvens.<br />
2) ENKELT CYKLUS: et program ad gangen.<br />
Tryk på knappen KjR/PROG for at gå videre til programmeringen af arbejdet<br />
og til indtastning af data.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSEFCTI<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
10 512,8 2343<br />
ENKELT CYCLUS<br />
RUN/PROG=PROGRAMMERING<br />
θ PROG.<br />
SNIT<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
UDFØRTE<br />
F8 = BÅNDTYKKELSE SNIT<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
" Når der er trykket på knappen KjR/PROG viser displayet et valgskærmbillede,<br />
hvorfra man kan gå ind i programmeringen af skæringen og til valget af de<br />
programmer, der skal udføres. I meddelelsen beskrives funktionen af hver<br />
knap, og for at få adgang til ”PROGRAMMERING AF SKÆRINGER” skal<br />
man trykke på knappen F1.<br />
PROGRAMMERING<br />
F1 = PROGRAMMERING SNIT<br />
F2 = VALG PROGRAMMER<br />
F3 = VALG PROG. LOOP<br />
5-27
MEP S.p.A.<br />
" På det første skærmbillede i ”PROGRAMMERING AF SKÆRINGER” står<br />
programnummeretpåmørkbaggrund,hvilketbetyder,atmankanændre<br />
værdien. Man kan begynde at indtaste arbejdet fra program nr. 1, og for at<br />
indtaste programnummeret trykker man på den numeriske tast 1, og de gamle<br />
data forsvinder automatisk, og de nye netop indtastede data vises.<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
12<br />
2002.2<br />
331<br />
0˚0’<br />
0.0<br />
" Når der er trykket på den numeriske knap 1, skal der trykkes på ENTER.<br />
Med denne operation får man et dobbelt resultat:<br />
1) Lagring i hukommelsen af det programnummer, man ønsker at anvende.<br />
2) Skift til mørk baggrund for punktet mål, hvilket angiver muligheden for at<br />
ændre på værdien.<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
1<br />
200.2<br />
5-28 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
62<br />
331<br />
0˚0’<br />
0.0<br />
" Med MÅL på mørk baggrund kan man indtaste værdien hørende til den<br />
første batch af stykker, der skal skæres, dvs. L=178. For at indtaste værdien<br />
skal man blot trykke på de numeriske taster i rækkefølge. Naturligvis kan<br />
man rette eventuelle fejl med et tryk på knappen SLET. Efter at have skrevet<br />
tallene skal man trykke på ENTER, og den mørke baggrund skifter over til<br />
ANTAL SKÆRINGER.
63<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
1<br />
178<br />
331<br />
0˚0’<br />
0.0<br />
Versione 7EP<br />
" Gentag den samme operation som for indtastningen af antallet af skæringer,<br />
og tryk i rækkefølge på de numeriske taster 5 og 0. Efter at have skrevet tallene<br />
skal man trykke på ENTER. Med denne operation får man et dobbelt resultat:<br />
1) Lagringen af de nye data.<br />
2) Den automatiske rulning af skærmbilledet, der nu viser det næste program<br />
på skærmen, dvs. “PGR. NR. 2”.<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
2<br />
323.5<br />
500<br />
0˚0’<br />
0.0<br />
" Nu kan man beslutte, om det andet arbejde skal indtastes i dette program (nr.<br />
2), eller om man skal hente et andet nummer for PROGRAMPOSITION og<br />
indtaste nye data heri efter den samme fremgangsmåde som beskrevet i det<br />
foregående. Fortsæt med indtastningen af programmerne i rækkefølge.<br />
FØRSTE PROGRAM<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
1<br />
178<br />
50<br />
0˚0’<br />
0.0<br />
5-29
MEP S.p.A.<br />
ANDET PROGRAM<br />
TREDJE PROGRAM<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
2<br />
60<br />
112<br />
0˚0’<br />
0.0<br />
3<br />
15<br />
120<br />
0˚0’<br />
0.0<br />
" Når alle skæreprogrammerne er indtastet, trykkes der på ENTER. Denne<br />
operation lagrer de sidst indtastede data og får displayet til at rulle til<br />
skærmbilledet for det næste program.<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
4<br />
630<br />
30<br />
0˚0’<br />
0.0<br />
" Når indtastningen af programmer er fuldendt, skal man trykke på knappen<br />
KjR/PROG for at forlade “Programmering af skæringer”.<br />
5-30 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
64
65<br />
Versione 7EP<br />
" Når der er trykket på KjR/PROG, viser displayet skærmbilledet “Programmering“.<br />
Nu skal man meddele kontrolenheden hvilke programmer, der skal<br />
udføres. Til det brug trykkes der på knappen F2.<br />
PROGRAMMERING<br />
F1 = PROGRAMMERING AF SNIT<br />
F2 = VALG AF PROGRAM<br />
F3 = VALG PROG. LOOP<br />
" Indtast den programsekvens, man ønsker at sætte i gang, op til et maksimum<br />
på 32. På skærmbilledet befinder curseren sig i position A, og herudover vises<br />
numrene på de programmer, der er indtastet med den senest udførte sekvens.<br />
Der er ingen grænse for, hvor mange sekvenser, der kan indtastes, hverken i<br />
rækkefølge, stigende, faldende, gentagne eller i spring, og der er heller intet<br />
mindsteantal programmer.<br />
" For at skrive programmerne skal man blot starte med at trykke på de numeriske<br />
taster, indtaste det 1. med et tryk på knappen 1.<br />
A B C D E F G H<br />
11 12 16 17 18 20 23 21<br />
I J K L M N O P<br />
29 30<br />
Q R S T U V W Z<br />
AA BB CC DD EE FF GG HH<br />
" Når der er trykket på en numerisk tast, opdateres dataene automatisk, og som<br />
altid kan man rette eventuelle fejl med et tryk på knappen SLET. Når der er<br />
indtastet et nyt programnummer, skal man trykke på ENTER. De nye data<br />
lagres på denne måde, og curseren flytter til næste position.<br />
5-31
MEP S.p.A.<br />
A B C D E F G H<br />
1 2 16 17 18 20 23 21<br />
I J K L M N O P<br />
29 30<br />
Q R S T U V W Z<br />
AA BB CC DD EE FF GG HH<br />
" Indtast det andet program med den numeriske knap 2, og tryk på ENTER.<br />
Gentag operationen for de resterende skæreprogrammer, der ønskes udført.<br />
A B C D E F G H<br />
1 2 3 17 18 20 23 21<br />
I J K L M N O P<br />
29 30<br />
Q R S T U V W Z<br />
AA BB CC DD EE FF GG HH<br />
" Det tredje program indtastes med den numeriske tast: “3”, og der trykkes på:<br />
ENTER. Indtastningsproceduren gentages for det sidste arbejdsprogram, der<br />
skal udføres.<br />
A B C D E F G H<br />
1 2 3 4 18 20 23 21<br />
I J K L M N O P<br />
29 30<br />
Q R S T U V W Z<br />
AA BB CC DD EE FF GG HH<br />
" Når det sidste program er indtastet, skal man fuldende valget, og hertil trykkes<br />
der på SLET.<br />
5-32 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
66
67<br />
Versione 7EP<br />
" Når der er trykket på SLET, slettes de foregående data og erstattes med<br />
værdien 0. For at bekræfte indtastningen er færdig, og at man kun ønsker at<br />
udføre de første fire programmer, skal man atter trykke på ENTER.<br />
A B C D E F G H<br />
1 2 3 4 0 20 23 21<br />
I J K L M N O P<br />
29 30<br />
Q R S T U V W Z<br />
AA BB CC DD EE FF GG HH<br />
" Når der er trykket på ENTER, slettes alle de programmer, der var lagret tidligere,<br />
og curseren vender tilbage til den første indtastningsposition. Nu kan<br />
man vende tilbage til arbejdsskærmbilledet ved at trykke på knappen KjR/<br />
PROG.<br />
A B C D E F G H<br />
1 2 3 4<br />
I J K L M N O P<br />
Q R S T U V W Z<br />
AA BB CC DD EE FF GG HH<br />
" Første tryk på knappen KØR/PROG sender én tilbage til skærmbilledet<br />
PROGRAMMERING.<br />
PROGRAMMERING<br />
F1 = PROGRAMMERING AF SNIT<br />
F2 = VALG AF PROGRAM<br />
F3 = VALG PROG. LOOP<br />
5-33
MEP S.p.A.<br />
Observera!<br />
" Et nyt tryk på knappen KØR/PROG sender én til arbejdsskærmbilledet, hvor<br />
ingen parameter endnu er blevet ændret. For at igangsætte det nye indtastede<br />
program skal man trykke på knappen SLET. Med denne operation får man et<br />
dobbelt resultat:<br />
1) Sletning af dataene fra det tidligere program i arbejdshukommelsen.<br />
2) Hentning af dataene for det nye program.<br />
" Når der er trykket på knappen SLET, ændres skærmbilledet og viser dataene<br />
fordetnyeprogramunderudførelse.<br />
Hver gang der trykkes på knappen SLET, nulstilles arbejdet under udførelse i<br />
automatisk arbejdsfunktion i multiprogrammering og med standset maskine.<br />
Dvs. hvis maskinen allerede havde udført nogle skæringer i det første program,<br />
og udførelsen blev standset med et tryk på SLET, bliver de udførte<br />
skæringer nulstillet, og ved maskinens genstart, begynder maskinen med registreringsskæringen,<br />
og derefter med den første, programmerede skæring. Hvis<br />
maskinen standses med et tryk på SLET i overensstemmelse med et program<br />
følgende på det første, for eksempel under udførelsen af det andet eller tredje<br />
program osv., vender skærmbilledet tilbage til det første program i serien under<br />
udførelse, og nulstiller antallet af udførte skæringer i alle de udførte programmer<br />
indtil det tidspunkt. Når maskinen genstartes, starter den med registreringsskæringen<br />
og derefter med den første skæring i det første program.<br />
Den næste option i multiprogrammeringen er Enkelt cyklus.<br />
" Når der er trykket på knappen F7 i den første underskærm, udskiftes meddelelsen<br />
“Kontinuerlig cyklus” med meddelelsen “Enkelt cyklus”.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSEFCTI<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
10 512,8 2343<br />
ENKELT CYCLUS<br />
RUN/PROG=PROGRAMMERING<br />
θ PROG.<br />
SNIT<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
UDFØRTE<br />
F8 = BÅNDTYKKELSE SNIT<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
I praksis betyder det, at når man aktiverer denne option, gør maskinen som<br />
følger: ved afslutningen af skæringerne i hvert program standser maskinen og<br />
venter på en ny startkommando for at give mulighed for udskiftning af beholderen<br />
til opsamling af stykker, hvis man ønsker at adskille stykker med forskellige<br />
mål. For at vende tilbage til “Kontinuerlig cyklus” skal man blot trykke på<br />
knappen F7.<br />
5-34 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
68
69<br />
Snit i multiprogrammering<br />
Tryk på START for atter at starte arbejdscyklussen.<br />
Versione 7EP<br />
" Når der er trykket på START, vises AUTOMATISK UDFØRELSE. I denne<br />
situation bliver alle manuelle kommandoer inaktive. De disponible kommandoer,<br />
når maskinen arbejder, er følgende: NØDSTOP --- RUN/PROG ---<br />
STOP.<br />
" Tryk på knappen STOP, mens maskinen er i færd med at skære;<br />
STOP<br />
F9 = ARBEJDSSKÆRMBILLEDE<br />
RESET = KONTINUERLIG CYKLUS<br />
START = CYKLUSSTART<br />
" Når der er trykket på STOP---knappen, standser maskinen med den sidste<br />
operation under udførelse. Dvs. hvis den var i gang med at skære, standser<br />
maskinen med klingen i snittet, mens den afventer yderligere ordrer. Årsagerne<br />
til denne kommando skal findes i brugen af maskinen. Hvis der for eksempel<br />
er givet en kommando om start, uden at der er hentet et nyt program til<br />
udførelse, eller hvis det forekommer, at skæringen eller fremføringen ikke er<br />
korrekt, eller hvis man af en hvilken som helst anden grund ønsker at standse<br />
udførelsen af arbejdet midlertidigt.<br />
START PÅ SNIT = Hvis der trykkes på knappen RESET, vender displayet tilbage til arbejdsskærmbilledet,<br />
og maskinen vender tilbage til positionen for start på skæring. På den måde<br />
kan man rette de nødvendige parametre og derefter genstarte cyklussen.<br />
FORTSAT CYKLUS = Hvis det under skæringen eller fremføringen af materialet skulle ske, at<br />
der falder noget ned i maskinen, såsom et stykke værktøj eller en klud, skal man trykke på STOP,<br />
så maskinen standser, og man kan hente den pågældende ting, og derefter genstartes maskinen<br />
med et tryk på knappen START.<br />
ARBEJDSSKÆRMBILLEDE = Hvis der opstår tvivl om programmet under udførelse, kan man<br />
efter at have trykket på STOP---knappen og standset maskinen vende tilbage til arbejdsskærmbilledet<br />
med et tryk på F9 og forlade programmet under udførelse. Når man har kontrolleret eventuelle<br />
tvivl, skal man trykke på F9 for at vende tilbage til skærmbilledet for STOP og beslutte om<br />
cyklussen skal genoptages med et tryk på START eller standses med et tryk på RESET.<br />
5-35
MEP S.p.A.<br />
Automatisk funktionscyklus med loop<br />
" Tryk på knappen F9 for at gå til hovedmenuen og ændre arbejdsfunktion.<br />
" Tryk på knappen F5 for at gå til skæringscyklussen i AUTOMATISK LOOP.<br />
Denne funktion giver maskinen mulighed for at foretage skæringer med forskellige<br />
dybder og længder på samme stang.<br />
HOVEDMENU<br />
F3 = HALVAUTOMATISK<br />
F4 = AUTOMATISK<br />
F5 = AUTOMATISK-LOOP<br />
F6 = DIAGNOSTIK<br />
F9 = NULSTILLINGSMENU<br />
" Når der trykkes på F7, kan man indstille typen af LOOP, som kan være enten<br />
enkelt eller fortsat.<br />
" ENKELT LOOP: en funktion til brug for snit i arbejdsstykket med forudbestemt<br />
dybde (P1, P2, P3) og længde (L1, L2, L3), men hvor man har forbeholdt<br />
sig muligheden af at gribe ind i programmet efter hvert udført LOOP.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSEFCTI<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 <strong>90</strong>5.7 2343<br />
ENKELT LOOP<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
" FORTSAT LOOP: en funktion til brug for snit i arbejdsstykket med forudbestemt<br />
dybde og længde med op til 99 gentagelser af LOOP.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSEFCTI<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
0 <strong>90</strong>5.7 2343<br />
FORTSAT LOOP<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
F8 = BÅNDTYKKELSE<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
θ PROG.<br />
SNIT<br />
UDFØRTE<br />
SNIT<br />
5-36 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
70
71<br />
L1 L2 L3 L4<br />
P1<br />
Ltot = L1 + L2 + L3 + L4<br />
P2<br />
P3<br />
Versione 7EP<br />
" Fortsæt med forberedelsen af snittet, som om det var en automatisk cyklus<br />
(følg anvisningerne i det pågældende afsnit).<br />
" Indstil skæreparametrene som angivet i afsnittet om automatisk cyklus hvad<br />
angår programdataene og maskinens teknologiske kontrolparametre.<br />
" Når man på dette tidspunkt trykker på run/prog., får man adgang til programmeringen.<br />
Tryk på F1 for programmering af snit.<br />
" Tast værdien svarende til hvert felt, og bekræft hver gang indtastningen af data<br />
med ENTER.<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
1<br />
100<br />
1<br />
0˚0’<br />
45.5<br />
" Når man igen trykker på ENTER, vises skærmbilledet for det andet LOOP--program.<br />
Fortsæt med indtastningen af data for de efterfølgende programmer.<br />
Når operationen er fuldendt, trykkes der på RUN/PROG. På skærmbilledet<br />
for programmering trykkes der på F3 for VALG AF LOOP ---<br />
PROGRAMMER.<br />
PROGRAMMERING AF SNIT<br />
PROGRAM NR. =<br />
MÅL =<br />
SNIT NR. =<br />
θ⎪ SKÆRING =<br />
BREDDE =<br />
2<br />
100<br />
1<br />
0˚0’<br />
45.5<br />
5-37
MEP S.p.A.<br />
" Nu er der kun tilbage at fastlægge sekvensen for udførelsen af skæreprogrammerne.<br />
Tryk således på programnummeret svarende til bogstaverne, og bekræft<br />
hvert valg med ENTER.<br />
A B C D E F G H<br />
1 12 16 17 18 20 23 21<br />
I J K L M N O P<br />
29 30<br />
Q R S T U V W Z<br />
AA BB CC DD EE FF GG HH<br />
LOOP NR. = 99<br />
" Indstil ligeledes antallet af LOOP, hvis cyklussen er fortsat. Tryk på RUN/<br />
PROG. for at fortsætte.<br />
" På arbejdsskærmbilledet vises dataene for det første indtastede program. Ved<br />
kommandoen START udfører maskinen, inden den starter sit LOOP, en nulstilling<br />
og en registreringsskæring. Derefter placerer fremføringsenheden materialet<br />
i den længde, der er indtastet i det første program, og savhovedet<br />
sænkes til skæringen. På displayet vises ordene “PROGRAMMÈR FCTA”.<br />
Når den ønskede skæredybde er nået, skal regulatoren for nedgang af savhovedet<br />
nulstilles for at standse savhovedets vandring: tryk derfor på knappen<br />
for lagring af Endestop hoved fremad (FCTA).<br />
" Gem skæredybden til det andet program og så videre for alle de andre indtastede<br />
programmer. Ved afslutningen af operationen kan man vælge, om alle<br />
snittene skal udføres som enkelte eller som fortsatte snit med et tryk på valgtasten<br />
F7.<br />
5-38 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
72
Diagrammer,<br />
sprængskitser og<br />
reservedele<br />
RPM<br />
CMT<br />
I dette kapitel angives alle <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> båndsavens driftsdiagrammer<br />
og sprængskitser. Ved hjælp af denne dokumentation har man mulighed for at<br />
forstå, hvor alle maskinens dele er installeret for bedre at kunne udføre korrekte<br />
reparationer og/eller vedligeholdelsesindgreb. Disse skemaer vil også hjælpe med<br />
til at identificere de reservedele, der er brug for. De er korrekt defineret ved<br />
deres kodenummer.<br />
Pneumatisk diagram<br />
R2<br />
P<br />
R1<br />
R2<br />
P<br />
R1<br />
CMA<br />
Oversigt over pneumatiske komponenter<br />
CMA<br />
Luftindtagsventiler<br />
VIA<br />
RPM<br />
CMT<br />
LuftbehandlingsaggregatLuftbehandlingsaggregat<br />
GTA<br />
CPT<br />
EVM 5/2<br />
B<br />
A<br />
EVM 5/2<br />
B<br />
A<br />
Luftindtagsventiler<br />
LuftbehandlingsaggregatLuftbehandlingsaggregat<br />
GTA<br />
CPT<br />
VIA<br />
P<br />
R1 R2<br />
A<br />
EVM 5/2<br />
EVT 5/2<br />
PRS<br />
B<br />
6<br />
R1P<br />
R2<br />
A<br />
B<br />
PRS<br />
EVT 5/2<br />
Magnetventil med 5<br />
veje<br />
Magnetventil til hoved<br />
med 5 veje<br />
Magnetventil til hoved<br />
med 5 veje<br />
6-1
MEP S.p.A.<br />
Styringsenhed APS/P til skridtmotorer<br />
INDLEDNING<br />
Denne styringsenhed gør det muligt at betjene en skridtmotor via indgangen for<br />
skridt (STEP---IN). Motoren udfører et skridt ved overgangen mellem LAV---<br />
HØJ for dette signal. Når man kobler indgangen DIRECTION til +12 Vdc/+24<br />
Vdc, drejer motoren i retning med uret, og hvis man frakobler styringsenheden og<br />
kobler den til 0V, drejer motoren i retning mod uret.<br />
Når man kobler indgangen ENABLE til +12 Vdc/+24 Vdc, deaktiveres styringsenheden<br />
(strøm i motoren= 0), og motoren holder op med at rotere. Ved<br />
frakobling og tilkobling til 0 V, reaktiveres styringsenheden, og der tilføres strøm<br />
til motoren, efter at der er overført mindst 1 skridt.<br />
Når man kobler indgangen CURRENT REDUCTION til +12 Vdc/+24 Vdc,<br />
reduceres strømmen til motoren, og ved at frakoble den og koble den til 0V, vil<br />
strømmen vende tilbage til den indstillede værdi.<br />
Accelerations---/decelerationsrampen, strømmen og opdelingen af skridt kan<br />
reguleres ved hjælp af dip---switches og trimmere på diagrammet (se tabellerne).<br />
De to udgange gør det muligt at registrere, om styringeenheden er sikret<br />
(READY_OUT), og om den igangværende positionering er afsluttet (BUSY).<br />
SPECIFIKATIONER<br />
SNIT APS3/P<br />
VDC NOM. [V] 40--- 80<br />
VDC MAX. [V] <strong>90</strong><br />
VDC MIN. [V] 30<br />
I MAX. [A] 10<br />
IMIN.[A] 1<br />
I PASSO [A] 0.5<br />
Driftstemperatur [˚C] 0--55<br />
BETYDNINGEN AF PARAMETRE I TABELLEN<br />
H Nom. Vdc: Nominel spændingsværdi, som styringsenheden kan forsynes med.<br />
H Maks. Vdc: Maksimumspænding, som styringsenheden kan drives ved. Over denne<br />
grænse aktiveres sikringen, der forhindrer styringsenheden i at fungere.<br />
H Min. Vdc: Minimumspænding, som styringsenheden kan drives ved. Under denne<br />
grænse aktiveres sikringen, som forhindrer styringsenheden i at fungere.<br />
H Maks. I: Maksimumværdi for fasestrøm.<br />
H Min. I: Minimumværdi for fasestrøm.<br />
H Iskridt:Afstand mellem indstillelige strømværdier.<br />
H Driftstemperatur: For strømværdier over 6A er det nødvendigt med forceret ventilation.<br />
6-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
74
TEKNISKE SPECIFIKATIONER FOR STYRINGSENHEDEN APS/P<br />
Strømforsyning<br />
Tilkobling af motor<br />
Udgange<br />
Indgange g g<br />
Beskyttelsesforanstaltninger og<br />
sikringer<br />
75 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Klemmenavn:<br />
+ HV (positiv forsyning)<br />
GND (0 V)<br />
PHASE A1 = Fase A1 på skridtmotoren<br />
PHASE A2 = Fase A2 på skridtmotoren<br />
PHASE B1 = Fase B1 på skridtmotoren<br />
PHASE B2 = Fase B2 på skridtmotoren<br />
De er af typen PNP optoisoleret “open collector” (maks. 10 mA)<br />
De er altid optoisolerede, og det er derfor nødvendigt med ekstern<br />
strømforsyning (+12V/+24V) til fælleslederen for optoisolatorerne (Pin<br />
12 kobling J2). Maksimumstrøm for hver udgang (10 mA).<br />
De er af typen PNP (fra 12 Vdc til 24 Vdc)<br />
Ikke optoisolerede:<br />
bro JP1 til<br />
Pin 12 på kobling J2 ---koblet til +15V hjælpestrøm (pin 21 kobling J2)<br />
(fællesleder optoisolatorer indgang)<br />
Optoisolerede:<br />
bro JP1 ---ikke tilkoblet<br />
Pin 18 på kobling J2 ---koblet til GND på den eksterne strømforsyning<br />
(fællesleder optoisolatorer indgang)<br />
Kortslutningsbeskyttelse:<br />
--- mellem udgange<br />
--- mellem udgange og den positive leder på forsyningen<br />
Hvis en af disse situationer skulle opstå, vil styringsenheden deaktivere<br />
broen, og fejltilstanden vil blive vist på displayet:<br />
“u” = forkert spændingværdi på forsyningen<br />
“t” = termosikring aktiveret<br />
“c” = sikring for maks. strøm aktiveret. på grund af kortslutning på faserne<br />
eller overspænding.<br />
Hvis styringsenheden ikke er i beskyttet tilstand, vil displayet vise bogstavet<br />
“r” (ready).<br />
Termosikring mod overophedning<br />
Sikkerhedsafbrydere for underspænding og overspænding i nettet<br />
INDGANGE<br />
SIGNAL FUNKTION<br />
DISABLE Desktiverer broen (motorstrøm=0)<br />
Reducerer motorstrømmen. Reduktionsprocenten kan indstilles ved<br />
CURRENT REDUCTION<br />
hjælp af dip A1 til mellem 25% og 50% af den regulerede strøm.<br />
Valg af omdrejningsretning. Signalet skal være stabilt mindst 50 mikro-<br />
DIRECTION<br />
sekunder før og 50 mikrosekunder efter overgangen mellem lav---høj til<br />
STEP --- IN signalet.<br />
Motoren følger et skridt på overgangen lav---høj til dette signal.<br />
Det anbefales at anvende en kvadratbølge med duty---cycle på 50 %.<br />
STEP --- IN<br />
Fravær af dette signal i 0,5 sek medfører aktivering af den automatiske<br />
strømreduktion (standby---tilstand). Reduktionsprocenten kan indstilles<br />
ved hjælp af dip A1 til mellem 25% og 50% af den regulerede strøm<br />
6-3
MEP S.p.A.<br />
UDGANGE<br />
OUT1<br />
BUSY<br />
OUT2<br />
DRIVE_READY<br />
BUSY: denne open collector indgang angiver, om styringsenheden er i<br />
gang med at udføre en positionering, eller om den er korrekt indstillet.<br />
Styringsenhed korrekt indstillet: lavt niveau.<br />
Styringsenhed optaget: højt niveau.<br />
DRIVE_READY: denne open collector udgang angiver, om styringsenheden<br />
er klar, eller om en sikring er aktiveret.<br />
Styringsenhed i beskyttet tilstand: lavt niveau.<br />
Styreenhed klar: højt niveau.<br />
REGULERING AF RAMPE<br />
Det er muligt at indstille motorens accelerations---/decelerationsrampe ved hjælp<br />
af DIPA 3---6 fra et minimum på 1 ms til et maksimum på 2 s (det angivne<br />
tidsrum gælder for en acceleration fra 1 Hz til 10 KHz).<br />
Tabel over rampeværdier<br />
DIPA 3 DIPA 4 DIPA 5 DIPA 6<br />
RAMPA<br />
[ms]<br />
OFF OFF OFF OFF 1<br />
OFF OFF OFF ON 10<br />
OFF OFF ON OFF 20<br />
OFF OFF ON ON 30<br />
OFF ON OFF OFF 50<br />
OFF ON OFF ON 70<br />
OFF ON ON OFF 100<br />
OFF ON ON ON 150<br />
ON OFF OFF OFF 200<br />
ON OFF OFF ON 300<br />
ON OFF ON OFF 400<br />
ON OFF ON ON 500<br />
ON ON OFF OFF 800<br />
ON ON OFF ON 1000<br />
ON ON ON OFF 1500<br />
ON ON ON ON 2000<br />
INDSTILLING AF SKRIDTMOTOROPDELING<br />
Det er muligt at indstille skridtmotoropdelingen ved hjælp af DIP---SWITCHES<br />
B2og3.<br />
DIP SWITCH B<br />
DIPB 2 DIPB 3 SKRIDTOPDELING<br />
ON OFF Helt skridt (200 skridt/omdrejning)<br />
ON ON Halvtskridt(400skridt/omdrejning)<br />
OFF OFF Kvartskridt(800skridt/omdrejning)<br />
OFF ON Ottendedels skridt (1600 skridt/omdrejning)<br />
6-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
76
Observera!<br />
STRØMREGULERING<br />
77 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Strømmen reguleres på følgende måde:<br />
--- Anbring DIP B---4 i positionen ON (funktionen strømregulering).<br />
--- Drej trimmeren RV6, til den ønskede strøm vises på displayet (med uret for at<br />
øge).<br />
Reguleringsområde: fra 1A til 10A i skridt af 0,5A.<br />
--- Stil DIP B --- 4 i positionen OFF (funktionen RUN).<br />
VIST VÆRDI INDSTILLET STRØM<br />
1 1A<br />
5 5A<br />
5. 5.5 A<br />
0 10 A<br />
A 11 A<br />
B 12 A<br />
Strømmen skal reguleres, mens motoren star stille.<br />
RESUMERENDE TABEL FOR DIP- SWITCHES<br />
DIP SWITCH A<br />
DIP ON OFF<br />
6 Indstillling af rampen Indstillling af rampen<br />
5 Indstillling af rampen Indstillling af rampen<br />
4 Indstillling af rampen Indstillling af rampen<br />
3 Indstillling af rampen Indstillling af rampen<br />
2 Anvendes ikke Anvendes ikke<br />
1 Reduktion af strøm i standby til 50% af den<br />
indstillede strømværdi<br />
DIP SWITCH B<br />
Reduktion af strøm i standby til 25% af den<br />
indstillede strømværdi<br />
DIP ON OFF<br />
4 Funktionen strømregulering Funktionen RUN<br />
3 Indstilling af skridtopdeling Indstilling af skridtopdeling<br />
2 Indstilling af skridtopdeling Indstilling af skridtopdeling<br />
1 Anvendes ikke Anvendes ikke<br />
6-5
MEP S.p.A.<br />
J2 --- 17<br />
J2 --- 16<br />
J2 --- 15<br />
J2 --- 14<br />
J2 --- 18<br />
J2 --- 12<br />
J2 --- 11<br />
J2 --- 10<br />
SKEMATISK KONFIGURATION AF INDGANGE/UDGANGE<br />
DISABLE<br />
IN3 --- CURRENT RED.<br />
IN2 --- DIRECTION<br />
IN1 --- STEP --- IN<br />
COMUNE OPTO IN<br />
COMUNE OPTO OUT<br />
OUT2 --- DRIVE --- READY<br />
OUT1 --- BUSY<br />
R1<br />
2.2K<br />
R2<br />
2.2K<br />
R3<br />
2.2K<br />
R4<br />
2.2K<br />
JP1<br />
LOGIK<br />
STYRINGSEN-<br />
HED<br />
6-6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
78<br />
6<br />
4<br />
6<br />
4<br />
1<br />
3<br />
1<br />
3<br />
1<br />
3<br />
1<br />
3<br />
U5<br />
U6<br />
U1<br />
U2<br />
U3<br />
U4<br />
1<br />
3<br />
1<br />
3<br />
6<br />
4<br />
6<br />
4<br />
6<br />
4<br />
6<br />
4
JP7<br />
JP6<br />
321<br />
JP4<br />
OVERSIGT OVER KOMPONENTER PÅ STYRIGSENHEDEN APS/P<br />
J3<br />
9753 1<br />
JP5<br />
TXD1<br />
RXD1<br />
/RES<br />
GNDL<br />
VPPIN<br />
+15V<br />
J4<br />
65 4 3 21<br />
4 3 2 1 654321<br />
ON ON<br />
DIP-B DIP-A DISPLAY<br />
79 Diagrammer, sprængskitser og reservedele<br />
JP1<br />
JP2<br />
J1<br />
14<br />
13<br />
12<br />
11<br />
10<br />
9<br />
8<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
7<br />
6<br />
5<br />
4<br />
3<br />
2<br />
1<br />
RV6<br />
RV7<br />
Versione 7EP<br />
21 +15V<br />
20<br />
19<br />
18<br />
17<br />
16<br />
15<br />
J2<br />
GNDL<br />
COMUNE OPTO IN<br />
DISABLE<br />
IN3 (Current-Reduction)<br />
IN2 (Direction)<br />
J2<br />
J2<br />
IN1 (Step-in)<br />
COM.OPTO OUT<br />
OUT2 (Driver ready)<br />
OUT1 (Busy)<br />
GNDL<br />
GNDL<br />
PHASE B2<br />
PHASE B1<br />
PHASE A2<br />
PHASE A1<br />
GND<br />
+HV<br />
6-7
MEP S.p.A.<br />
MARIO ROSSI<br />
Procedure til forståelse af eldiagrammerne<br />
Med introduktionen af de nye standardiserede eldiagrammer ønsker vi i det<br />
følgende at illustrere, hvordan de er udarbejdet.<br />
På hvert ark i projektet vil man på en strimmel kunne identificere følgende<br />
oplysninger:<br />
Tallene angiver opdelingen i kolonner<br />
af hele arket<br />
Viser datoen, hvor maskinen går i<br />
produktion<br />
Viser navnet på designeren<br />
Viser referencenormen<br />
Viser maskinmodellen<br />
Viser sidetallet<br />
Hver komponent i eldiagrammet har sin egen alfanumeriske kode i henhold til<br />
standarden:<br />
6-8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
80
Kablet identificeres med ---<br />
W4<br />
Motoren identificeres med ---M1<br />
Dette symbol identificerer ledningen<br />
med dens nummer og<br />
farve<br />
81 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Disse symboler, som hedder potentialer, anvendes<br />
til at henvise til sider: det første tal viser den<br />
pågældende side, det andet efter punktummet<br />
identificerer kolonnen på siden. eksempel /11.8<br />
viser at ledningen fortsætter på side 11 i kolonne<br />
8<br />
På siderne efter eldiagrammerne ses følgende lister:<br />
1. Komponentliste (liste over alle komponenterne) og klemmeliste (liste over<br />
alle klemmer) med følgende oplysninger:<br />
n intern reservedelskode;<br />
n ID;<br />
n refererence, nummer på siden og kolonnen, hvor det findes;<br />
n beskrivelse;<br />
n producent.<br />
RES. KODE ID REF BESKRIVELSE PRODUCENT<br />
022.2151 -- B1 /5.2 STRAIN GAUGE DELTATEC<br />
6-9
MEP S.p.A.<br />
2. kabelliste (liste over alle kabler) med følgende oplysninger:<br />
n intern reservedelskode;<br />
n ID;<br />
n beskrivelse;<br />
n ledningens tværsnit (mm2 );<br />
n ledningens farve;<br />
n start: angivelse af komponenten (ID og nummer på en eventuel kontakt)<br />
hvorfra ledningen udgår;<br />
n slut: angivelse af komponenten (ID og nummer på en eventuel kontakt)<br />
hvortil ledningen går, eks.<br />
KODE KABEL BESKRIVELSE SNIT NR. FARVE START SLUT<br />
022.0141 -- W7 RESET+EMER-<br />
GENZA<br />
0.50 317 BIANCO -- S3 4 -- K10 14<br />
I dette eksempel starter ledning nr. 317, hvid, identificeret som ---W7, fra kontakt<br />
nr. 4 på komponent---S3, og slutter ved kontakt nr. 14 på komponent ---K10.<br />
Herefter følger Appendiks D2 i europæisk standard EN 60204---1.<br />
D2 - Referencekode for komponenttype<br />
BOGSTAV KOMPONENTTYPE EKSEMPLER APPARATETS KENDE-<br />
TEGN<br />
A Sammensatte enheder Laser<br />
Maser<br />
Regulator<br />
A<br />
B Transducere der konverterer et<br />
ikke---elektrisk signal til et elektrisk<br />
signal og omvendt<br />
Transistorforstærker<br />
Forstærker med integreret<br />
kredsløb<br />
Magnetisk forstærker<br />
Rørforstærker<br />
Trykt ledningsplade<br />
Skuffe<br />
Rack<br />
C Kondensatorer C<br />
D Binære operatører, timere, la- Digitalt integrerede mekanis-<br />
D<br />
gringsmekanismermer<br />
og kredsløb:<br />
Forsinkelsesledning<br />
Bistabilt element<br />
Monostabilt element<br />
Optager<br />
Magnetlager<br />
Bånd --- eller cd --- optager<br />
E Forskellige materialer Mekanismer er ikke specificeret<br />
i denne tabel<br />
E<br />
F Sikringsanordninger Spændingsbegrænsere<br />
Udladere<br />
F<br />
Sikringsanordning med strøm-<br />
FA<br />
tærskel og øjeblikkelig aktivering<br />
Sikringsanordning med strøm-<br />
FR<br />
tærskel og forsinket aktivering<br />
Sikringsanordning med strømtærskelogøjeblikkeligogfor<br />
FS<br />
sinket aktivering<br />
Sikring<br />
FU<br />
Sikringsanordning med strømtærskel<br />
FV<br />
6-10 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
82<br />
AD<br />
AJ<br />
AM<br />
AV<br />
AP<br />
AT<br />
AR
83 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
BOGSTAV KOMPONENTTYPE<br />
EKSEMPLER APPARATETS KENDE-<br />
TEGN<br />
G Generatorer, forsyningsledning Roterende generatorer<br />
Kvartsoscillatorer<br />
G<br />
Akkumulatorbatteri<br />
GB<br />
Roterende eller statisk frekvensomformer<br />
Forsyningsledning<br />
GF<br />
GS<br />
H Signaleringsanordning Lydsignal<br />
HA<br />
J<br />
Optisk signal, lyssignal<br />
HL<br />
K Relæer, kontaktorer Momentant alt eller intet relæ<br />
eller momentankontaktorer<br />
Bistabilerelæerellergensidigt<br />
KA<br />
afhængige kontaktorer<br />
(Alt eller intet relæ med mekanisk<br />
opkobling eller perma-<br />
KL<br />
nent magnet osv.)<br />
Kontaktorer<br />
KM<br />
KP<br />
Polariserede relæer<br />
KR<br />
Reed relæer<br />
Alt eller intet timede relæer<br />
(timer)<br />
KT<br />
L Induktorer, reaktorer Induktor<br />
Stopspole<br />
Reaktor<br />
L<br />
M Motorer M<br />
N Integrerede analoge kredsløb Operationelle forstærkere<br />
Hybride analoge/digitale apparater<br />
N<br />
P Måle--- og testinstrumenter Måleinstrumenter som indikatorer,<br />
registratorer og integratorer<br />
Signalgeneratorer<br />
P<br />
Q Omskiftningsmekanismer til Automatisk afbryder<br />
QF<br />
strømkredse<br />
Motorværn<br />
Afbrydermekanisme<br />
QM<br />
QS<br />
R Modstande Fast eller variabel modstand<br />
(reostat)<br />
R<br />
S Betjenings--- eller kontrolappara- Vælger eller omskifter<br />
SA<br />
ter<br />
Knap (inklusive elektronisk<br />
nærhedskontrol)<br />
Numeriske alt eller intet sensorer<br />
(enkelttrins) mekaniske<br />
SB<br />
eller elektroniske:<br />
--- Væskeniveausensor<br />
SL<br />
--- Trykføler<br />
Positionssensor (inkl. nær-<br />
SP<br />
hedssensor)<br />
SQ<br />
---Rotationssensor<br />
--- Temperaturføler<br />
SR<br />
ST<br />
T Transformatorer Strømtransformator<br />
TA<br />
Transformator til forsyning af<br />
styrekredsene<br />
Effekttransformator<br />
Magnetisk stabilisator<br />
Spændingstransformator<br />
TC<br />
TM<br />
TS<br />
TV<br />
6-11
MEP S.p.A.<br />
BOGSTAV KOMPONENTTYPE<br />
EKSEMPLER APPARATETS KENDE-<br />
TEGN<br />
U Modulatorer, omformere Diskriminator<br />
Demodulator<br />
Frekvensomformer<br />
Koder<br />
Omformer<br />
Inverter<br />
Telegrafoverdrager<br />
V Elektroniske rør, halvledere Elektronisk rør<br />
Gasudledningsrør<br />
Diode<br />
Transistor<br />
Tyristor<br />
W Transmissionsledninger, bølgeledere,<br />
antenner<br />
Leder<br />
Kabel<br />
Bjælke<br />
Bølgeleder<br />
Retningskobler for bølgeleder<br />
Dipol<br />
Parabolantenne<br />
X Klemmer, kontakter, stik Konnektorbjælke<br />
Teststik<br />
Stik<br />
Kontakt<br />
Fordelingstavle med klemmer<br />
Y Elektrisk drevne mekaniske apparater<br />
Z Transformatorer, impedansadaptere,<br />
udlignere, båndbegrænsere<br />
Elektromagnet<br />
Elektromagnetisk bremse<br />
Elektromagnetisk kobling<br />
Magnetisk skivespindel<br />
Elektromagnetisk ventil<br />
Linjeudligner<br />
Kompressor<br />
Krystalfilter<br />
6-12 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
84<br />
U<br />
V<br />
W<br />
XB<br />
XJ<br />
XP<br />
XS<br />
XT<br />
YA<br />
YB<br />
YC<br />
YH<br />
YV<br />
Z
Normative elektriske diagrammer (IEC 750 EN 60204 -1 NORMER)<br />
061<br />
85 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
6-13
MEP S.p.A.<br />
6-14 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
86
87 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
6-15
MEP S.p.A.<br />
6-16 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
88
89 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
6-17
MEP S.p.A.<br />
6-18 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
<strong>90</strong>
91 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
6-19
MEP S.p.A.<br />
6-20 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
92
95 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
6-21
MEP S.p.A.<br />
6-22 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
94
95 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
6-23
MEP S.p.A.<br />
6-24 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
96
Liste over kabler<br />
97 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Code Cable Description Ø No. Colour Start End<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 416 GIALLO - X2D 14 -X2MEP24C<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 413 VERDE - X2D 11 -X2MEP24C<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 412 MARRONE - X2D 10 -X2MEP24C<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 SCHERMO - SCH SCH -XPE<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 411 GRIGIO - X2D 12 -X2MEP24C<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 414 ROSA - X3D 18 -X2MEP24C<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 414 ROSSO - X3D 21 -X2MEP24C<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 411 BLU’ - X3D 20 -X2MEP24C<br />
022.0141 - W28 STEP MOTOR CILINDRO 0.50 403 VERDE - M9 B -X2MEP24C<br />
022.0141 - W28 STEP MOTOR CILINDRO 0.50 405 GIALLO - M9 A -X2MEP24C<br />
022.0141 - W28 STEP MOTOR CILINDRO 0.50 SCHERMO -XPE - SCH SCH<br />
022.0892 - W31 COLL. DRIVER/MEP 24C 0.22 415 BIANCO - X3D 15 -X2MEP24C<br />
022.0141 - W28 STEP MOTOR CILINDRO 0.50 402 MARRONE - M9 B -X2MEP24C<br />
022.0141 - W21 POTENZ. TRASDUTTORE<br />
POSIZ.TESTA<br />
022.0141 - W21 POTENZ. TRASDUTTORE<br />
POSIZ.TESTA<br />
022.0141 - W21 POTENZ. TRASDUTTORE<br />
POSIZ.TESTA<br />
022.0141 - W21 POTENZ. TRASDUTTORE<br />
POSIZ.TESTA<br />
022.0141 - W21 POTENZ. TRASDUTTORE<br />
POSIZ.TESTA<br />
0.50 SCHERMO -XPE - SCH SCH<br />
0.50 426 GIALLO - R5 -X2MEP24C<br />
0.50 427 VERDE - R5 -X2MEP24C<br />
0.50 MARRONE<br />
0.50 425 BIANCO - R5 -X2MEP24C<br />
022.0158 - W1 ALIMENTAZIONE 1.50 3 NERO - Q0 5<br />
022.0158 - W1 ALIMENTAZIONE 1.50 GIALLO/VERDE -XPE<br />
022.0141 - W28 STEP MOTOR CILINDRO 0.50 404 BIANCO - M9 A -X2MEP24C<br />
022.0158 - W1 ALIMENTAZIONE 1.50 2 NERO - Q0 3<br />
022.0158 - W1 ALIMENTAZIONE 1.50 4 BLU’ - X1 N<br />
022.0158 - W1 ALIMENTAZIONE 1.50 1 MARRONE - Q0 1<br />
022.0141 -W25/CB RESET+EMERGENZA CB 0.50 02 BIANCO - S4 2 - X2F/CB 02<br />
022.0141 -W25/CB RESET+EMERGENZA CB 0.50 01 MARRONE - S4 1 - X2F/CB 01<br />
022.0141 -W25/CB RESET+EMERGENZA CB 0.50 03 VERDE - X2F/CB 03 - S3 3<br />
022.0141 -W25/CB RESET+EMERGENZA CB 0.50 04 GIALLO - X2F/CB 04 - S3 4<br />
022.0141 -W25/CB RESET+EMERGENZA CB 0.50 SCHERMO - SCH SCH -XPE<br />
022.0145 - W26 CONSOLLE 0.20 02 BIANCO -X1MEP 24C - X1 Q.C. 02<br />
022.0145 - W26 CONSOLLE 0.20 03 MARRONE -X1MEP 24C - X1 Q.C. 03<br />
022.0145 - W26 CONSOLLE 0.20 VERDE<br />
022.0145 - W26 CONSOLLE 0.20 GIALLO<br />
022.0145 - W26 CONSOLLE 0.20 04 NERO -X1MEP 24C - X1 Q.C. 04<br />
022.0145 - W26 CONSOLLE 0.20 05 ROSA -X1MEP 24C - X1 Q.C. 05<br />
022.0145 - W26 CONSOLLE 0.20 06 BLU’ -X1MEP 24C - X1 Q.C. 06<br />
022.0145 - W26 CONSOLLE 0.20 01 ROSSO -X1MEP 24C - X1 Q.C. 01<br />
022.0145 - W26 CONSOLLE 0.20 SCHERMO - SCH SCH -X1MEP24C<br />
022.0141 - W23 POT. INV. 0.50 71 BIANCO -X100 AI1 - R3<br />
022.0141 - W23 POT. INV. 0.50 MARRONE<br />
022.0141 - W23 POT. INV. 0.50 72 VERDE -X100 +10 - R3<br />
6-25
MEP S.p.A.<br />
Code Cable Description Ø No. Colour Start<br />
End<br />
022.0141 - W23 POT. INV. 0.50 70 GIALLO -X100 CO<br />
M<br />
022.0141 - W23 POT. INV. 0.50 SCHERMO - SCH SCH -XPE<br />
022.0141 - W25 RESET+EMERGENZA 0.50 317 BIANCO - S3 4 - K10 14<br />
022.0141 - W25 RESET+EMERGENZA 0.50 62 MARRONE - S3 3 - K10 24<br />
022.0141 - W25 RESET+EMERGENZA 0.50 218 VERDE - S4 1 - X99 H<br />
022.0141 - W25 RESET+EMERGENZA 0.50 217 GIALLO - S3 4 - K11 14<br />
022.0141 - W25 RESET+EMERGENZA 0.50 SCHERMO -XPE - SCH SCH<br />
022.0141 - W24 EMERGENZA 0.50 122 BIANCO - K12 11 - X13<br />
022.0141 - W24 EMERGENZA 0.50 125 MARRONE - K12 14 - X13<br />
022.0141 - W24 EMERGENZA 0.50 VERDE<br />
022.0141 - W24 EMERGENZA 0.50 GIALLO<br />
022.0141 - W24 EMERGENZA 0.50 SCHERMO -XPE - SCH SCH<br />
022.0160 - W60 FINE CORSA AVANTI CAR-<br />
RELLO ALIM.<br />
022.0160 - W60 FINE CORSA AVANTI CAR-<br />
RELLO ALIM.<br />
022.0160 - W59 F.C.PRES.BARRA IN MORSA<br />
ALIM.<br />
022.0160 - W59 F.C.PRES.BARRA IN MORSA<br />
ALIM.<br />
6-26 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
98<br />
- R3<br />
0.50 117 MARRONE -X5MEP 24C - S9<br />
0.50 100 BLU’ - X49 F - S9<br />
0.50 118 MARRONE -X5MEP 24C - S10<br />
0.50 99 BLU’ - X49 F - S10<br />
022.0160 - W39 E.V. RIGENERATRICE 0.50 109 MARRONE -X5MEP 24C - K21 A1<br />
022.0160 - W39 E.V. RIGENERATRICE 0.50 239 BLU’ - X5 D - K21 A2<br />
022.0160 - W56 F.C. BARRA PROTEZIONE 0.50 0462 MARRONE - X47 M - S1<br />
022.0160 - W56 F.C. BARRA PROTEZIONE 0.50 462 BLU’ - K8 A1 - S1<br />
022.0160 - W57 F.C. BARRA PROT. LATERALE 0.50 362 MARRONE - S2 - X6 K<br />
022.0160 - W57 F.C. BARRA PROT. LATERALE 0.50 0362 BLU’ - X47 M - S2<br />
022.0141 - W4 ELETTROPOMPA 0.50 028 BIANCO - M2 V - K4 4<br />
022.0141 - W4 ELETTROPOMPA 0.50 027 MARRONE - M2 U - K4 2<br />
022.0141 - W4 ELETTROPOMPA 0.50 VERDE -XPE - M2 PE<br />
022.0141 - W4 ELETTROPOMPA 0.50 029 GIALLO - M2 W - K4 6<br />
022.0141 - W4 ELETTROPOMPA 0.50 SCHERMO - SCH SCH -XPE<br />
022.0141 - W7 E.V.T. 0.50 025 BIANCO - M5 V - K6 4<br />
022.0141 - W7 E.V.T. 0.50 024 MARRONE - M5 U - K6 2<br />
022.0141 - W7 E.V.T. 0.50 VERDE -XPE - M5 PE<br />
022.0141 - W7 E.V.T. 0.50 026 GIALLO - M5 W - K6 6<br />
022.0141 - W7 E.V.T. 0.50 SCHERMO - SCH SCH -XPE<br />
022.0143 - W2 1 VELOCITA’ 1.50 32 BIANCO - M1 V2 - K1 4<br />
022.0143 - W2 1 VELOCITA’ 1.50 31 MARRONE - M1 U2 - K1 2<br />
022.0143 - W2 1 VELOCITA’ 1.50 VERDE -XPE - M1 PE<br />
022.0143 - W2 1 VELOCITA’ 1.50 33 GIALLO - M1 W2 - K1 6<br />
022.0143 - W2 1 VELOCITA’ 1.50 SCHERMO -XPE - SCH SCH<br />
022.0143 - W3 2 VELOCITA’ 1.50 35 BIANCO - M1 V1 - K2 4<br />
022.0143 - W3 2 VELOCITA’ 1.50 34 MARRONE - M1 U1 - K2 2<br />
022.0143 - W3 2 VELOCITA’ 1.50 VERDE -XPE - M1 PE<br />
022.0143 - W3 2 VELOCITA’ 1.50 36 GIALLO - M1 W1 - K2 6<br />
022.0143 - W3 2 VELOCITA’ 1.50 SCHERMO -XPE - SCH SCH<br />
022.0160 - W58 F.C. PRES. BARRA MORSA DI<br />
TAGLIO<br />
0.50 119 MARRONE -X5MEP 24C - S11
99 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Code Cable Description Ø No. Colour Start<br />
End<br />
022.0160 - W58 F.C. PRES. BARRA MORSA DI<br />
TAGLIO<br />
0.50 0119 BLU’ - S11 - X49 F<br />
022.0160 - W69 F.C. AVANZAMENTO BARRA 0.50 314 MARRONE -X3MEP 24C - S26<br />
022.0160 - W69 F.C. AVANZAMENTO BARRA 0.50 0314 BLU’ - S26 - X49 F<br />
022.0165 - W33 E.V.+ PRESS. 0.50 105 BIANCO - X50 50 -X5MEP24C<br />
022.0165 - W33 E.V.+ PRESS. 0.50 107 VERDE - X52 52 -X5MEP24C<br />
022.0165 - W33 E.V.+ PRESS. 0.50 106 GIALLO - X51 51 -X5MEP24C<br />
022.0165 - W33 E.V.+ PRESS. 0.50 121 BLU’ - X55 55 - X5 D<br />
022.0165 - W33 E.V.+ PRESS. 0.50 162 ROSSO - X53 53 - X6 K<br />
022.0165 - W33 E.V.+ PRESS. 0.50 262 NERO - X54 54 - K09 A1<br />
022.0144 - W70 CARICAMENTO CB 0.50 BIANCO<br />
022.0144 - W70 CARICAMENTO CB 0.50 MARRONE<br />
022.0144 - W70 CARICAMENTO CB 0.50 318 VERDE -X3MEP 24C - X3F/CB 318<br />
022.0144 - W70 CARICAMENTO CB 0.50 317 GIALLO -X3MEP 24C - X3F/CB 317<br />
022.0144 - W70 CARICAMENTO CB 0.50 316 GRIGIO -X3MEP 24C - X3F/CB 316<br />
022.0144 - W70 CARICAMENTO CB 0.50 ROSA<br />
022.0144 - W70 CARICAMENTO CB 0.50 088 BLU’ - X49 F - X3F/CB 088<br />
022.0144 - W70 CARICAMENTO CB 0.50 112 ROSSO - K09 21 - X3F/CB 112<br />
022.0144 - W70 CARICAMENTO CB 0.50 315 NERO -X3MEP 24C - X3F/CB 315<br />
022.0144 - W70 CARICAMENTO CB 0.50 319 VIOLA -X3MEP 24C - X3F/CB 319<br />
022.0144 - W70 CARICAMENTO CB 0.50 SCHERMO<br />
022.0138 - W71 AVANZAMENTO CB 0.50 060 BIANCO - X5 D - X2F/CB 060<br />
022.0138 - W71 AVANZAMENTO CB 0.50 062 MARRONE - X6 K - X2F/CB 062<br />
022.0138 - W71 AVANZAMENTO CB 0.50 307 VERDE -X3MEP 24C - X2F/CB 307<br />
022.0138 - W71 AVANZAMENTO CB 0.50 GIALLO<br />
022.0138 - W71 AVANZAMENTO CB 0.50 308 GRIGIO -X3MEP 24C - X2F/CB 308<br />
022.0138 - W71 AVANZAMENTO CB 0.50 309 ROSA -X3MEP 24C - X2F/CB 309<br />
022.0138 - W71 AVANZAMENTO CB 0.50 SCHERMO<br />
022.0172G/V -W100 PE QUADRO COMANDI 1.50 GIALLO/VERDE -XPE PE<br />
022.0172G/V -W101 PE QUADRO COMANDI/TA-<br />
STIERA<br />
1.50 GIALLO/VERDE PE PE<br />
022.0171M -W102 PONTE RESET 0.50 62 MARRONE - S3 3 - S3 3<br />
022.0171M -W103 PONTE RESET 0.50 62 MARRONE - S4 2 - S3 3<br />
022.0172G/V -W105 PE STEP MOTOR ALIMENTA-<br />
TORE<br />
022.0172G/V -W107 PE STEP MOTOR ALIMENTA-<br />
TORE<br />
1.50 GIALLO/VERDE -XPE - M8 PE<br />
1.50 GIALLO/VERDE - X -XPE<br />
022.0172G/V -W108 PE DRIVER 1.50 GIALLO/VERDE -XPE - X4D PE<br />
022.0172G/V -W109 PE CPU 1.50 GIALLO/VERDE -X1MEP 24C -XPE<br />
022.0172G/V - W110 PE INVERTER 1.50 GIALLO/VERDE -X100 PE -XPE<br />
022.0172G/V -W111 PE ILME 1.50 GIALLO/VERDE -XPE - X1F/CB<br />
022.0172G/V - W112 PE PANNELLO VERTICALE 1.50 GIALLO/VERDE -XPE PE<br />
022.0172G/V - W113 PE/T3:0 VAC(0 -24) 1.50 GIALLO/VERDE -XPE - T3 0<br />
022.0172G/V - W114 PE/T4:0 VAC(0 -220) 1.50 GIALLO/VERDE -XPE - T4 0<br />
022.0172G/V - W115 PE/T4:PE(500 VA) 1.50 GIALLO/VERDE -XPE - T4<br />
022.0172G/V - W116 PE/T3:PE(200 VA O -24V)) 1.50 GIALLO/VERDE -XPE - T3 PE<br />
022.0172G/V - W117 PE/T2:PE(200 VA O -19V)) 1.50 GIALLO/VERDE -XPE - T2 PE<br />
022.0172N - W119 Q0:3/K0:D1 1.50 2 NERO - Q0 3 - K0 D1<br />
022.0172N -W120 Q0:5/K0:D2 1.50 3 NERO - Q0 5 - K0 D2<br />
6-27
MEP S.p.A.<br />
Code Cable Description Ø No. Colour Start<br />
End<br />
022.0172N -W121 Q0:2/X2:B 1.50 5 NERO - Q0 2 - X2 B<br />
022.0172N -W122 Q0:4/X3:C 1.50 6 NERO - Q0 4 - X3 C<br />
022.0172N -W123 Q0:6/X4:A 1.50 7 NERO - Q0 6 - X4 A<br />
022.0172N -W126 F3/X4:A 1.50 10 NERO - F3 - X4 A<br />
022.0172N -W127 F4/X3:C 1.50 11 NERO - F4 - X3 C<br />
022.0172N -W128 F5/X4:A 1.50 12 NERO - F5 - X4 A<br />
022.0172N -W129 F6/X3:C 1.50 13 NERO - F6 - X3 C<br />
022.0172N -W130 F7/X4:A 1.50 14 NERO - F7 - X4 A<br />
022.0172N -W131 F8/X3:C 1.50 15 NERO - F8 - X3 C<br />
022.0172N -W134 F3/T2:400(200VA 0 -19V) 1.50 18 NERO - F3 - T2 400<br />
022.0172N -W135 F4/T2:0(200VA 0 -19V) 1.50 19 NERO - F4 - T2 0<br />
022.0172N -W136 F5/T3:400(200VA 0 -24V) 1.50 20 NERO - F5 - T3 400<br />
022.0172N -W137 F6/T3:0(200VA 0 -24V) 1.50 21 NERO - F6 - T3 0<br />
022.0172N -W138 F7/T4:400(500VA) 1.50 22 NERO - F7 - T4 400<br />
022.0172N -W139 F8/T4:0(500VA) 1.50 23 NERO - F8 - T4 0<br />
022.0172N -W140 X2:B/X100:L1 1.50 24 NERO -X100 R/L1 - X2 B<br />
022.0172N -W141 X3:C/X100:L2 1.50 25 NERO -X100 R/L2 - X3 C<br />
022.0172N -W142 X4:A/X100:L3 1.50 26 NERO -X100 R/L3 - X4 A<br />
022.0172N -W143 X15:25/K2:1 1.50 27 NERO - X15 25 - K2 1<br />
022.0172N -W144 X16:26/K2:3 1.50 28 NERO - X16 26 - K2 3<br />
022.0172N -W145 X17:27/K2:5 1.50 29 NERO - X17 27 - K2 5<br />
022.0172N -W146 K2:1/K1:1 1.50 27 NERO - K2 1 - K1 1<br />
022.0172N -W147 K2:3/K1:3 1.50 28 NERO - K2 3 - K1 3<br />
022.0172N -W148 K2:5/K1:5 1.50 29 NERO - K2 5 - K1 5<br />
022.0172N -W149 K3:1/K3:3 1.50 30 NERO - K3 3 - K3 1<br />
022.0172N -W150 K3:3/K3:5 1.50 30 NERO - K3 5 - K3 3<br />
022.0172N -W151 K3:2/K1:2 1.50 31 NERO - K3 2 - K1 2<br />
022.0172N -W152 K3:4/K1:4 1.50 32 NERO - K3 4 - K1 4<br />
022.0172N -W153 K3:6/K1:6 1.50 33 NERO - K3 6 - K1 6<br />
022.0172N -W154 X2:B/K4:1 1.50 37 NERO - K4 1 - X2 B<br />
022.0172N -W155 X3:C/K4:3 1.50 28 NERO - K4 3 - X3 C<br />
022.0172N -W156 X4:A/K4:5 1.50 39 NERO - K4 5 - X4 A<br />
022.0172N -W157 K4:1/K6:1 1.50 37 NERO - K6 1 - K4 1<br />
022.0172N -W158 K4:3/K6:3 1.50 38 NERO - K6 3 - K4 3<br />
022.0172N -W159 K4:5/K6:5 1.50 39 NERO - K6 5 - K4 5<br />
022.0172N -W172 X1MEP24C:1(CPU)/T2:0(O -19<br />
V)<br />
1.50 81 NERO -X1MEP 24C - T2 0<br />
022.0172N -W173 X1MEP24C:2(CPU)/F9 1.50 82 NERO - F9 -X1MEP24C<br />
022.0172N -W174 F9/T2:19(0 -19V) 1.50 83 NERO - F9 - T2 19<br />
022.0172N -W175 F10/T4:60(0 -60V) 1.50 227 NERO - F10 - T4 60<br />
022.0172N -W176 T4:0(0 -60V)/X4D:AC(DRIVER) 1.50 228 NERO - X4D AC - T4 0<br />
022.0172N -W177 X4D:AC(DRIVER)/F10 1.50 229 NERO - X4D AC - F10<br />
022.0172N -W178 X100(INVERTER):T1/X18:28 1.50 127 NERO -X100 U/T1 - X18 28<br />
022.0172N -W179 X100(INVERTER):T2/X19:29 1.50 128 NERO -X100 V/T2 - X19 29<br />
022.0172N -W180 X100(INVERTER):T3/X20:30 1.50 129 NERO -X100 W/T<br />
3<br />
- X20 30<br />
022.0172R -W183 T4:220(0 -220V)/F11 1.50 48 ROSSO - F11 - T4 220<br />
022.0172R -W184 T4:0(0 -220V)/M7:U 1.50 49 ROSSO - M7 U - T4 0<br />
6-28 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
100
101 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Code Cable Description Ø No. Colour Start<br />
End<br />
022.0172R -W185 F11/M7:V 1.50 50 ROSSO - M7 V - F11<br />
022.0171L -W188 T3:0(0 -24V)/X5:D 0.50 60 BLU’ - X5 D - T3 0<br />
022.0171L -W1<strong>90</strong> X49:F/X100(INVERTER):R1B 0.50 67 BLU’ -X100 R1B - X49 F<br />
022.0171L -W189 X49:F/X1MEP24C:5(CPU) 0.50 68 BLU’ -X1MEP 24C - X49 F<br />
022.0171L -W193 X5:D/K4:A2 0.50 55 BLU’ - X5 D - K4 A2<br />
022.0171L -W194 K4:A2/K6:A2 0.50 55 BLU’ - K6 A2 - K4 A2<br />
022.0171L -W195 K6:A2/K1:A2 0.50 55 BLU’ - K6 A2 - K1 A2<br />
022.0171L -W196 K1:A2/K3:A2 0.50 55 BLU’ - K1 A2 - K3 A2<br />
022.0171L -W197 K3:A2/K2:A2 0.50 55 BLU’ - K3 A2 - K2 A2<br />
022.0171L -W198 K2:A2/K12:A2 0.50 55 BLU’ - K12 A2 - K2 A2<br />
022.0171L -W199 K12:A2/K11:A2 0.50 55 BLU’ - K12 A2 - K11 A2<br />
022.0171L -W200 K11:A2/K10:A2 0.50 55 BLU’ - K11 A2 - K10 A2<br />
022.0171L -W201 K10:A2/K9:A2 0.50 55 BLU’ - K10 A2 - K9 A2<br />
022.0171L -W202 K9:A2/K09:A2 0.50 55 BLU’ - K09 A2 - K9 A2<br />
022.0171L -W203 K09:A2/K8:A2 0.50 55 BLU’ - K8 A2 - K09 A2<br />
022.0171L -W212 K8:21/X49:F 0.50 63 BLU’ - X49 F - K8 21<br />
022.0171L -W213 X2MEP24C:13(IUV)/X49:F 0.50 421 BLU’ -X2MEP 24C - X49 F<br />
022.0171R -W216 T3:24(O -24V)/F12 0.50 61 ROSSO - F12 - T3 24<br />
022.0171R -W217 F12/X6:K 0.50 217 ROSSO - X6 K - F12<br />
022.0171R -W220 F14/XIMEP24C:6(CPU) 0.50 69 ROSSO -X1MEP 24C - F14<br />
022.0171R -W223 F14/X48:E 0.50 66 ROSSO - F14 - X48 E<br />
022.0171R -W225 X48:E/X2MEP24C:14(IUV) 0.50 422 ROSSO -X2MEP 24C - X48 E<br />
022.0171R -W226 X6:K/K12:24 0.50 62 ROSSO - X6 K - K12 24<br />
022.0171R -W227 K12:24/K11:24 0.50 62 ROSSO - K11 24 - K12 24<br />
022.0171R -W228 K11:24/K10:24 0.50 62 ROSSO - K10 24 - K11 24<br />
022.0171R -W229 K2:52/K3:52 0.50 57 ROSSO - K2 52 - K3 52<br />
022.0171R -W230 K2:A1/K1:51 0.50 86 ROSSO - K1 51 - K2 A1<br />
022.0171R -W232 K1:A1/K3:51 0.50 87 ROSSO - K3 51 - K1 A1<br />
022.0171R -W233 K9:21/X100:LI1(INVERTER) 0.50 58 ROSSO -X100 LI1 - K9 21<br />
022.0171R -W234 K9:24/X100:+24(INVERTER) 0.50 59 ROSSO -X100 +24 - K9 24<br />
022.0171R -W235 K12:A1/K10:21 0.50 621 ROSSO - K12 A1 - K10 21<br />
022.0171R -W236 K10:21/K11:21 0.50 621 ROSSO - K10 21 - K11 21<br />
022.0171R -W239 K8:14/K10:11 0.50 418 ROSSO - K10 11 - K8 14<br />
022.0171R -W240 K11:14/K11:A1 0.50 217 ROSSO - K11 A1 - K11 14<br />
022.0171R -W241 K10:14/K10:A1 0.50 317 ROSSO - K10 A1 - K10 14<br />
022.0171R -W237 K8:11/K09:11 0.50 318 ROSSO - K09 11 - K8 11<br />
022.0171C -W243 T0(T.AMP)/X2MEP24C:15(IUV) 0.50 423 ARANCIO - T0 -X2MEP24C<br />
022.0171C -W244 T0(T.AMP)/X2MEP24C:16(IUV) 0.50 424 ARANCIO - T0 -X2MEP24C<br />
022.0171C -W245 X5MEP24:1(IUD1)/X5MEP24:1<br />
0(IUD1)<br />
022.0171C -W246 X5MEP24:10(IUD1)/X4MEP24:<br />
1(IUD2)<br />
022.0171C -W247 X4MEP24:1(IUD2)/X4MEP24:1<br />
0(IUD2)<br />
022.0171C -W248 X4MEP24:10(IUD2)/X3MEP24:<br />
1(IUD3)<br />
022.0171C -W249 X3MEP24:1(IUD3)/X3MEP24:1<br />
0(IUD3)<br />
0.50 101 ARANCIO -X5MEP 24C -X5MEP24C<br />
0.50 101 ARANCIO -X4MEP 24C -X5MEP24C<br />
0.50 101 ARANCIO -X4MEP 24C -X4MEP24C<br />
0.50 101 ARANCIO -X3MEP 24C -X4MEP24C<br />
0.50 101 ARANCIO -X3MEP 24C -X3MEP24C<br />
022.0171C -W250 X3MEP24:10(IUD3)/K12:21 0.50 101 ARANCIO - K12 21 -X3MEP24C<br />
6-29
MEP S.p.A.<br />
Code Cable Description Ø No. Colour Start<br />
End<br />
022.0171C -W251 X5MEP24C:2(IUD1)/K2:51 0.50 102 ARANCIO -X5MEP 24C - K2 51<br />
022.0171C -W252 X5MEP24C:3(IUD1)/K1:52 0.50 103 ARANCIO -X5MEP 24C - K1 52<br />
022.0171C -W253 X5MEP24C:4(IUD1)/K1:62 0.50 104 ARANCIO -X5MEP 24C - K1 62<br />
022.0171C -W254 X5MEP24C:8(IUD1)/K4:A1 0.50 108 ARANCIO -X5MEP 24C - K4 A1<br />
022.0171C -W255 X4MEP24C:2(IUD2)/K6:A1 0.50 202 ARANCIO -X4MEP 24C - K6 A1<br />
022.0171C -W256 X4MEP24C:9(IUD2)/K9:A1 0.50 209 ARANCIO -X4MEP 24C - K9 A1<br />
022.0171B -W265 X4MEP24:19(IUD2)/X1OO:R1<br />
C(INV.)<br />
022.0171B -W266 X3MEP24:20(IUD3)/X4MEP24:<br />
20(IUD2<br />
022.0171B -W267 X4MEP24:20(IUD2)/X5MEP24:<br />
20(IUD1<br />
0.50 219 BIANCO -X100 R1C -X4MEP24C<br />
0.50 120 BIANCO -X3MEP 24C -X4MEP24C<br />
0.50 120 BIANCO -X4MEP 24C -X5MEP24C<br />
022.0171B -W268 X5MEP24:20(IUD1)/X48:E 0.50 120 BIANCO - X48 E -X5MEP24C<br />
022.0171B -W262 X5MEP24:12(IUD1)/K09:24 0.50 112 BIANCO -X5MEP 24C - K09 24<br />
022.0171B -W263 X5MEP24:16(IUD1)/K8:24 0.50 116 BIANCO -X5MEP 24C - K8 24<br />
022.0160 - W37 LAMPEGGIANTE 0.50 MARRONE - H1 - X14<br />
022.0160 - W37 LAMPEGGIANTE 0.50 BLU’ - H1 - X14<br />
022.0160 -W51P PRESSOSTATO 0.50 162 MARRONE - X53 53 - S14 1<br />
022.0160 -W51P PRESSOSTATO 0.50 262 BLU’ - X54 54 - S14 4<br />
022.0160 -W43P E.V. CH/AP CMA 0.50 107 MARRONE - X52 52 - K15 A1<br />
022.0160 -W43P E.V. CH/AP CMA 0.50 121 BLU’ - X55 55 - K15 A2<br />
022.0160 -W46P E.V. CH/AP CMT 0.50 106 MARRONE - X51 51 - K18 A1<br />
022.0160 -W46P E.V. CH/AP CMT 0.50 121 BLU’ - X55 55 - K18 A2<br />
022.0160 -W47P E.V. DISC./SAL. CPT 0.50 105 MARRONE - X50 50 - K19 A1<br />
022.0160 -W47P E.V. DISC./SAL. CPT 0.50 121 BLU’ - X55 55 - K19 A2<br />
022.0143 - W29 STEP MOTOR ALIMENTATO-<br />
RE<br />
022.0143 - W29 STEP MOTOR ALIMENTATO-<br />
RE<br />
022.0143 - W29 STEP MOTOR ALIMENTATO-<br />
RE<br />
022.0143 - W29 STEP MOTOR ALIMENTATO-<br />
RE<br />
022.0143 - W29 STEP MOTOR ALIMENTATO-<br />
RE<br />
1.50 224 BIANCO - M8 A - X1D A1<br />
1.50 222 MARRONE - M8 B - X1D B1<br />
1.50 221 VERDE - M8 B - X1D B2<br />
1.50 223 GIALLO - M8 A - X1D A2<br />
1.50 SCHERMO - X - SCH SCH<br />
022.0172N -W270 X2:B/X1FCB:1 1.50 001 NERO - X2 B - X1F/CB<br />
022.0172N -W271 X3:C/X1FCB:2 1.50 002 NERO - X3 C - X1F/CB<br />
022.0172N -W272 X4:A/X1FCB:3 1.50 003 NERO - X4 A - X1F/CB<br />
022.0171R -W231 K1:61/K3:A1 0.50 88 ROSSO - K1 61 - K3 A1<br />
022.0171R -W238 K8:12/K11:11 0.50 518 ROSSO - K11 11 - K8 12<br />
022.0141 - W35 EMERGENZA PE<strong>DA</strong>LIERA 0.50 BIANCO<br />
022.0141 - W35 EMERGENZA PE<strong>DA</strong>LIERA 0.50 MARRONE<br />
022.0141 - W35 EMERGENZA PE<strong>DA</strong>LIERA 0.50 0218 VERDE - X99 H - S12 1<br />
022.0141 - W35 EMERGENZA PE<strong>DA</strong>LIERA 0.50 220 GIALLO - S12 2 - K09 14<br />
022.0141 - W35 EMERGENZA PE<strong>DA</strong>LIERA 0.50 SCHERMO -XPE - SCH SCH<br />
022.0160 - W36 PE<strong>DA</strong>LIERA 0.50 113 MARRONE - S13 3 -X5MEP24C<br />
022.0160 - W36 PE<strong>DA</strong>LIERA 0.50 066 BLU’ - S13 4 - X49 F<br />
6-30 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
102
Liste over komponenter<br />
103 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Code ID Rif Description Manufacturer<br />
022.1128 -- F3 /1.2 FUSIBILE VETRO 5X20 5A COMAPEL SRL<br />
022.2246 -- F3 /1.2 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.2301 -- F3 /1.2 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.1128 -- F4 /1.2 FUSIBILE VETRO 5X20 5A COMAPEL SRL<br />
022.2246 -- F4 /1.2 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.2301 -- F4 /1.2 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.1128 -- F5 /1.2 FUSIBILE VETRO 5X20 5A COMAPEL SRL<br />
022.2246 -- F5 /1.2 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.2301 -- F5 /1.2 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.1128 -- F6 /1.3 FUSIBILE VETRO 5X20 5A COMAPEL SRL<br />
022.2246 -- F6 /1.3 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.2301 -- F6 /1.3 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.1128 -- F7 /1.3 FUSIBILE VETRO 5X20 5A COMAPEL SRL<br />
022.2246 -- F7 /1.3 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.2301 -- F7 /1.3 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.1128 -- F8 /1.3 FUSIBILE VETRO 5X20 5A COMAPEL SRL<br />
022.2246 -- F8 /1.3 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.2301 -- F8 /1.3 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.1124 -- F9 /1.7 FUSIBILE VETRO 5X20 10A OMEGA FUSIBILI SRL<br />
022.2246 -- F9 /1.7 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.1124 -- F10 /1.7 FUSIBILE VETRO 5X20 10A OMEGA FUSIBILI SRL<br />
022.2246 -- F10 /1.7 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.1127 -- F11 /1.9 FUSIBILE VETRO 5X20 2A COMAPEL SRL<br />
022.2246 -- F11 /1.9 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.2301 -- F11 /1.9 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.1128 -- F12 /1.7 FUSIBILE VETRO 5X20 5A COMAPEL SRL<br />
022.2246 -- F12 /1.7 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.1127 -- F14 /6.2 FUSIBILE VETRO 5X20 2A COMAPEL SRL<br />
022.2246 -- F14 /6.2 MORSETTO PORTAFUSIBILE PHOENIX<br />
022.0360 -- H1 /5.9 LAMPEGGIANTE 24V SH 400<br />
022.0582 -- K0 /1.2 BOBINA SGANCIO ROCKWELL<br />
022.0104 -- K1 /4.2 CONTATTORE GRANDE ROCKWELL<br />
022.0656 -- K1 /4.2 ANTIDISTURBO PER CONTATTORE GR ROCKWELL<br />
022.0622 -- K1 /4.2 CONTATTI AUSILIARI CONT. GRAND ROCKWELL<br />
022.0104 -- K2 /4.4 CONTATTORE GRANDE ROCKWELL<br />
022.0656 -- K2 /4.4 ANTIDISTURBO PER CONTATTORE GR ROCKWELL<br />
022.0622 -- K2 /4.4 CONTATTI AUSILIARI CONT. GRAND ROCKWELL<br />
022.0104 -- K3 /4.3 CONTATTORE GRANDE ROCKWELL<br />
022.0656 -- K3 /4.3 ANTIDISTURBO PER CONTATTORE GR ROCKWELL<br />
022.0622 -- K3 /4.3 CONTATTI AUSILIARI CONT. GRAND ROCKWELL<br />
022.0093 -- K4 /4.1 MINICONTATTORE 9A CA 4--9--10 ROCKWELL AUTOMATION<br />
022.0655 -- K4 /4.1 ANTIDISTURBO PER TELEINVERTITO ROCKWELL AUTOMATION<br />
6-31
MEP S.p.A.<br />
Code ID Rif<br />
Description<br />
Manufacturer<br />
022.0093 -- K6 /4.1 MINICONTATTORE 9A CA 4--9--10 ROCKWELL AUTOMATION<br />
022.0655 -- K6 /4.1 ANTIDISTURBO PER TELEINVERTITO ROCKWELL AUTOMATION<br />
022.0992 -- K8 /4.9 REL 24 VAC COMPLETO DI ZOCCOL SIEI PETERLONGO SPA<br />
022.0992 -- K9 /4.7 REL 24 VAC COMPLETO DI ZOCCOL SIEI PETERLONGO SPA<br />
022.0992 -- K09 /4.8 REL 24 VAC COMPLETO DI ZOCCOL SIEI PETERLONGO SPA<br />
022.0992 -- K10 /4.6 REL 24 VAC COMPLETO DI ZOCCOL SIEI PETERLONGO SPA<br />
022.0992 -- K11 /4.6 REL 24 VAC COMPLETO DI ZOCCOL SIEI PETERLONGO SPA<br />
022.0992 -- K12 /4.5 REL 24 VAC COMPLETO DI ZOCCOL SIEI PETERLONGO SPA<br />
043.0609 -- K15 /8.4 VALVOLA PER MODELLO AX E TI--CB PARKER<br />
022.0413 -- K15 /8.4 CONNETTORE CON LED + VARISTORE SMC ITALIA SPA<br />
022.0586 -- K15 /8.4 BOBINA PS 1 E 491B PARKER PARKER HANNIFIN SPA<br />
043.0609 -- K18 /8.5 VALVOLA PER MODELLO AX E TI--CB PARKER<br />
022.0413 -- K18 /8.5 CONNETTORE CON LED + VARISTORE SMC ITALIA SPA<br />
022.0586 -- K18 /8.5 BOBINA PS 1 E 491B PARKER PARKER HANNIFIN SPA<br />
043.0609 -- K19 /8.5 VALVOLA PER MODELLO AX E TI--CB PARKER<br />
022.0413 -- K19 /8.5 CONNETTORE CON LED + VARISTORE SMC ITALIA SPA<br />
022.0586 -- K19 /8.5 BOBINA PS 1 E 491B PARKER PARKER HANNIFIN SPA<br />
022.0615 -- K21 /9.8 BOBINA VALVOLA RIGENERATRICE S TECNAIRE<br />
022.0378 -- K21 /9.8 CONNETT. BOBINA VALVOLA RIGENE TECNAIRE<br />
044.1251 -- K21 /9.8 VALVOLA RIG. SX--AX--<strong>CNC</strong> TECNAIRE<br />
022.0588 -- L1 /3.7 FILTRO INVERTER FIN MOTOR<br />
019.1603 -- M1 /3.6 MOTORE KW 1.8/1.3 3K100L 4/8 3 CARPANELLI MOTORI<br />
028.0231 -- M2 /2.2 ELETTROPOMPA TRIFASE SAMEC<br />
025.0771 -- M5 /2.4 MOTORID. PER EVACUAT. TRUCIOLI BONFIGLIOLI<br />
019.5211 -- M7 /1.9 VENTOLA QUADRO ELETTRICO CEM<br />
019.5117 -- M7 /1.9 COPRIVENTOLA QUADRO CEM<br />
019.3401 -- M8 /2.8 STEP MOTOR ALIMENTATORE (MOTOR EW HOF<br />
019.3551 -- M9 /6.9 STEP MOTOR CILINDRO (MOTORE PA JAPAN SERVO<br />
022.1260 -- Q0 /1.3 INTERRUTORE TERMICO ROCKWELL<br />
022.0123 -- Q0 /1.3 COMANDO BLOCCOPORTA LUCCHETTAB ROCKWELL<br />
022.0045 -- R1 /5.2 POTENZIOMETRO 10 K BUNS<br />
034.1166 -- R1 /5.2 MANOPOLA PER COMANDO POTENZIOM ELMI<br />
022.0045 -- R3 /3.3 POTENZIOMETRO 10 K BUNS<br />
034.1166 -- R3 /3.3 MANOPOLA PER COMANDO POTENZIOM ELMI<br />
022.0046 -- R5 /6.5 POTENZIOMETRO 6639S--001--202 BUNS<br />
022.0507 -- S1 /9.9 FINECORSA D4C--1<strong>90</strong>2 2M ALIM. CN OMRON<br />
022.0507 -- S2 /9.9 FINECORSA D4C--1<strong>90</strong>2 2M ALIM. CN OMRON<br />
022.1401 -- S3 /5.4 PULSANTE 800 EQ--F5 RESET ROCKWELL AUTOMATION<br />
022.0629 -- S3 /5.4 PORTACONTATTI PER PULSANTE RES ROCKWELL AUTOMATION<br />
022.0939 -- S3 /5.4 BLOCCHETTO N.A.DE 310 ROCKWELL AUTOMATION<br />
022.0939 -- S3 /5.4 BLOCCHETTO N.A.DE 310 ROCKWELL AUTOMATION<br />
022.0939 -- S3 /5.4 BLOCCHETTO N.A.DE 310 ROCKWELL AUTOMATION<br />
022.1242 -- S4 /5.6 EMERGENZA 800 EP--MTS 443LX01 ROCKWELL AUTOMATION<br />
022.0940 -- S4 /5.6 BLOCCHETTO N.C.DE 301 ROCKWELL AUTOMATION<br />
022.0507 -- S9 /9.5 FINECORSA D4C--1<strong>90</strong>2 2M ALIM. CN OMRON<br />
6-32 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
104
105 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
Code ID Rif<br />
Description<br />
Manufacturer<br />
022.0508 -- S10 /9.6 FINECORSA OMRON<br />
022.0503 -- S11 /9.6 FINECORSA CROUZET 83.123.018 CROUZET<br />
022.1242 -- S12 /5.8 EMERGENZA 800 EP--MTS 443LX01 ROCKWELL AUTOMATION<br />
022.1001 -- S13 /5.8 COMANDO A PE<strong>DA</strong>LIERA COMEPI<br />
043.0143 -- S14 /8.3 PRESSOSTATO SH PNEUMATICO PARKER<br />
022.0507 -- S26 /9.7 FINECORSA D4C--1<strong>90</strong>2 2M ALIM. CN OMRON<br />
022.0069 -- T0 /3.5 TRASFORMATORE AMPEROMETRICO CARLO GAVAZZI<br />
022.0455 -- T2 /1.6 TR: 200W 0--230--400V 0--19V 50/6 W.A.N.<br />
022.0457 -- T3 /1.6 TR: 200W 0--230--400V 0--24V 50/6 W.A.N.<br />
022.1601 -- T4 /1.6 TR: 500W 0--230--400V 0--220V 0-- W.A.N.<br />
-- X1 Q.C. /6.2<br />
022.0262 -- X1F/CB /10.7 FRUTTO <strong>FE</strong>MMINA ILME ILME<br />
022.0281 -- X1F/CB /10.7 CUSTODIA PER FRUTTO <strong>FE</strong>MMINA IL ILME<br />
022.0833 --X1MEP 24C /6.0 CPUSH400 DONATI<br />
022.2251 -- X2F/CB /10.7 MORSETTTO 10 ANS A MOLLA PHOENIX<br />
022.0831 --X2MEP 24C /6.4 IUV DONATI<br />
022.2251 -- X3F/CB /10.7 MORSETTTO 10 ANS A MOLLA PHOENIX<br />
022.0832 --X3MEP 24C /7.1 IUD DONATI<br />
022.0832 --X4MEP 24C /7.4 IUD DONATI<br />
022.0892 -- X4D /1.8 DRIVER APS--P SHS<br />
022.0832 --X5MEP 24C /7.7 IUD DONATI<br />
6-33
MEP S.p.A.<br />
Liste over klemmer<br />
Code ID Rif Description Manufacturer<br />
-- X /2.7<br />
022.2243BIS -- X1 /1.1 MORSETTO SINGOLO A MOLLA BLU PHOENIX<br />
022.2245 -- X2 /1.2 MORSETTO QUADRUPLO PHOENIX<br />
022.2301 -- X2 /1.2 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2301 -- X2 /1.2 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2245 -- X3 /1.3 MORSETTO QUADRUPLO PHOENIX<br />
022.2245 -- X3 /1.3 MORSETTO QUADRUPLO PHOENIX<br />
022.2271 -- X3 /1.3 PONTICELLO SINGOLO PHOENIX<br />
022.2301 -- X3 /1.3 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2301 -- X3 /1.3 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2301 -- X3 /1.3 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2301 -- X3 /1.3 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2245 -- X4 /1.4 MORSETTO QUADRUPLO PHOENIX<br />
022.2245 -- X4 /1.4 MORSETTO QUADRUPLO PHOENIX<br />
022.2271 -- X4 /1.4 PONTICELLO SINGOLO PHOENIX<br />
022.2301 -- X4 /1.4 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2301 -- X4 /1.4 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2301 -- X4 /1.4 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2301 -- X4 /1.4 PIASTRA PROT. TEN. (SAETTE) PHOENIX<br />
022.2283 -- X4 /1.4 PIASTRA TERMINALE QUADRUPLA PHOENIX<br />
022.2244 -- X5 /1.7 MORSETTO TRIPLO PHOENIX<br />
022.2244 -- X5 /1.7 MORSETTO TRIPLO PHOENIX<br />
022.2271 -- X5 /1.7 PONTICELLO SINGOLO PHOENIX<br />
022.2244 -- X6 /1.8 MORSETTO TRIPLO PHOENIX<br />
022.2244 -- X6 /1.8 MORSETTO TRIPLO PHOENIX<br />
022.2271 -- X6 /1.8 PONTICELLO SINGOLO PHOENIX<br />
022.0884 -- X11 /5.2 M24 LD2(<strong>CNC</strong>) <strong>DA</strong>TA SRL<br />
022.0881 -- X11 /5.2 M24 CNSL(<strong>CNC</strong>) <strong>DA</strong>TA SRL<br />
031.2044 -- X12 /5.5 CONSOLLE DI PROGR. TI 350/<strong>CNC</strong> SERIGRAFIA DIA<br />
022.0883 -- X13 /5.6 M24 LD1(<strong>CNC</strong>) <strong>DA</strong>TA SRL<br />
022.0755 -- X14 /5.9 DISPLAY MEP 24 LCD(<strong>CNC</strong>) <strong>DA</strong>TA SRL<br />
022.0374 -- X15 /3.6 MORSETTO SINGOLO A VITE PHOENIX<br />
022.0374 -- X16 /3.6 MORSETTO SINGOLO A VITE PHOENIX<br />
022.0374 -- X17 /3.6 MORSETTO SINGOLO A VITE PHOENIX<br />
022.0374 -- X18 /3.8 MORSETTO SINGOLO A VITE PHOENIX<br />
022.0374 -- X19 /3.8 MORSETTO SINGOLO A VITE PHOENIX<br />
022.0374 -- X20 /3.8 MORSETTO SINGOLO A VITE PHOENIX<br />
022.2243 -- X47 /9.9 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2245 -- X48 /9.4 MORSETTO QUADRUPLO PHOENIX<br />
022.2245 -- X49 /9.3 MORSETTO QUADRUPLO PHOENIX<br />
022.2244 -- X49 /9.3 MORSETTO TRIPLO PHOENIX<br />
022.2244 -- X49 /9.3 MORSETTO TRIPLO PHOENIX<br />
6-34 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
106
Code ID Rif<br />
Description<br />
Manufacturer<br />
022.2272 -- X49 /9.3 PONTICELLO DOPPIO PHOENIX<br />
022.2243 -- X50 /8.1 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2243 -- X51 /8.1 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2243 -- X52 /8.2 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2243 -- X53 /8.2 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2243 -- X54 /8.3 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2243 -- X55 /8.4 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2243 -- X55 /8.4 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2271 -- X55 /8.4 PONTICELLO SINGOLO PHOENIX<br />
022.2281 -- X55 /8.4 PIASTRA TERMINALE SINGOLA PHOENIX<br />
022.2243 -- X99 /5.8 MORSETTO SINGOLO A MOLLA PHOENIX<br />
022.2281 -- X99 /5.8 PIASTRA TERMINALE SINGOLA PHOENIX<br />
022.07<strong>90</strong> --X100 /3.6 INVERTER 2.2KW 3PH 380--440V 50 SCHNEIDER ELECTRIC<br />
022.2321 --XPE /9.2 MORSETTIERA EQUIPOTENZIALE SEM SRL<br />
107 Diagrammer, sprængskitser og reservedele<br />
Versione 7EP<br />
6-35
MEP S.p.A.<br />
Liste over ind - og udgange på IUD -IUV -kortene<br />
KORT NR. 1 - IUD 000<br />
KORT NR. 2 - IUD 001<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
IUD: Digitale ind - og udgange<br />
Inedenståendeskemaviseslistenoverdedigitaleind---ogudgangepåkortene<br />
1 --- 2 --- 3.<br />
COM A 24 Vac<br />
Output 1 - Kontaktor til første hastighed (model LR)<br />
Output 2 - Kontaktor til anden hastighed (mangler i model LR med ekstraudstyret Inverter)<br />
Output 3 - Kontaktor midterste stjerne (manger i model LR med ekstraudstyret Inverter)<br />
Output 4 - Magnetventil til sænkning/hævning af hovedcylinder<br />
Output 5 - Magnetventil for åbning/lukning af CMT<br />
Output 6 - Magnetventil for åbning/lukning af CMA<br />
Output 7 - Elektropumpe kølevæske<br />
Output 8 - Varmevekslingsventil<br />
COM B 24 Vac<br />
GND<br />
Input 1 - Pressostat for komprimeret luft<br />
Input 2 - Start fra felt (pedal, robot til aflægning af stykker)<br />
Input 3 - Endestop for fremføringsenhed fremad<br />
Input 4 - Anvendes ikke<br />
Input 5 - Sikkerhedsendestop for fremføring af stang<br />
Input 6 - Endestop for fremføringsvogn fremad<br />
Input 7 - Tilstedeværelse af stang i fremføringsskruestikken<br />
Input 8 - Tilstedeværelse af stang i afhugningsskruestikken<br />
24 Vcc<br />
COM A 24 Vac<br />
Output 1 - Kontaktor til spånopsamler (model LR)<br />
Output 2 - Anvendes ikke<br />
Output 3 - Anvendes ikke<br />
Output 4 - Anvendes ikke<br />
Output 5 - Anvendes ikke<br />
Output 6 - Anvendes ikke<br />
Output 7 - Anvendes ikke<br />
Output 8 - Inverter til start af båndmotor (ekstraudstyr på model LR)<br />
COM B 24 Vac<br />
Input 1 - Anvendes ikke<br />
Input 2 - Flag for tilstedeværelse af 2. kort<br />
Input 3 - Anvendes ikke<br />
Input 4 - Anvendes ikke<br />
Input 5 - Anvendes ikke<br />
Input 6 - Anvendes ikke<br />
Input 7 - Anvendes ikke<br />
Input 8 - Anvendes ikke<br />
24 Vcc<br />
6-36 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
108
109<br />
KORT NR. 3 - IUD 010<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
COM A 24 Vac<br />
Output 1 - Anvendes ikke<br />
Output 2 - Anvendes ikke<br />
Output 3 - Anmodning om aflægning af stykker (robot til aflægning af stykker)<br />
Output 4 - Anvendes ikke<br />
Output 5 - Anvendes ikke<br />
Output 6 - Fjernbetjening til motor til fremføringsrulle til stang<br />
Output 7 - EV cylinder for rulle til fremføring af stang<br />
Output 8 - EV cylinder for adskillemekanisme for stang<br />
COM B 24 Vac<br />
Input 1 - Flag for tilstedeværelse af 3. kort<br />
Input 2 - Anvendes ikke<br />
Input 3 - Endestop for start/slut på stang<br />
Input 4 - Endestop for fremføringsrulle til lav stang<br />
Input 5 - Endestop for fremføringsrulle til høj stang<br />
Input 6 - Endestop for adskillemekanisme lav stang<br />
Input 7 - Endestop for adskillemekanisme høj stang<br />
Input 8 - ON/OFF kontakt til stangmagasin<br />
24 Vcc<br />
Versione 7EP<br />
6-37
MEP S.p.A.<br />
1<br />
2<br />
3<br />
4<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
8<br />
9<br />
10<br />
IUV -kort: Diverse ind - og udgange<br />
I nedenstående skema vises listen over diverse ind--- og udgange.<br />
Fase A<br />
Fase A<br />
Fase B<br />
Fase B<br />
0VEffekt<br />
Optaget<br />
Driver klar<br />
24/15/12/Vcc<br />
Retning<br />
Trin<br />
0V<br />
24 Vcc<br />
TA (1/500) - Klingemotorens strømforbrug (10V = 6,5A)<br />
TA - Klingeudsving<br />
0V<br />
Hovedposition Potentiometer for hovedposition<br />
10 Vcc<br />
0V<br />
Spænding savblad Strækføler<br />
24 Vcc<br />
Skridtmotor til regulering af hovedets sænkehastighed<br />
Skridtmotor til fremføringsaggregat<br />
6-38 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
110
111<br />
Konnektor til tastatur<br />
Konnektor for tilslutning<br />
af M24CPU (forsyning og<br />
seriel)<br />
CNSL -kort: Ind - og udgange på konsol<br />
I nedenstående skema vises listen over diverse ind--- og udgange.<br />
Konnektor til baggrundsbelysning af<br />
LCD -skærm<br />
Jumper til særfunktioner (ZEE=nulstilling Eeprom,<br />
BI=burn in, SM=reserve)<br />
Konnektor til potentiometer til regulering af %<br />
maksimal strøm til klingemotor<br />
Versione 7EP<br />
Konnektor til LCD -skærm<br />
Konnektor til eksternt blinklys<br />
Konnektor til potentiometer til<br />
regulering af hovedets<br />
sænkehastighed<br />
Konnektor til Reset -knap<br />
Konnektor til diodekortene<br />
M24 -LD1 og M24 -LD2<br />
6-39
MEP S.p.A.<br />
Udspilede billeder<br />
De følgende udspilede billeder giver en komplet oversigt over maskinens dele og<br />
gør det derved muligt at kende modellen i alle detaljer.<br />
Sokkel<br />
6-40 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
112
113<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
010.1201 VITERIA E BULLONERIA NR 2,000<br />
010.1835 SET ATTACCHI 117.4.12.P AX--<strong>CNC</strong> NR 2,000<br />
010.7229 <strong>DA</strong>DO AUTOBLOCCANTE M8 NR 2,000<br />
010.7603 RONDELLA DIAM. 6 NR 5,200<br />
010.7830 VITE BUTON 5 X 10 NR 2,000<br />
010.7868 VITE TCEI 6 X 12 NR 5,000<br />
010.7870 VITE TCEI 6 X 16 NR 2,000<br />
013.0178 PIEDISTALLO CN <strong>90</strong> <strong>CNC</strong><strong>FE</strong> NR 1,000<br />
016.1197 PANNELLO CABL.APP.PN.SH 320 AX 60Ø NR 1,000<br />
016.1488 STAFFA FILTRO PER NEBULIZZATORE NR 1,000<br />
019.5391 FASCETTA MINUS GT NR 2,000<br />
022.0211 RACCORDO RAPIDO SEM PG 13,5 NR 1,000<br />
022.0216 RACCORDO POLIAMMIDE PA6 <strong>90</strong>Ø NERO NR 1,000<br />
022.0231 PRESSACAVO IN OTTONE 3/8 BM 2451 NR 1,000<br />
022.0232 PRESSACAVO IN OTTONE 1/4 BM 2450 NR 6,000<br />
022.0241 <strong>DA</strong>DO IN OTTONE BM 2461 3/8 NR 1,000<br />
022.0242 <strong>DA</strong>DO IN OTTONE BM 2460 1/4 NR 6,000<br />
022.0244 CONTRO<strong>DA</strong>DO 3217B GRIGIO PG 13 NR 1,000<br />
022.0247 <strong>DA</strong>DO POLIAM.HUMMEL 1.262.2<strong>90</strong>0.11 NR 1,000<br />
022.0324 PASSACAVI 24 INC.MM.2.5 NR 1,000<br />
028.0121 RACCORDO 3/8--17 CL 2601 NR 2,000<br />
028.0157 TUBO RETINATO DIAM.13--19 MT 2,000<br />
028.0231 ELET.60/150 220--230--240/380--415.50 NR 1,000<br />
034.0402 VALVOLA DI FONDO NR 1,000<br />
034.0<strong>90</strong>1 ”TAPPO LIVELLO OLIO 1/2 ””GAS.” NR 1,000<br />
034.0<strong>90</strong>5 ”TAPPO OLIO TAO/3 1/2”” NERO” NR 1,000<br />
034.1112 VOLANTINO DIAM.40 M8 NR 2,000<br />
034.1451 CATENA PORTACAVI E17.04.63.0 MT 1,000<br />
043.0159 BLOCCOVALVOLE<strong>DA</strong>3 NR 1,000<br />
043.0198 ATTACCO A GOMITO GIREV.4X1/4 CL6521 NR 1,000<br />
043.0204 ATTACCO A GOMITO 8X1/4 -- CL 6521 NR 4,000<br />
043.0205 ATTACCO A ESAGONO 8X1/4 -- CL 6510 NR 1,000<br />
043.0206 ATTACCO A ESAGONO 4X1/8 -- CL 6511 NR 8,000<br />
043.0222 RACCORDO A CROCE CL 2033 1/4 NR 1,000<br />
043.0229 RIDUZIONE MF 1/4 -- CL 2520 NR 2,000<br />
043.0269 RACCORDO DIRITTO CL 1500 6/4 1/8 NR 1,000<br />
043.0275 NIPPLO CONICO A2--1/4 -- CL 2500 NR 2,000<br />
043.0280 MANICOTTO 1/4 M 4/4 -- CL 2543 NR 2,000<br />
043.0282 MANICOTTO 3/8 NR 1,000<br />
043.02<strong>90</strong> INNESTO RAPIDO 1/4 GHIOTTO 13/A NR 4,000<br />
043.0301 TUBO RILSAN 8X6 NERO COD.17257181 MT 7,000<br />
043.0302 TUBO RILSAN 4X2.7 BIANCO C.17257162 MT 5,000<br />
043.0472 SILENZIATORE 1/4-- PLASTICA NR 4,000<br />
043.0552 MANOMETRO DIAM. 40 NR 2,000<br />
043.0564 FR 1/4 20--08 NR 1,000<br />
043.0580 REGOLATORE MR 1/4 O--8 NR 1,000<br />
043.0601 VALVOLA VMS 114--1/4 08 NR 1,000<br />
6-41
MEP S.p.A.<br />
Betjeningspanel<br />
6-42 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
114
115<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
005.2251 ANGOLO X QUADRO COMANDI NR 1,000<br />
005.2261 GIUNTO ANGOLO X QUADRO 497500 NR 1,000<br />
010.1201 VITERIA E BULLONERIA NR 1,000<br />
010.1811 SERRATURA ART 1511 MM.21 NR 1,000<br />
010.7201 <strong>DA</strong>DO M4 NR 8,000<br />
010.7204 <strong>DA</strong>DO M8 NR 2,000<br />
010.7479 GRANO VCE PUNTA PIANA 8 X 16 NR 1,000<br />
010.7849 VITE TCEI 4 X 16 NR 4,000<br />
010.7885 VITE TCEI 4 X 50 NR 4,000<br />
016.0242 ASTAMOBILEXCONSOLLE NR 1,000<br />
016.0307 QUADRO COMANDI MEP--E NR 1,000<br />
016.0344 QUADRO ELETTRICO NR 1,000<br />
016.1571 MANICOTTO X ANGOLO COMMANDER NR 1,000<br />
019.5114 COPRIVENTOLA X ALIMENTAT.SA 140 NR 1,000<br />
019.5117 COPRIVENTOLA NR 1,000<br />
019.5210 VENTOLAXALIMENTATORESA140 NR 1,000<br />
019.5211 VENTOLA 4715MS 23TB NR 1,000<br />
019.5371 TRECCE X SPORTELLI NR 1,000<br />
022.0040 COMANDO BLOCCOPORTA 3ZV19260B NR 1,000<br />
022.0197 GUAINA POLYFLEX NW 29--1200291 MT 1,000<br />
022.0209 RACCORDO RAPIDO SEM 29 ART.3800296 NR 1,000<br />
022.0211 RACCORDO RAPIDO SEM PG 13,5 NR 2,000<br />
022.0216 RACCORDO POLIAMMIDE PA6 <strong>90</strong>Ø NERO NR 1,000<br />
022.0234 PRESSACORDONE 3246 NERO PG 13,5 NR 1,000<br />
022.0244 CONTRO<strong>DA</strong>DO 3217B GRIGIO PG 13 NR 3,000<br />
022.0247 <strong>DA</strong>DO POLIAM.HUMMEL 1.262.2<strong>90</strong>0.11 NR 2,000<br />
022.0361 LAMPA<strong>DA</strong> MICROLUX C.24 V. CON SUONO NR 1,000<br />
028.0010 PISTOLA NR 1,000<br />
028.0174 FILTRO M12R X VENTOLA NR 2,000<br />
034.0414 COPERCHIO ALETT. A12C--7032 NR 2,000<br />
034.0431 BASE A12B -- 7032 NR 2,000<br />
034.1211 MANIGLIA GN--565--20--128.SW NR 1,000<br />
043.0186 RACCORDO <strong>FE</strong>MMINA 1/2 AQUASTOP NR 1,000<br />
6-43
MEP S.p.A.<br />
Fast drejeskive<br />
6-44 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
116
117<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
001.3<strong>90</strong>8 PIATTAFORMA FISSA CN <strong>90</strong> <strong>CNC</strong><strong>FE</strong> M.959 NR 1,000<br />
007.2165 SUPPORTO GANASCIA MORSA NR 1,000<br />
007.3652 SUPPORTO GANASCIA ANTIBAVA CN <strong>90</strong> NR 1,000<br />
007.3653 SUPPORTO GANASCIA FISSA DESTRA CN<strong>90</strong> NR 1,000<br />
007.3671 PIASTRA PREMIBARRA CN <strong>90</strong> NR 1,000<br />
007.3691 PERNO X PREMIBARRA CN <strong>90</strong> NR 1,000<br />
007.5031 SQUADRETTO X LIQUIDO PIANO GIREVOLE NR 1,000<br />
007.6003 SUPPORTO PERNO PREMIBARRA CB 6000 NR 1,000<br />
010.0524 GANASCIA ANTIBAVA MOBILE CN <strong>90</strong> NR 1,000<br />
010.0541 GANASCIA MORSA DESTRA CN <strong>90</strong> NR 1,000<br />
010.1201 VITERIA E BULLONERIA NR 4,000<br />
010.1538 STAFFA SUPPORTO CILINDRO CN <strong>90</strong> NR 1,000<br />
010.1548 STAFFA AGGANCIO CILINDRO <strong>CONDOR</strong> NR 1,000<br />
010.7205 <strong>DA</strong>DO M10 NR 1,000<br />
010.7454 GRANO VCE P.CON. 8 X 8 NR 1,000<br />
010.7479 GRANO VCE PUNTA PIANA 8 X 16 NR 1,000<br />
010.7603 RONDELLA DIAM. 6 NR 2,000<br />
010.7605 RONDELLA DIAM. 10 NR 1,000<br />
010.7671 RODELLA SPESSORE DIAM. 8 X 3 NR 2,000<br />
010.7868 VITE TCEI 6 X 12 NR 2,000<br />
010.7873 VITE TCEI 6 X 30 NR 2,000<br />
010.7893 VITE TCEI 8 X 20 NR 2,000<br />
010.7894 VITE TCEI 8 X 25 NR 3,000<br />
010.7897 VITE TCEI 8 X 40 NR 2,000<br />
010.7913 VITE TCEI 10 X 50 NR 6,000<br />
010.7923 VITE TCEI 10 X 25 NR 1,000<br />
010.7978 VITE TE 10 X 40 NR 1,000<br />
016.0296 STAFFA ESTERNA CILINDRO NR 1,000<br />
016.0487 GUI<strong>DA</strong> SCARICO TRUCIOLI SH 330 AXI S NR 1,000<br />
016.0489 GUI<strong>DA</strong> SCARICA PEZZI CN <strong>90</strong> NR 1,000<br />
028.0121 RACCORDO 3/8--17 CL 2601 NR 1,000<br />
028.0392 TUBO LOOC LINE BZ44BO.0350 3/8 MT 1,000<br />
028.0397 UGELLO 0 12 BZ 4480.0313 NR 1,000<br />
028.0402 RACCORDO 3/8 BZ 4480.0305 NR 1,000<br />
043.0041 CILINDRO MORSE 50X10 0 40 L.150 D.E NR 1,000<br />
043.0198 ATTACCO A GOMITO GIREV.4X1/4 CL6521 NR 1,000<br />
043.0653 RUBINETTO M/F 3/8 CL 6310 NR 1,000<br />
6-45
MEP S.p.A.<br />
Skruestikenhed<br />
6-46 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
118
Versione 7EP<br />
Kode Beskrivelse M. Antal<br />
002.0052 .STAFFA POSTERIORE CN <strong>90</strong> NR 1,000<br />
002.0063 .CHIOCCIOLA MORSA DI TAGLIO CN <strong>90</strong> NR 1,000<br />
007.3632 BOCCOLA FILETTATA TPN 24X5 NR 1,000<br />
007.3713 GANASCIA MORSA CN <strong>90</strong> <strong>CNC</strong><strong>FE</strong> NR 2,000<br />
007.3741 GUI<strong>DA</strong> CHIOCCIOLA CN <strong>90</strong> <strong>CNC</strong><strong>FE</strong> NR 2,000<br />
007.3761 BARRA APPOGGIA PEZZI DESTRA CN <strong>90</strong> NR 2,000<br />
007.4223 STAFFA ANTERIORE NR 1,000<br />
007.4224 STAFFA REGOLAZIONE ALIMENTATORE NR 2,000<br />
007.4251 BRONZINA MORSA NR 2,000<br />
010.0233 VITE MORSA 414X24 FILETTO SINISTRO NR 1,000<br />
010.1515 STAFFA FIX F.C.MORSA DI TAGLIO NR 1,000<br />
010.7205 <strong>DA</strong>DO M10 NR 2,000<br />
010.7410 GRANO VCE P.CIL. 8 X 16 NR 1,000<br />
010.7454 GRANO VCE P.CON. 8 X 8 NR 1,000<br />
010.7455 GRANO VCE P.CON. 8 X 10 NR 2,000<br />
010.7467 GRANO VCE PUNTA PIANA 6 X 12 NR 1,000<br />
010.7475 GRANO VCE P.PIANA 8 X 8 NR 1,000<br />
010.7604 RONDELLA DIAM. 8 NR 1,000<br />
010.7831 VITE BUTON 5 X 12 NR 2,000<br />
010.7851 VITE TCEI 4 X 10 NR 2,000<br />
010.7859 VITE TCEI 5 X 12 NR 4,000<br />
010.7860 VITE TCEI 5 X 15 NR 6,000<br />
010.7870 VITE TCEI 6 X 16 NR 2,000<br />
010.7871 VITE TCEI 6 X 20 NR 4,000<br />
010.7872 VITE TCEI 6 X 25 NR 8,000<br />
010.7893 VITE TCEI 8 X 20 NR 5,000<br />
010.7927 VITE TCEI 10 X 60 NR 4,000<br />
010.7944 VITE TCEI 12 X 60 NR 4,000<br />
010.7978 VITE TE 10 X 40 NR 2,000<br />
016.0439 PROTEZIONE FINE C. MORSA DI TAGLIO NR 1,000<br />
022.0503 FINECORSA CROUZET 83.123.018 NR 1,000<br />
025.0203 ANELLO TENUTA 35X25X7 NR 1,000<br />
034.0205 VOLANTINO VPRA/125 MR NR 1,000<br />
043.0044 CILINDRO VOLAMP.100--8 CIRCOL. NR 1,000<br />
043.0206 ATTACCO A ESAGONO 4X1/8 -- CL 6511 NR 2,000<br />
043.0302 TUBO RILSAN 4X2.7 BIANCO C.17257162 MT 2,000<br />
0<strong>90</strong>.5201 PARTICOLARI NR 3,000<br />
119<br />
6-47
MEP S.p.A.<br />
Rulleenhed på fremføringsenhed<br />
6-48 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
120
121<br />
Versione 7EP<br />
Kode Beskrivelse M. Antal<br />
001.3951 STAFFA ANTERIORE ALIM NR 1,000<br />
010.2032 GUI<strong>DA</strong> RULLO ALIMENTATORE NR 2,000<br />
001.3952 STAFFA POSTERIORE ALIMENTATORE NR 1,000<br />
010.3147 SUPPORTO VITE RULLATA NSK NR 1,000<br />
007.3731 GIUNTO MOTORE ALIMENTATORE NR 1,000<br />
019.3401 MOTORE PP EWHOF NR 1,000<br />
010.2031 GUI<strong>DA</strong> CARRELLO NR 2,000<br />
025.0813 BOCCOLA RULLINI IMA HK 1512 NR 20,000<br />
016.14<strong>90</strong> STAFFA COMANDO MICROINTERRUTTORE NR 1,000<br />
007.3243 SUPPORTO ALIMENTATORE NR 2,000<br />
016.1733 PROTEZIONE CAVO FINECORSA NR 1,000<br />
010.7940 M12 X 30 TCEI NR 4,000<br />
010.7924 M10 X 30 TCEI NR 2,000<br />
010.7896 M8 X 35 TCEI NR 4,000<br />
010.7616 ROSETTA 21 X 37 NR 2,000<br />
010.1201 <strong>DA</strong>DO M20 BASSO NR 2,000<br />
010.7601 ROSETTA 4_1X9 NR 2,000<br />
010.7850 M4 X 8 TCEI NR 2,000<br />
010.7830 M5 X 10 BUTTON NR 2,000<br />
016.1736 PROTEZIONE MOTORE ALIMENTATORE NR 1,000<br />
010.7604 ROSETTA 8 4 X 14 NR 4,000<br />
010.7893 M8 X 20 TCEI NR 2,000<br />
016.0875 A<strong>DA</strong>TTATORE CARICATORE CB 6000 NR 1,000<br />
010.7891 M8 X 16 TCEI NR 2,000<br />
010.0793 RULLO ALIMENTATORE NR 10,000<br />
010.7861 M5 X 20TCEI NR 4,000<br />
010.3003 VITE RULLATA D20P40RS2040A20NSK NR 1,000<br />
010.7232 <strong>DA</strong>DO AUTOBLOCCANTE M14 NR 1,000<br />
010.7868 M6 X 12 TCEI NR 8,000<br />
007.3656 SUPPORTO MOTORE PASSO--PASSO ALIMENTATORE NR 1,000<br />
010.7870 M6 X 16 TCEI NR 4,000<br />
010.7871 M6 X 20 TCEI NR 4,000<br />
007.3659 STAFFA FISSAGGIO GUI<strong>DA</strong> CARICATORE DI BARRE NR 2,000<br />
034.1001 LEVAASCATTOM8 NR 2,000<br />
010.7671 ROSETTA 8 4X3 NR 2,000<br />
007.6072 GUI<strong>DA</strong> BARRA CARICATORE DI BARRE NR 2,000<br />
010.8000 M6 X 8 TSPEI NR 4,000<br />
007.3674 PIASTRINO FISSAGGIO GUI<strong>DA</strong>BARRA CARICATORE DI BARRE NR 2,000<br />
007.6005 SUPPORTO GUI<strong>DA</strong>BARRA CARICATORE DI BARRE NR 1,000<br />
010.7894 M8 X 25 TCEI NR 2,000<br />
6-49
MEP S.p.A.<br />
Fremføringsvogn<br />
6-50 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
122
123<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
001.3953 SLITTA BASCULANTE ALIMENTATORE NR 1,000<br />
001.3954 CARRELLO ALIMENTATORE CN <strong>90</strong> <strong>CNC</strong><strong>FE</strong> NR 1,000<br />
001.3955 .SCORREVOLE MORSA ALIMENTATORE NR 1,000<br />
007.3633 BOCCOLA CENTRAGGIO CHIOCCIOLA NR 1,000<br />
007.3655 SUPPORTO CATENA PORTACAVI CN <strong>90</strong> NR 1,000<br />
007.3657 SUPPORTO RULLO PREMIBARRA ANTERIORE NR 1,000<br />
007.3658 SUPPORTO RULLO PREMIBARRA POSTERIORE NR 1,000<br />
007.3660 SUPPORTO BATTUTA TASTATORE NR 1,000<br />
007.3672 PIASTRA REGISTRAZIONE SLITTA BASCULANTE NR 2,000<br />
007.3673 PIASTRA COMANDO FINECORSA AVANZAMENTO NR 1,000<br />
007.3711 GANASCIA SCORREVOLE ALIMENTAT.CN <strong>90</strong> NR 1,000<br />
007.3712 GANASCIA FISSA ALIMENTATORE CN <strong>90</strong> NR 1,000<br />
007.3781 LARDONE MORSA NR 1,000<br />
007.3916 TASSELLO FIX RULLO SUPPLEMENTARE NR 2,000<br />
010.0234 VITE MORSA ALIMENTATORE 360X24 CN<strong>90</strong> NR 1,000<br />
010.0796 RULLO PREMIBARRA 0 30 COMPLETO ALIMENTATORE NR 1,000<br />
010.0927 MOLLA CARRELLO ALIMENTATORE NR 4,000<br />
010.1201 VITERIA E BULLONERIA NR 5,000<br />
010.1202 OLIATORE A S<strong>FE</strong>RA DIAM. 8 NR 1,000<br />
010.1203 OLIATORE A <strong>90</strong>Ø 6X1 NR 2,000<br />
010.1527 STAFFA FIX F.C.PRESENZA BARRA NR 1,000<br />
010.1540 STAFFA SUPPORTO FINECORSA PRESENZA NR 1,000<br />
010.3033 CHIOCCIOLA GY2040QS--HEZR CN <strong>90</strong> NR 1,000<br />
010.7203 <strong>DA</strong>DO M6 NR 7,000<br />
010.7450 GRANO VCE P.CIL. 6 X 6 NR 2,000<br />
010.7454 GRANO VCE P.CON. 8 X 8 NR 2,000<br />
010.7455 GRANO VCE P.CON. 8 X 10 NR 2,000<br />
010.7456 GRANO VCE P.CON. 8 X 16 NR 2,000<br />
010.7463 GRANO VCE P.CON. 6 X 35 NR 5,000<br />
010.7602 RONDELLA DIAM. 5 NR 4,000<br />
010.7603 RONDELLA DIAM. 6 NR 5,000<br />
010.7604 RONDELLA DIAM. 8 NR 2,000<br />
010.7830 VITE BUTON 5 X 10 NR 2,000<br />
010.7850 VITE TCEI 4 X 8 NR 2,000<br />
010.7852 VITE TCEI 4 X 12 NR 6,000<br />
010.7859 VITE TCEI 5 X 12 NR 6,000<br />
010.7860 VITE TCEI 5 X 15 NR 8,000<br />
010.7868 VITE TCEI 6 X 12 NR 8,000<br />
010.7871 VITE TCEI 6 X 20 NR 4,000<br />
010.7873 VITE TCEI 6 X 30 NR 4,000<br />
010.7886 VITE TCEI 5 X 35 NR 2,000<br />
010.7893 VITE TCEI 8 X 20 NR 5,000<br />
010.7928 VITE TCEI 10 X 70 NR 2,000<br />
010.79<strong>90</strong> VITE TSPEI 4 X 8 NR 4,000<br />
016.1509 STAFFA FIX SOFFIETTO CIRCOLARE NR 2,000<br />
016.1513 STAFFA FIX MICROINTERRUTTORE NR 1,000<br />
016.1734 PROTEZIONE FINECORSA PRESENZA BARRA NR 1,000<br />
016.1735 PROTEZIONE FINECORSA ALIMENTATORE NR 1,000<br />
022.0507 FINECORSA D4C--1G02 1M NR 2,000<br />
022.0508 FINECORSA V5B010 CB1 NR 1,000<br />
025.0047 MANICOTTO A S<strong>FE</strong>RA 0668.030.00 AL. NR 4,000<br />
025.0060 CUSCINETTO 6000 2Z NR 2,000<br />
025.0203 ANELLO TENUTA 35X25X7 NR 1,000<br />
034.0205 VOLANTINO VPRA/125 MR NR 1,000<br />
043.0048 CILINDRO VOLAMPRESS 0 100 ALIMENTATORE NR 1,000<br />
043.0206 ATTACCO A ESAGONO 4X1/8 -- CL 6511 NR 2,000<br />
043.0235 BIFORCAZ. A Y TUBO 4MM. 24275320 NR 2,000<br />
043.0422 SOFFIETTO CIRCOLARE ALIMENTATORE NR 2,000<br />
0<strong>90</strong>.5201 PARTICOLARI NR 3,000<br />
6-51
MEP S.p.A.<br />
Bagerste beskyttelsesbarre<br />
6-52 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
124<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> <strong>FE</strong>
125<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
007.4132 SUPPORTO DX BARRA PROTEZIONE NR 1,000<br />
007.4133 SUPPORTO SX BARRA PROTEZIONE NR 1,000<br />
007.4184 PERNO BARRA PROTEZIONE NR 2,000<br />
010.0938 MOLLA GAS 120MM.1000N SH AX--AXI--<strong>CNC</strong> NR 2,000<br />
010.1492 STAFFA FIX BARRA PROTEZIONE NR 2,000<br />
010.1842 SUPPORTO MASCHIO X MOLLA A GAS NR 2,000<br />
010.2503 BARRA DI PROTEZIONE ANTERIORE NR 1,000<br />
010.7204 <strong>DA</strong>DO M8 NR 3,000<br />
010.7229 <strong>DA</strong>DO AUT. M8 NR 2,000<br />
010.7475 GRANO VCE P.PIANA 8 X 8 NR 2,000<br />
010.7481 GRANO VCE PUNTA PIANA 8 X 35 NR 1,000<br />
010.7603 RONDELLA DIAM. 6 NR 2,000<br />
010.7604 RONDELLA DIAM. 8 NR 8,000<br />
010.7830 VITE BUTON 5 X 10 NR 10,000<br />
010.7852 VITE TCEI 4 X 12 NR 8,000<br />
010.7859 VITE TCEI 5 X 12 NR 2,000<br />
010.7868 VITE TCEI 6 X 12 NR 6,000<br />
010.7870 VITE TCEI 6 X 16 NR 2,000<br />
010.7893 VITE TCEI 8 X 20 NR 4,000<br />
010.7967 VITE TE 8 X 40 NR 2,000<br />
016.0427 PROTEZIONE DX BARRA ALIMENTORE NR 1,000<br />
016.0428 PROTEZIONE SX BARRA ALIMENTORE NR 1,000<br />
016.0606 SUPPORTO BARRA DI PROTEZIONE SX NR 1,000<br />
016.0607 SUPPORTO BARRA DI PROTEZIONE DX NR 1,000<br />
016.1226 PIASTRINO CHIUSURA PROTEZ.DX--SX NR 2,000<br />
016.1517 STAFFA FIX F.C.BARRA PROTEZIONE NR 1,000<br />
022.0392 GRAF<strong>FE</strong>TTE IN ACCIAIO DM 10--11 NR 1,000<br />
022.0507 FINECORSA D4C--1G02 1M NR 1,000<br />
034.0934 TAPPO DISTANZ.BARRA PROTEZIONE NR 2,000<br />
034.1211 MANIGLIA GN--565--20--128.SW NR 1,000<br />
6-53
MEP S.p.A.<br />
Beskyttelsesenhed til siden og bagved<br />
6-54 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
126
127<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
007.2172 BUSSOLA NR 1,000<br />
007.2173 PERNO BLOCCAGGIO NR 1,000<br />
007.2174 GHIERA DI SPALLAMENTO NR 1,000<br />
007.3631 BOCCOLA FIX BARRA DI PROTEZIONE NR 1,000<br />
007.3651 SUPPORTO BOCCOLA FIX BARRA DI PRO-- NR 1,000<br />
010.0<strong>90</strong>2 MOLLE PUNTO FISSO TESTA NR 1,000<br />
010.2504 BARRA DI PROTEZIONE POSTERIORE CN<strong>90</strong> NR 1,000<br />
010.2505 BARRA DI PROTEZIONE LATERALE CN <strong>90</strong> NR 1,000<br />
010.7009 ANELLO SEEGER DIAM. 30 NR 1,000<br />
010.7204 <strong>DA</strong>DO M8 NR 2,000<br />
010.7450 GRANO VCE P.CIL. 6 X 6 NR 2,000<br />
010.7479 GRANO VCE PUNTA PIANA 8 X 16 NR 1,000<br />
010.7483 GRANO VCE PUNTA PIANA 8X50 NR 1,000<br />
010.7603 RONDELLA DIAM. 6 NR 4,000<br />
010.7604 RONDELLA DIAM. 8 NR 6,000<br />
010.7852 VITE TCEI 4 X 12 NR 2,000<br />
010.7868 VITE TCEI 6 X 12 NR 4,000<br />
010.7891 VITE TCEI 8 X 16 NR 5,000<br />
010.7893 VITE TCEI 8 X 20 NR 2,000<br />
010.7965 VITE TE 8 X 35 NR 1,000<br />
016.1227 . NR 1,000<br />
022.0507 FINECORSA D4C--1G02 1M NR 1,000<br />
034.1112 VOLANTINO DIAM.40 M8 NR 1,000<br />
6-55
MEP S.p.A.<br />
Savhovedenhed på model LR<br />
6-56 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
128
129<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
001.0712 TAMPONE GRUPPO FRIZIONE NR 1,000<br />
001.3<strong>90</strong>1 TESTA NR 1,000<br />
007.3616 GHIERA FIX CUSCINETTO NR 1,000<br />
007.3618 PERNO SUPPORTO SNODO TESTA NR 1,000<br />
010.0352 GHIERA AUTOBLOCCANTE 35X1,5 NR 2,000<br />
010.1201 VITERIA E BULLONERIA NR 4,000<br />
010.1539 STAFFA AGGANCIO CILINDRO CN <strong>90</strong> NR 1,000<br />
010.7118 CHIAVETTA10X8X40 NR 1,000<br />
010.7125 CHIAVETTA10X8X56 NR 1,000<br />
010.7479 GRANO VCE PUNTA PIANA 8 X 16 NR 1,000<br />
010.7554 PERNO DI TRASCINAMENTO 10 X 20 NR 2,000<br />
010.7604 RONDELLA DIAM. 8 NR 3,000<br />
010.7606 RONDELLA DIAM. 12 NR 1,000<br />
010.7671 RODELLA SPESSORE DIAM. 8 X 3 NR 4,000<br />
010.7896 VITE TCEI 8 X 35 NR 2,000<br />
010.7961 VITE TE 8 X 20 NR 4,000<br />
010.7964 VITE TE 8 X 30 NR 3,000<br />
011.0006 ALBERO PORTADISCO NR 1,000<br />
011.0104 FLANGIA ESTERNA NR 1,000<br />
025.0067 CUSCINETTO 3207 NR 1,000<br />
025.0068 CUSCINETTO 6203 NR 1,000<br />
025.0069 CUSCINETTO 32007X NR 2,000<br />
025.0123 INGRANAGGIO D.43055/53 ALBERO VITE NR 1,000<br />
025.0145 CORONA ELICOI<strong>DA</strong>LE DIS. 86.06.002 NR 1,000<br />
025.0146 ALBERO VITE SENZA FINE DIS.86.06.01 NR 1,000<br />
025.0200 ANELLO TENUTA 62X45X10 NR 1,000<br />
025.0210 ANELLO TENUTA OR 6275--69,21 NR 1,000<br />
034.0<strong>90</strong>1 ”TAPPO LIVELLO OLIO 1/2 ””GAS.” NR 1,000<br />
034.0<strong>90</strong>2 ”TAPPO OLIO SFP 1/2”” ROSSO” NR 2,000<br />
6-57
MEP S.p.A.<br />
Savhovedenhed på model MR og HR<br />
6-58 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
130
131<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
001.1503 FLANGIA ESTERNA NR 1,000<br />
001.1912 COPERCHIO SNODO TESTA NR 2,000<br />
001.3<strong>90</strong>9 BILANCIERE NR 1,000<br />
007.1<strong>90</strong>2 DISTANZIALE CUSCINETTO ESTERNO NR 1,000<br />
007.1<strong>90</strong>3 DISTANZIALE CUSCINETTO INTERNO NR 1,000<br />
007.1<strong>90</strong>4 DISTANZIALE PULEGGIA NR 1,000<br />
007.3692 PERNO SUPPORTO SNODO TESTA CN <strong>90</strong> NR 1,000<br />
010.0404 <strong>DA</strong>DO ESAGONALE MM.25 P. 2 NR 1,000<br />
010.1547 STAFFA SUPPORTO CILINDRO <strong>CONDOR</strong> <strong>90</strong> NR 1,000<br />
010.7111 CHIAVETTA 8X7X32 NR 1,000<br />
010.7603 RONDELLA DIAM. 6 NR 2,000<br />
010.7604 RONDELLA DIAM. 8 NR 4,000<br />
010.7625 RONDELLA DIAM. 8 X 32 NR 1,000<br />
010.7671 RODELLA SPESSORE DIAM. 8 X 3 NR 1,000<br />
010.7852 VITE TCEI 4 X 12 NR 6,000<br />
010.7868 VITE TCEI 6 X 12 NR 3,000<br />
010.7893 VITE TCEI 8 X 20 NR 2,000<br />
010.7961 VITE TE 8 X 20 NR 5,000<br />
011.0005 ALBERO PORTADISCO NR 1,000<br />
016.0099 CARTER CINGHIA NR 1,000<br />
016.0296 STAFFA ESTERNA CILINDRO NR 1,000<br />
016.0106 CARTER CINGHIA PER CN<strong>90</strong> MODELLO MR NR 1,000<br />
025.0054 CUSCINETTO 62.03 2Z NR 2,000<br />
025.0055 CUSCINETTO 62.05 2Z C3 NR 2,000<br />
025.0171 PULEGGIA 50X2 SPZ FORO 24 NR 1,000<br />
043.0641 NEBULIZZATORE A DEPR. T.7240201 NR 1,000<br />
6-59
MEP S.p.A.<br />
Afskærmningsenhed for savklingen på model LR<br />
6-60 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
132
133<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
005.2005 SPRUZZATORE RUBINETTO NR 1,000<br />
005.2051 FASCETTA FISSAGGIO CARTER NR 1,000<br />
005.2054 PROTEZIONE DISCO NR 1,000<br />
005.2056 .CARTER DISCO NR 1,000<br />
007.3606 PIASTRINO PULILAMA COMPLETO NR 1,000<br />
010.1201 VITERIA E BULLONERIA NR 1,000<br />
010.7013 ANELLO SEEGER DIAM. 62 NR 1,000<br />
010.7226 <strong>DA</strong>DO AUTOBLOCCANTE M6 NR 1,000<br />
010.7454 GRANO VCE P.CON. 8 X 8 NR 1,000<br />
010.7480 GRANO VCE PUNTA PIANA 8 X 30 NR 1,000<br />
010.7601 RONDELLA DIAM. 4 NR 4,000<br />
010.7603 RONDELLA DIAM. 6 NR 4,000<br />
010.7671 RODELLA SPESSORE DIAM. 8 X 3 NR 1,000<br />
010.7853 VITE TCEI 4 X 20 NR 4,000<br />
010.7861 VITE TCEI 5 X 20 NR 1,000<br />
010.7868 VITE TCEI 6 X 12 NR 2,000<br />
010.7870 VITE TCEI 6 X 16 NR 4,000<br />
016.0554 GUI<strong>DA</strong> SPAZZOLA PULILAMA NR 1,000<br />
016.1732 PROTEZIONE FISSA CN <strong>90</strong> NR 1,000<br />
025.0071 CUSCINETTO 626 2RS NR 2,000<br />
025.0551 SPAZZOLA PULILAMA 6X25 030 GG43 NR 1,000<br />
028.0101 REGOLATORE PER RUBINETTO 8 X 1/4 NR 1,000<br />
034.0933 TAPPO CARTER DISCO NR 1,000<br />
034.1001 LEVAASCATTO8MAPK55 NR 1,000<br />
6-61
MEP S.p.A.<br />
Afskærmningsenhed for savklingen på model MR og HR<br />
6-62 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
134
135<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
005.2071 PROTEZIONE DISCO 0 300/315 MOD.174 NR 1,000<br />
005.2051 FASCETTA FISSAGGIO CARTER NR 1,000<br />
005.2054 PROTEZIONE DISCO 300/315 NR 1,000<br />
005.2071 .PROTEZIONE DISCO 0 300 <strong>CONDOR</strong> <strong>90</strong> NR 1,000<br />
010.7013 ANELLO SEEGER DIAM. 62 NR 1,000<br />
010.7031 ANELLO SEEGER SK DIAM. 8 NR 1,000<br />
010.7603 RONDELLA DIAM. 6 NR 5,000<br />
010.7830 VITE BUTON 5 X 10 NR 2,000<br />
010.7868 VITE TCEI 6 X 12 NR 1,000<br />
010.7870 VITE TCEI 6 X 16 NR 4,000<br />
010.7871 VITE TCEI 6 X 20 NR 2,000<br />
010.7991 VITE TSPEI 4 X 12 NR 2,000<br />
016.0022 CONVOGLIATORE TRUCIOLI NR 1,000<br />
016.0231 ASTA COMANDO PROTEZIONE CN <strong>90</strong> HR--MR NR 1,000<br />
016.1594 PROLUNGA PROTEZIONE DISCO CN <strong>90</strong> NR 1,000<br />
016.1738 . NR 1,000<br />
028.0361 RACCORDO IN GOMMA CARTER NR 1,000<br />
034.0933 TAPPO CARTER DISCO NR 1,000<br />
034.1112 VOLANTINO DIAM.40 M8 NR 1,000<br />
043.0204 ATTACCO A GOMITO 8X1/4 -- CL 6521 NR 1,000<br />
6-63
MEP S.p.A.<br />
Motorenhed på model LR<br />
6-64 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
136
137<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
001.3<strong>90</strong>3 COPERCHIO TESTA NR 1,000<br />
007.3361 DISTANZIALE INGRANAGGIO MOTORE NR 1,000<br />
007.3604 RONDELLA FISSAGGIO INGRANAGGIO MOT. NR 1,000<br />
010.7113 CHIAVETTA 8X7X40 NR 1,000<br />
010.7601 RONDELLA DIAM. 4 NR 3,000<br />
010.7604 RONDELLA DIAM. 8 NR 5,000<br />
010.7851 VITE TCEI 4 X 10 NR 3,000<br />
010.7963 VITE TE 8 X 25 NR 9,000<br />
010.7979 VITE TE 10 X 50 NR 1,000<br />
016.1731 PROTEZIONE MOTORE TESTA CN <strong>90</strong> NR 1,000<br />
019.1603 KW 1,8/1,3 3K100L4/8MB14 0 28 V.380 NR 1,000<br />
022.0212 RACCORDO RAPIDO SEM PG 16 NR 1,000<br />
025.0122 INGRANAGGIO D.43054/53 ALBERO MOT. NR 1,000<br />
025.0621 GUARNIZIONE TESTA NR 1,000<br />
025.0622 GUARNIZIONE MOTORE NR 1,000<br />
6-65
MEP S.p.A.<br />
Motorenhed på model MR og HR<br />
6- 66 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
138
139<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
001.1<strong>90</strong>6 PIANA MOTORE NR 1,000<br />
010.7111 CHIAVETTA 8X7X32 NR 1,000<br />
010.7204 <strong>DA</strong>DO M8 NR 1,000<br />
010.7481 GRANO VCE PUNTA PIANA 8 X 35 NR 1,000<br />
010.7604 RONDELLA DIAM. 8 NR 6,000<br />
010.7625 RONDELLA DIAM. 8 X 32 NR 3,000<br />
010.7671 RODELLA SPESSORE DIAM. 8 X 3 NR 1,000<br />
010.7961 VITE TE 8 X 20 NR 5,000<br />
010.7964 VITE TE 8 X 30 NR 2,000<br />
019.1653 KW 1,5 6P C100 B3 V.230--400 CN <strong>90</strong>MR NR 1,000<br />
025.0025 CINGHIA SPZ <strong>90</strong>0 S.TX NR 1,000<br />
025.0172 PULEGGIA 60X2 SPZ FORO 24 NR 1,000<br />
Kode Beskrivelse M. Kvantum<br />
001.1<strong>90</strong>6 PIANA MOTORE NR 1,000<br />
010.7111 CHIAVETTA 8X7X32 NR 1,000<br />
010.7204 <strong>DA</strong>DO M8 NR 1,000<br />
010.7481 GRANO VCE PUNTA PIANA 8 X 35 NR 1,000<br />
010.7604 RONDELLA DIAM. 8 NR 6,000<br />
010.7625 RONDELLA DIAM. 8 X 32 NR 3,000<br />
010.7671 RODELLA SPESSORE DIAM. 8 X 3 NR 1,000<br />
010.7961 VITE TE 8 X 20 NR 5,000<br />
010.7964 VITE TE 8 X 30 NR 2,000<br />
019.0702 HP 3 2P V220/380 C<strong>90</strong>R NR 1,000<br />
025.0025 CINGHIA SPZ <strong>90</strong>0 S.TX NR 1,000<br />
025.0172 PULEGGIA 60X2 SPZ FORO 24 NR 1,000<br />
6-67
MEP S.p.A.<br />
Cylinderenhed<br />
6-68 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
140
141<br />
Versione 7EP<br />
Kode Beskrivelse M. Kvantum<br />
010.1103 FORCELLA 16 X 1,5 NR 2,000<br />
010.1201 VITERIA E BULLONERIA NR 2,000<br />
010.7603 RONDELLA DIAM. 6 NR 4,000<br />
010.7861 VITE TCEI 5 X 20 NR 4,000<br />
010.7868 VITE TCEI 6 X 12 NR 2,000<br />
016.1722 PROTEZIONE CILINDRO NR 1,000<br />
019.3551 MOTORE MAE MOD.HY 200 2232 1<strong>90</strong>B8<strong>CNC</strong> NR 1,000<br />
022.0046 POTENZIOMETRO 6639S--001--202 NR 1,000<br />
022.0211 RACCORDO RAPIDO SEM PG 13,5 NR 1,000<br />
022.0232 PRESSACAVO IN OTTONE 1/4 BM 2450 NR 1,000<br />
022.0242 <strong>DA</strong>DO IN OTTONE BM 2460 1/4 NR 1,000<br />
022.0244 CONTRO<strong>DA</strong>DO 3217B GRIGIO PG 13 NR 1,000<br />
022.0378 CONNETT.BOBINA VALV. RIGENERATRICE NR 1,000<br />
022.0615 BOBINA X VALVOLA RIGENERATRICE CIL. NR 1,000<br />
025.0252 ANELLO DK 40X8X20/4 PDF NR 1,000<br />
025.0876 GIUNTO WA 6--6 MM.28 X CILINDRO NR 2,000<br />
043.0204 ATTACCO A GOMITO 8X1/4 -- CL 6521 NR 2,000<br />
043.0813 UNITA’ IDROPNEUMATICA 0 63 C.150 NR 1,000<br />
043.5671 PROTEZIONE POTENZIOMETRO CILINDRO NR 1,000<br />
043.5681 SUPPORTO POTENZIOMETRO CILINDRO NR 1,000<br />
044.1251 VALVOLA RIGENERATRICE CILINDRO NR 1,000<br />
044.1257 VALVOLA DI CARICO CILINDRO NR 1,000<br />
Kode Beskrivelse M. Kvantum<br />
010.1103 FORCELLA 16 X 1,5 NR 2,000<br />
010.1201 VITERIA E BULLONERIA NR 2,000<br />
010.7603 RONDELLA DIAM. 6 NR 4,000<br />
010.7861 VITE TCEI 5 X 20 NR 4,000<br />
010.7868 VITE TCEI 6 X 12 NR 2,000<br />
016.1722 PROTEZIONE CILINDRO NR 1,000<br />
019.3551 MOTORE MAE MOD.HY 200 2232 1<strong>90</strong>B8<strong>CNC</strong> NR 1,000<br />
022.0046 POTENZIOMETRO 6639S--001--202 NR 1,000<br />
022.0211 RACCORDO RAPIDO SEM PG 13,5 NR 1,000<br />
022.0232 PRESSACAVO IN OTTONE 1/4 BM 2450 NR 1,000<br />
022.0242 <strong>DA</strong>DO IN OTTONE BM 2460 1/4 NR 1,000<br />
022.0244 CONTRO<strong>DA</strong>DO 3217B GRIGIO PG 13 NR 1,000<br />
022.0378 CONNETT.BOBINA VALV. RIGENERATRICE NR 1,000<br />
022.0615 BOBINA X VALVOLA RIGENERATRICE CIL. NR 1,000<br />
025.0252 ANELLO DK 40X8X20/4 PDF NR 1,000<br />
025.0876 GIUNTO WA 6--6 MM.28 X CILINDRO NR 2,000<br />
043.0204 ATTACCO A GOMITO 8X1/4 -- CL 6521 NR 2,000<br />
043.0814 UNITA’ IDROPNEUMATICA 0 63 C.200 NR 1,000<br />
043.5671 PROTEZIONE POTENZIOMETRO CILINDRO NR 1,000<br />
043.5681 SUPPORTO POTENZIOMETRO CILINDRO NR 1,000<br />
044.1251 VALVOLA RIGENERATRICE CILINDRO NR 1,000<br />
044.1257 VALVOLA DI CARICO CILINDRO NR 1,000<br />
6-69
Regulering<br />
I dette kapitel vises alle reguleringsoperationerne for de elektroniske, mekaniske<br />
og pneumatiske systemer. Ved hjælp af disse angivelser kan man “individualisere”<br />
sin maskine til den ønskede skæretype, og på den måde optimere tiderne for<br />
udførelsen af den pågældende operation.<br />
Adgang til og ændring af set -up parametre<br />
Ved hjælp af indstilling af set---up parametrene kan man konfigurere maskinen<br />
direkte fra betjeningspanelet. De forudindstillede parametre varierer fra maskine<br />
til maskine, indvendigt i betjeningspanelet befinder der sig en kuvert med<br />
standard opsætningsværdierne.<br />
" Sæt strøm til maskinen.<br />
" Tryk på F1.<br />
" Tast passwordet med følgende cifre 734533 (ses som sorte firkanter), tryk på<br />
ENTER, og displayet viser maskinens SET UP---skærmbillede.<br />
SET UP<br />
F1 = SPROG<br />
F2 = VALG AF MASKINTYPE<br />
F3 = STEP<br />
F4 = KLINGEMOTOR, FREMFØRINGSENHED<br />
F5 = MIN.SPÆNDINGSTÆRSKEL SAVBLAD<br />
F6 = DIVERSE TIMERE<br />
F7 = DIVERSE EKSTRAUDSTYR<br />
F8 = JUSTERING AF HOVEDSENSOR<br />
RUN/PROG = FOREGÅENDE MENU<br />
7<br />
7-1
MEP S.p.A.<br />
Indstilling af sprogparameter<br />
" Tryk på tasten F1 for at få adgang til SET UP for sprog. Vælg tallet, der svarer<br />
til det ønskede sprog, og tryk på ENTER for at bekræfte.<br />
SPROG ITALIANO<br />
1 = ITALIANO 7 = SUOMI<br />
2 = ENGLISH 8 = NORSK<br />
3 = DEUTSCH 9 = SVENSKA<br />
4 = FRANCAIS 10= PORTUGES<br />
5 = <strong>DA</strong>NSK 11= ESPANOL<br />
6 = NEDERLANDS<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Tryk på tasten RUN/PROG for at vende tilbage til den foregående menu.<br />
Indstilling af maskintypeparameter<br />
" Tryk på F2 for at få adgang til SET UP for valg af maskintype. Vælg nummeret<br />
svarende til den ønskede maskintype, og tryk på ENTER for at bekræfte.<br />
VALG AF MASKINTYPE<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> <strong>FE</strong><br />
1 = SHARK 320 <strong>CNC</strong> <strong>FE</strong><br />
2 = SHARK 330 <strong>CNC</strong> <strong>FE</strong><br />
3 = SHARK 330 <strong>CNC</strong> <strong>FE</strong>-S<br />
4 = SHARK 400 <strong>CNC</strong> <strong>FE</strong>-S<br />
5 = SHARK 270 <strong>CNC</strong> <strong>FE</strong><br />
6 = TIGER 350 <strong>CNC</strong> <strong>FE</strong><br />
7 = COBRA 350 <strong>CNC</strong> <strong>FE</strong><br />
8 = <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> <strong>FE</strong>-LR<br />
9 = <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> <strong>FE</strong>-MR<br />
10= <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong> <strong>FE</strong>-HR<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Tryk på RUN/PROG for at vende tilbage til den foregående menu.<br />
Indstilling af skridtmotorparameter<br />
" Tryk på F3 for at få adgang til SET UP for skridtmotoren.<br />
MÅLEENHED<br />
SKRIDTMOTOR<br />
= mm<br />
SKRUEGEVIND = 40<br />
MAKSIMUMKVOTE = 1005.5<br />
OVER NUL = 5.0<br />
OMDREJNINGER = 400<br />
ACCELERATION = 16<br />
HAST. NULSTILLING = 000<br />
HAST. OVER NUL = 00000<br />
HAST. MANUEL = 2000<br />
HAST. MAKS. FREMAD= 6000<br />
HAST. MAKS. BAGUD = 2000<br />
RUN/PROG = FOREGÅENDE MENU<br />
7-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
143
144 Regulering<br />
Versione 7EP<br />
" Indstil de værdier eller parametre, der står på mørk baggrund på displayet, og<br />
tryk på ENTER hver gang for at bekræfte valget og skifte position. De numeriske<br />
værdier, der skal indstilles, skrives med det numeriske tastatur, mens<br />
parametrene såsom måleenhederne i mm eller tommer skal vælges med F1<br />
eller F2.<br />
" Tryk på tasten RUN/PROG. for at vende tilbage til den foregående menu.<br />
Eller tryk igen på ENTER for at få adgang til det andet skærmbillede for SET<br />
UP af skridtmotoren.<br />
SKRIDTMOTOR<br />
TAB. KORRIG. <strong>FE</strong>JL SKRUEGEVIND<br />
KVOTE KORRIG.<br />
0.0 ±0.0<br />
1º RE<strong>FE</strong>R. PUNKT: 5.1 ±0.0<br />
2º RE<strong>FE</strong>R. PUNKT: 5.2 ±0.0<br />
3º RE<strong>FE</strong>R. PUNKT: 5.3 ±0.0<br />
1005.5 ±0.0<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Man kan således korrigere målefejlen for det fremførte arbejdsstykke. Denne<br />
regulering kan foretages, når den længde, der faktisk er blevet skåret, er længere<br />
eller kortere end værdien angivet i maskinen. Når man øger justeringsværdien<br />
for skruegevindet (til højre i displayet), kan man kompensere fejl på<br />
grundafslidpåskruenpåfølgendemåde:<br />
" Curseren flytter sig automatisk til det første punkt. Indstil den nødvendige<br />
kvote, og tryk på ENTER.<br />
SKRIDTMOTOR<br />
TAB. KORRIG. <strong>FE</strong>JL SKRUEGEVIND<br />
KVOTE KORRIG.<br />
0.0 ±0.0<br />
1º RE<strong>FE</strong>R.PUNKT: 5.1 ±0.0<br />
2º RE<strong>FE</strong>R.PUNKT: 5.2 ±0.0<br />
3º RE<strong>FE</strong>R.PUNKT: 5.3 ±0.0<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Curseren flytter sig til korrigeringsværdien:<br />
1005.5 ±0.0<br />
Hvis stykkets reelle mål er mindre, skal der trykkes på og forskellen<br />
tilføjes.<br />
Hvis stykkets reelle mål er større, skal der trykkes på for at fratrække<br />
korrigeringsværdien.<br />
7-3
MEP S.p.A.<br />
SKRIDTMOTOR<br />
TAB. KORRIG. <strong>FE</strong>JL SKRUEGEVIND<br />
KVOTE KORRIG.<br />
0.0 ±0.0<br />
1º RE<strong>FE</strong>R.PUNKT: 5.1 ±0.0<br />
2º RE<strong>FE</strong>R.PUNKT: 5.2 ±0.0<br />
3º RE<strong>FE</strong>R.PUNKT: 5.3 ±0.0<br />
1005.5 ±0.0<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Fortsæt på samme måde med de andre punkter. Værdien for det sidste punkt<br />
forudsættes automatisk af maskinen, hvorfor det er nødvendigt at tillægge<br />
korrigeringsværdien.<br />
MaskinenkanhaveenSKRIDTMOTOR---skruemedgevindpå5eller10mm.<br />
For at skifte værdi for SKRUEGEVIND, som på skærmbilledet ovenfor er sat til<br />
5 (helt gevind) med værdien OMDREJNINGSGEVIND=200, skal man konfigurere<br />
både SET---UP---skærmbilledet og driveren til SKRIDTMOTOREN.<br />
" For at udføre denne operation skal man først og fremmest slukke for maskinen<br />
og åbne lågen på el---skabet bag på maskinen.<br />
" I elskabet skal man finde driveren til SKRIDTMOTOREN, fjerne fastgørelsesskruerne<br />
og tage den ud.<br />
7-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
145
Observera!<br />
Observera!<br />
146 Regulering<br />
Versione 7EP<br />
" I den øverste del findes de dip---switches, der anvendes til konfigurationen.<br />
" De to rækker med dip---switches afgør både strømværdierne samt skridtmotorens<br />
afstand:<br />
ON<br />
OFF<br />
A B<br />
ON<br />
OFF<br />
I kapitel 6 vises tabellerne med de tilladte konfigurationer for driveren.<br />
" Indstil ligeledes værdierne for skruegevind i brug på betjeningspanelet, for<br />
eksempel SKRUEGEVIND = 10 (1/2 gevind) og OMDREJNINGER = 400.<br />
" Herefter kan man atter placere driveren i dens fatning og sørge for, at den<br />
sidder korrekt. Maskinen genstartes.<br />
SKRIDTMOTOR<br />
MÅLEENHED = mm<br />
SKRUEGEVIND = 40<br />
MAKSIMUMKVOTE = 1005.5<br />
OVER NUL = 5.0<br />
OMDREJNINGER = 400<br />
ACCELERATION = 16<br />
HAST. NULSTILLING = 000<br />
HAST. OVER NUL = 00000<br />
HAST. MANUEL = 2000<br />
HAST. MAKS. FREMAD= 6000<br />
HAST. MAKS. BAGUD = 2000<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Tryk på RUN/PROG for at vende tilbage til den foregående menu.<br />
Parameteren “MAKS. HAST. TILBAGE” skal, når maskinen er forbundet til<br />
stangmagasinet, have en værdi svarende til 2000.<br />
7-5
MEP S.p.A.<br />
Observera!<br />
Indstilling af specifikationer for klingen, savhovedets nedgangshastighed<br />
og registrering af stangen<br />
Disse parametre er tilgængelige ved at trykke på knappen F8 på arbejdsskærmene<br />
for den automatiske cyklus.<br />
X =<br />
θ˚=<br />
W =<br />
F = 153<br />
S =<br />
kg= 10<br />
DL= 0<br />
SL= 2.5<br />
AM= 0.0<br />
A = 0.1<br />
T = 0: 0<br />
TT= 0:10<br />
CYCLUS UNDER UDFØRELSE<br />
AUTOMATISK<br />
PGR. NR. MÅL PROG. SNIT<br />
10 512,8 2343<br />
ENKELT CYCLUS<br />
θ PROG.<br />
RUN/PROG=PROGRAMMERING<br />
SNIT<br />
F0 = PGR. ENKELT<br />
F9 = HOVEDMENU<br />
UDFØRTE<br />
F8 = BÅNDTYKKELSE SNIT<br />
F7 = ENKE/FORTSAT CYCLUS<br />
F6 = UDFØRT STEP/FORTSAT<br />
" Tryk på knappen F8 for at gå til skærmbilledet OPSÆTNING for at indstille:<br />
Klingetykkelsen i millimeter, den programmerede og den resterende levetid<br />
for værktøjet, den maksimale strøm til klingemotoren, åbningshastigheden for<br />
ventilen til nedgang af savhovedet og registreringsmålet for stangen.<br />
KLINGETYKKELSE = 2.5<br />
VÆRKTJJETS LEVETID<br />
PROGRAMMERET = 1547 m<br />
RESTERENDE = 952 m<br />
MAKS. STRJM TIL KLINGEMOTOR<br />
SKILDPADDE 1. HAST. AMP. = 12.5<br />
HARE 2. HAST. AMP. = 0.0<br />
HAST. AP MPP HOVED = 1<br />
REGISTRERINGSMÅL FOR STANG= 170<br />
RUN/PROG = FOREGÅENDE MENU<br />
Model LR har to hastigheder, mens model HR og MR kun har en hastighed<br />
angivet på betjeningspanelet med symbolet hare.<br />
" For at indtaste dataene skal man flytte curseren og bekræfte med ENTER.<br />
" Tryk på RUN/PROG for at vende tilbage til den foregående menu.<br />
7-6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
147
Indstilling af klingemotor og fremføringsenhed<br />
148 Regulering<br />
Versione 7EP<br />
Parameteren “Stop klingemotor” giver mulighed for at standse klingebevægelsen<br />
i punkterne FCTA (Endestop hoved frem), eller FCTI (Endestop hoved tilbage)<br />
eller i ingen af punkterne. Parameteren “Standsning af fremføringsenhed” giver<br />
mulighed for at standse fremføringsvognens fremadgående bevægelse (ved<br />
afhugningsskruestikken), eller bagudgående bevægelse (som ved normal<br />
maskinfunktion).<br />
" Fra opsætningsmenuen SET---UP trykkes der på F4 for at ændre:<br />
STOP KLINGEMOTOR = 2<br />
(0 = FCTA, 1 = FCTI, 2 = ALDRIG)<br />
PARKERING AF FREMFJRINGSENHED= 1<br />
(0 = FREM, 1 = TILBAGE)<br />
RUN/PROG = FOREGÅENDE MENU<br />
For model LR = 0<br />
" For at indtaste dataene skal man flytte curseren og bekræfte med ENTER.<br />
" Tryk på RUN/PROG for at vende tilbage til den foregående menu.<br />
Indstilling af diverse timere<br />
" Tryk på F6 for at få adgang til SET UP for indstilling af åbnings--- og lukketider<br />
for skruestikkerne, blokering og frigørelse af drejetårnet, tænding og slukning<br />
af spånopsamleren samt varigheden af LCD---displayets baggrundsbelysning.<br />
TID FOR ÅBNING/LUKN.AF SKRUES.=0.5S<br />
TID FOR BLOK./FRIGØR.AF DREJETÅRN= 0.0S<br />
ON-TID SPÅNOPSAMLER = 5 M<br />
OFF-TID SPÅNOPSAMLER = 2 M<br />
VARIGHED AF BAGGRUNDSBEL.AF LCD= 3 M<br />
(0 = UENDELIG)<br />
RUN/PROG = FOREGÅENDE MENU<br />
" For at ændre de forudindstillede værdier skal man indtaste værdier udtrykt i<br />
sekunder for de første to tal og i minutter for de sidste tre.<br />
" Tryk på RUN/PROG for at vende tilbage til den foregående menu.<br />
7-7
MEP S.p.A.<br />
Indstilling af diverse ekstraudstyr<br />
" Tryk på F7 for at få adgang til SET UP for indstilling af ekstraudstyr<br />
INVERTER = JA<br />
1. HASTIGHED = JA<br />
DREJETÅRN = NEJ<br />
MOTORDREVET DREJETÅRN = NEJ<br />
MOTORDR.KLINGEFØRINGSH.= NEJ<br />
MOTORDR.KLINGESPÆNDIN. = NEJ<br />
(0 =NEJ =MANGLER, 1 =JA =TILSTEDE)<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Tryk på tasten 0 eller 1 for at indstille tilstedeværelse eller mangel for hvert<br />
stykke ekstraudstyr, og tryk på ENTER for at gå videre til den næste position,<br />
indtil det andet skærmbillede kommer frem.<br />
UDSVINGSKONTROL KLINGE = NEJ<br />
ROBOT AFLÆGN. ARBEJDSSTK. = NEJ<br />
STANGMAGASIN MEP = JA<br />
STANGMAG. EKSTERN LEV. = NEJ<br />
(0 =NEJ =MANGLER, 1 =JA =TILSTEDE)<br />
RUN/PROG = FOREGÅENDE MENU<br />
" Tryk på RUN/PROG for at vende tilbage til den foregående menu.<br />
7-8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
149
150<br />
Indstillling af savhovedet<br />
Versione 7EP<br />
Savhovedets vandring indstilles fra maskinens betjeningspanel. I den følgende<br />
figur ses tasterne på panelet til bevægelse af savhovedet (angivet med Y+ e Y---)<br />
og til lagring i hukommelsen af indledende skærestillinger FCTI (savbladet oppe)<br />
og af afsluttende skærestillinger FCTA (savbladet nede).<br />
FCTI<br />
Endestop hoved tilbage<br />
FCTA<br />
Endestop hoved fremad<br />
Bevægelse af hovedet i<br />
øverste stilling<br />
Bevægelse af hovedet i nederste<br />
stilling<br />
Angående indstillingen af skærevandringen med henblik på bearbejdningen, se<br />
kapitel 5.<br />
Opsætning af justering af hovedets sensor<br />
Savhovedet gennemløber afstanden mellem bagerste og forreste stilling i et<br />
værdiområde mellem 0 254. Når der trykkes på F8 fra SET---UP---menuen, samt<br />
på RESET for at aktivere hovedets bevægelse, får man adgang til skærmbilledet<br />
for justering af hovedets positionssensor. Også de forudindstillede parametre for<br />
hovedets bevægelse, som vises i det følgende, har det samme værdiområde.<br />
Hastighed for retur af hovedet til FCTI<br />
Bevægelseshastighed for hovedet<br />
Hovedets nedgangshastighed<br />
JUSTERING AF POSITIONSSENSOR HOVED<br />
AKTUEL VÆRDI = XXX<br />
GRÆNSE TILBAGE < 254<br />
GRÆNSE FREMAD > 0<br />
HASTIGHED FOR FCTI CPT = 60<br />
MANUEL HASTIGHED FOR CPT= 140<br />
RYSTEHASTIGHED FOR CPT = 160<br />
RUN/PROG = FOREGÅENDE MENU<br />
Det skal dog kontrolleres at buen i virkeligheden og ikke kun teoretisk gennemløber<br />
skærebredden mellem de strukturelle grænser for endestop hoved tilbage og<br />
endestop hoved fremad.<br />
7-9
MEP S.p.A.<br />
Formålet med reguleringen er at indstille værdien for den reelle stilling af<br />
hovedet såvel ved FCTI (grænse tilbage 250 254) som ved FCTA (grænse<br />
fremad 000 015).<br />
For at opnå dette resultat foretages to reguleringer: én på hovedets cylinder og<br />
den anden på MEP 24 kontrolfunktionens IUV---kort.<br />
" Bring hovedet helt ned (FCTA).<br />
" Fjern spændboltene på cylinderens sorte boks med en sekskantnøgle.<br />
" Fjern potentiometrets beskyttelseskasse, og pas på ikke at rykke i forbindelsesledningerne.<br />
" Med en unbraconøgle løsnes spænddyvlerne fra plejlstangen og potentiometerhuset<br />
frigøres.<br />
7-10 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
151
152<br />
Versione 7EP<br />
" Drej manuelt potentiometerhuset, til displayets aflæsning af den aktuelle justeringsværdi<br />
befinder sig mellem 000 015.<br />
" Bloker med dyvlen potentiometerets fastspændingsstøtte. Luk cylinderboksen<br />
igen ved at stramme boltene.<br />
" Indstil nu FCTI---positionen ved at bevæge savhovedet helt bagud, mens der<br />
trykkes på knappen til hævning af hovedet (Y+).<br />
" Åbn lågen til el---skabet, og identificér IUV---kortet vist på tegningen:<br />
" Under klembrættet på IUV---kortet findes to sidestillede potentiometre. Med<br />
en skruetrækker indstilles skruen til regulering af det øverste potentiometer<br />
(angivet på tegningen) til en værdi mellem 250 254, vist på maskinens display.<br />
" Bring maskinen tilbage til normale driftsbetingelser, og foretag en kontrol for<br />
at verificere korrekt funktion.<br />
7-11
MEP S.p.A.<br />
Elektroniske systemer<br />
Vigtigt<br />
Udskiftning af mikrochip C8 i betjeningspanelet<br />
For at udføre dette indgreb skal man først og fremmest afbryde strømforsyningen<br />
og åbne forsiden på betjeningspanelet, hvor panelets kort sidder. Mikrochippen<br />
C8 sidder på kortets forreste del (angivet med pilen) og har en indskrift med<br />
angivelse af softwareprogrammets type og version.<br />
" Tag chippen, der skal skiftes, ud af soklen og erstat den med den nye placeret<br />
i den rigtige retning. Tag de nødvendige forholdsregler mod elektrostatiske<br />
udladninger for ikke at beskadige mikrochippen (undgå for eksempel gummisko,<br />
uldtøj osv.). Luk betjeningspanelet, og foretag en afprøvning af maskinen.<br />
Referenceindsnit til monteringen<br />
Hvis mikrochippen uforvarende placeres omvendt, er der risiko for at beskadige<br />
apparaturet.<br />
Eeprom til lagring i hukommelsen af maskinens parametre<br />
Hvis man skal udskifte panelets kort, er det tilrådeligt at flytte en EEPROM, der<br />
har til opgave at lagre alle maskinens parametre i hukommelsen, fra det gamle<br />
kort til det nye. På nedenstående foto vises den omtalte EEPROM.<br />
7-12 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
153
154<br />
Udskiftning af Eeprom i MEP 24 kontrolfunktionen<br />
Versione 7EP<br />
Først og fremmest skal strømforsyningen til maskinen afbrydes. Åbn lågen til<br />
el---skabet, hvor MEP 24 kontrolfunktionen findes.<br />
" På MEP 24 afmonteres alle klemskruerne for kortene IUD 1 --- 2 --- 3 og IUV --kortet.<br />
" Med en skruetrækker fjernes alle fastgørelsesskruerne til enhedens frontpanel.<br />
" Træk IUD og IUV --- kortene ud.<br />
" Eeprommen sidder nederst på CPU---kortet (på nedenstående foto er det angivet<br />
med en pil).<br />
EPROM<br />
7-13
MEP S.p.A.<br />
" Tag de nødvendige forholdsregler mod elektrostatiske udladninger for ikke at<br />
beskadige mikrochippen (undgå f.eks. gummisko, uldtøj osv.).<br />
" Fjern den gamle eeprom fra kortet, og erstat den med den nye som vist på<br />
nedenstående foto, og pas på at montere den i den rigtige retning (se foto<br />
herunder).<br />
Referencesnit<br />
til montering<br />
M27CI00I<br />
- 15FI<br />
BHHAE<br />
ST<br />
93I8B<br />
KOREA<br />
" Sæt kortene på plads, luk kontrolfunktionen med panelet, og montér klemskruerne.<br />
Foretag en afprøvning af maskinen.<br />
Regulering af displayets lysstyrke<br />
Når der viser sig ydre årsager som ændring af lysintensiteten i rummet, hvor<br />
maskinen er installeret, skal betjenings--- og programmeringspanelets lysstyrke<br />
reguleres. Dette indgreb er vigtigt, da operatøren altid bør have et klart overblik<br />
over panelets signaler.<br />
" Gå videre med reguleringen ved at fjerne spændboltene på panelets forside.<br />
På nedenstående foto, der viser MEP 24 kontrolfunktionens kort, angiver pilen<br />
potentiometret for lysstyrken.<br />
" Med en skruetrækker drejes potentiometret, og variationen i lysstyrken på<br />
maskinens display kontrolleres.<br />
7-14 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
155
Mekaniske systemer<br />
156<br />
Påfyldning af cylinderen på savhovedet<br />
Versione 7EP<br />
Når der viser sig et formindsket olieniveau i kompensationsbeholderen, foretages<br />
der påfyldning af olie. På nedenstående figur angives detaljerne på savhovedcylinderen.<br />
Nedgangen i niveauet bedømmes ved at måle afstanden mellem splitpindens leje<br />
på stangen og beholderen, der under normale forhold bør være mindst 20 mm.<br />
7-15
MEP S.p.A.<br />
I modsat fald skal følgende indgreb foretages:<br />
" skru proppen til påfyldning af cylinderen, der befinder sig på cylinderens side,<br />
løs, og fjern den;<br />
" med en elektrisk eller manuel pumpe som den, der ses på figuren ved siden<br />
af, fyldes der hydraulikolie af typen AGIP ATF DEXRON eller en lignende<br />
olie med samme egenskaber på cylinderen;<br />
7-16 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
157
158<br />
Versione 7EP<br />
" når stangen rager 20 mm ud, er betingelserne for optimal funktion genoprettet;<br />
" foretag nogle vandringer med savhovedet uden materiale, idet den halvautomatiske<br />
skærecyklus anvendes for at fjerne eventuelle luftlommer i<br />
kredsløbet. Hvis savhovedets bevægelse ikke er lineær og konstant, og stangen<br />
har trukket sig nogle mm tilbage, gentages påfyldningen.<br />
Regulering af slør på fremføringsskruestikken<br />
Til regulering af det slør, der med tiden opstår mellem fremføringsskruestikkens<br />
glidestykke og glideunderlaget, skal man regulere de dyvler, der bestemmer<br />
afstanden mellem underlaget og glidestykket på følgende måde:<br />
" Sænk den forreste beskyttelsesbarre.<br />
" Åbn skruestikken helt.<br />
" Med en topnøgle, indeholdt i posen med tilbehør, løsnes alle møtrikker, der<br />
fæstner dyvlerne til glidestykket, mens dyvlerne selv fastholdes med en sekskantnøgle.<br />
7-17
MEP S.p.A.<br />
" Regulér det lette tryk, med hvilket dyvlerne holder glideunderlaget fast.<br />
" Stram møtrikken, mens dyvlerne stadig holdes fast med sekskantnøglen.<br />
" Gentag samme regulering for alle glidestykkets dyvler.<br />
" Efter endt regulering kan man lade skruestikken bevæge sig frem og tilbage<br />
for at kontrollere, om reguleringen er lykkedes, eller for på den måde at finde<br />
de steder, hvor der stadig forekommer friktion.<br />
Savhovedets vandring<br />
Savhovedets vandring under skærecyklussen afhænger af positionerne for FCTI<br />
(Endestop hoved tilbage) og FCTA (Endestop hoved fremad) indstillet elektronisk<br />
fra betjeningspanelet. Savhovedet har dog et mekanisk endestop, der afgør<br />
nederste grænse for dets vandring:<br />
" Man skal til ændring af vandringen bruge to sekskantnøgler, den ene til at<br />
holde møtrikken fast med, den anden til at stramme eller løsne anslagsskruen<br />
med.<br />
7-18 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
159
160<br />
Regulering af bevægelig savbladsbørste<br />
Versione 7EP<br />
Denne mekanisme er udsat for konstant slid, det er derfor nødvendigt til<br />
stadighed at kontrollere, at børsten er i kontakt med klingen, således at den<br />
udfører en korrekt rengøring af savklingen. Når børsten fremstår så slidt, at den<br />
ikke længere kan udføre sin funktion, skal den udskiftes.Denne mekanisme er<br />
udsat for konstant slid, det er derfor nødvendigt til stadighed at kontrollere, at<br />
børsten er i kontakt med klingen, således at den udfører en korrekt rengøring af<br />
savklingen. Når børsten fremstår så slidt, at den ikke længere kan udføre sin<br />
funktion, skal den udskiftes.<br />
" For at ændre på positionen skal man løsne udløserarmen på afskærmningen,<br />
tilnærme den skiven, således at den kan rengøres, og dernæst stramme armen<br />
igen.<br />
" Ved udskiftning er det nødvendigt at fjerne pladen, udløserarmen og<br />
fastgørelsesbolten på børsten.<br />
7-19
MEP S.p.A.<br />
SkiftafværktøjpåmodelLR<br />
Som tidligere nævnt anvendes der forskellige savblade på denne maskine<br />
afhængigt af det materiale, som skal bearbejdes. De nedenfor beskrevne<br />
arbejdstrin skal ligeledes udføres, når savbladet skal udskiftes som følge af slid<br />
eller brud. Til udskiftning af savbladet følges følgende fremgangsmåde:<br />
" afbryd strømmen til maskinen, og fjern arbejdsstykket, og anbring hovedet på<br />
en måde, så der er let adgang til skiven;<br />
" frakobl den bevægelige skærm fra reguleringsstangen, og fjern dækslet som<br />
angivet på figuren;<br />
" med på 19 mm, som er inkluderet i tilbehørsposen, løsnes blokeringsmøtrikken<br />
til skiven (møtrikken løsnes med en bevægelse svarende til skivens);<br />
" fjern flangen og skiven;<br />
" sætskivenogflangenpåigen,ogsørgfor,atflangensogskivenshullerpasser<br />
sammen, ligeledes med værktøjets tænder, der for den forreste sides vedkommende<br />
skal vende nedad;<br />
" stram blokeringsmøtrikken til skiven, og sæt dækslet på igen;<br />
" montér stangen til den bevægelige skærm, og udfør nogle snit for at<br />
prøvekøre det nye savebånd.<br />
7-20 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
161
162<br />
SkiftafværktøjpåmodelMRogHR<br />
Versione 7EP<br />
De nedenfor beskrevne operationer skal også udføres i tilfælde af slid eller brud<br />
på værktøjet. Gå frem på følgende måde ved udskiftning:<br />
" placér savhovedet, så der er let adgang til savklingen, og sluk herefter for<br />
strømmen til maskinen, og fjern arbejdsstykket;<br />
" frigør den bevægelige afskærmning til savklingen, og drej den opad;<br />
" fjerntappenpåmidtenafafskærmningen,løsnmøtrikken,derfastgørsavklingen<br />
med en 46 mm nøgle, og hold fast på den indvendige sekskantskrue.<br />
Møtrikken løsnes altid med en bevægelse svarende til klingens.<br />
" Fjern den beskadigede eller slidte savklinge, og udskift den med en ny, hvor<br />
ovenstående operationer foretages i modsat rækkefølge.<br />
7-21
MEP S.p.A.<br />
Regulering af antigratmekanisme<br />
Denne anordning sørger for aflægning af skårne stykker, således at man undgår<br />
ophobning eller tilstopning under fremføringen af nyt materiale til skæring.<br />
" Løsn fastgørelsesbolten på holderen (1) og på styreanordningen til aflægning<br />
af stykker for at kunne placere den i forhold til skruestikken og i højden for<br />
materialet under bearbejdning.<br />
Fremføringsenhed<br />
I tilfælde af at fremføringsenheden med tiden skulle gå skævt i længderetningen i<br />
forhold til savbordet, skal man genoprette dette ved hjælp af opretningsmekanismerne<br />
på maskinsiden og ilægningssiden. Graden af skævhed mellem savbordet<br />
og ilægningsområdet vurderes med en lineal eller med en lige stang.<br />
" Sænk den forreste beskyttelsesbarre.<br />
" Støt linealen op imod fremføringsenheden for at vurdere paralleliteten mellem<br />
enheden og savbordet.<br />
7-22 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
163
164<br />
Versione 7EP<br />
" I tilfælde af at fremføringsplanet ikke er parallelt med savebordet, skal fremføringsvognen<br />
skubbes væk fra platformen, og dernæst løsnes de to sekskantskruer<br />
til fastspænding af fremføringsenheden (A---B), og de nås, ved at man<br />
fjerner dækslet som angivet med pilen C.<br />
" Justér højden på fødderne (D---E) i forhold til det mål, der blev fundet med<br />
linealen på savbordet, og forsøg at få en forskel på 0,5 mm mellem de to planer.<br />
E<br />
D<br />
B<br />
A<br />
7-23
MEP S.p.A.<br />
" Når man har indstillet højden i nærheden af den faste platform, stadig med<br />
linealen, skal resten af fremføringsenheden justeres ved hjælp af dyvlerne angivet<br />
på tegningen.<br />
" Åbn soklens venstre låge for at få adgang til justeringsmøtrikkerne for de 4<br />
dyvler.<br />
" Stram eller løsn de øverste og nederste møtrikker i forhold til værdierne fundet<br />
med linealen på maskinens savbord.<br />
7-24 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
165
166<br />
Observera!<br />
Regulering af antigratmekanisme<br />
Versione 7EP<br />
Maskinen er som standard udstyret med en antigratmekanisme, der består at en<br />
pneumatisk skruestik, der aktiveres sammen med afhugningsskruestikken, og som<br />
er nyttig både som støtte for materialet og til at eliminere graterne, der dannes<br />
ved afslutningen af skæringen.<br />
Til placering af antigratkæberne kræves følgende:<br />
" løsn fastspændingsskruen fra røret til skruestikken;<br />
" placér røret på basis af målene på det arbejdsstykke, der skal skæres, 23 mm<br />
fra stykket;<br />
" spænd fastspændingsskruen til antigratmekanismen, og kontrollér lukningen<br />
af afhugningsskruestikken.<br />
Arbejdsstykket kan forekomme ublokeret, da skruestikken allerede var i lukkeposition<br />
ved hjælp af trykstemplet. I så fald skal man gentage operationen,<br />
dvs. åbne skruestikken med den tilhørende knap, tilnærme den bevægelige<br />
indspændingskæbe yderligere til arbejdsstykket og blokere igen ved hjælp af<br />
knappen for lukning, mens man tager i betragtning, at vandringen for det<br />
pneumatiske stempel er på ca. 8 mm.<br />
7-25
MEP S.p.A.<br />
Regulering eller udskiftning af transmissionsremmene<br />
Model MR og HR har et transmissionssystem med trapezformede remme. For at<br />
regulere remmene, hvilket tilrådes efter de første 100 driftstimer, eller i forbindelse<br />
med udskiftning skal man foretage følgende operationer:<br />
" fjernbeskyttelsesafskærmningentilremmene,løsnmøtrikkenangivetpåtegningen<br />
samt den overfor, der ikke er synlig;<br />
" løsn møtrikken under motoren, og spænd remmene ved hjælp af dyvelen;<br />
" spænd fastspændingsmøtrikken og de to bolte på siden af motoren, der tidligere<br />
blev løsnet;<br />
" montér atter afskærmningen og alle de beskyttelsesanordninger, der blev fjernet<br />
tidligere.<br />
7-26 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
167
Vedligeholdelse og<br />
valg af<br />
forbrugsmaterialer<br />
Operatørens ansvar<br />
8<br />
<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> er en maskine, der udmærker sig ved sine egenskaber af<br />
styrke og levedygtighed. Faktisk har den ikke brug for særlig vedligeholdelse, også<br />
selv om den som alle værktøjsmaskiner med tiden udsættes for slid, i særdeleshed<br />
hvis maskinen bruges hensynsløst og uden nogen vedligeholdelse.<br />
I dette kapitel giver vi derfor en huskeseddel til dem, der ønsker at bevare<br />
maskinens egenskaber på bedste måde og at opnå alle de fordele, som maskinen<br />
med tiden kan give.<br />
Den person, der tager sig af maskinens drift og vedligeholdelse, skal for sin egen<br />
og andres sikkerheds skyld, samt for selve maskinens produktion, følge nedenforstående<br />
anvisninger:<br />
H man skal sørge for, at ens eget og andres arbejde ved maskinen altid udføres i fuld<br />
overensstemmelse med de foreskrevne sikkerhedsregler og normer. Man skal derfor<br />
kontrollere, om sikkerhedsanordningerne er rigtigt installeret og fungerer korrekt,<br />
samt om de personlige sikkerhedsnormer er overholdt;<br />
H man skal undersøge, om driften er helt effektiv, så man kan garantere højst mulig<br />
produktivitet. Følgende kontolleres:<br />
n hvordan maskinens hoveddele fungerer;<br />
n savbladets skarphed og kølevæskens strømning;<br />
n de bedst mulige arbejdsbetingelser for pågældende materialetype.<br />
H Man skal undersøge, om savekvaliteten er tilfredsstillende, og om det færdige produkt<br />
er fejlfrit.<br />
8-1
MEP S.p.A.<br />
Vejledning til vedligeholdelse<br />
H Al almindelig og ekstraordinær vedligeholdelse skal ske mens knivavbryderen til<br />
strømmen er åben og nødanordningen er tilsluttet.<br />
H For at sikre perfekt drift skal alle reservedele være originale MEP S.p.A.<br />
H Når man har foretaget vedligeholdelsen, skal man kontrollere, om de udskiftede<br />
dele og værktøjet, man har brugt, alle er fjernet fra maskinen, før man sætter den<br />
igang.<br />
H Det er til fare for operatørens sikkerhed, hvis ikke alle brugs - og vedligeholdelsesanvisninger<br />
overholdes.<br />
H Man skal derfor læse og overholde alle brugs - og vedligeholdelsesanvisninger til<br />
maskinen samt de anvisninger, der findes på produktet selv.<br />
Almindelig vedligeholdelse af maskinen<br />
Daglig<br />
Den daglige vedligeholdelse af maskinen indebærer, at man:<br />
" fjerner alle metalspåner fra maskinen (med trykluft og med klude, der ikke<br />
trævler);<br />
" tømmer sokkelpladen for spåner;<br />
" kontrollerer slid på savbladet og, hvis det er nødvendigt, udskifter det;<br />
Ugentlig<br />
Den ugentlige vedligeholdese af maskinen indebærer, at man:<br />
" renser maskinen for alle metalspåner, også dem, der er trængt indenfor savbladets<br />
afskærmning;<br />
" på model LR skal man fjerne bakken til spåner, der findes i højre side af sokklen;<br />
" renser skruestikken og smører alle led og glideoverflader, helst med en olie af<br />
god kvalitet;<br />
" på model LR skal man kontrollere oliestanden i transmissionsboksen og om<br />
nødvendigt fylde på gennem studsen;<br />
" kontrollér, om fremføringsskruestikken glider godt, og i tilfælde af at den ikke<br />
er præcis og udviser tværgående spil, skal man foretage regulering som<br />
angivet i kapitel 7.<br />
8-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
169
Månedlig<br />
Den ugentlige vedligeholdese af maskinen indebærer, at man:<br />
170 Vedligeholdelse og valg af forbrugsmaterialer<br />
Versione 7EP<br />
" rens vandbeholder og el---pumpe grundigt;<br />
" Kontrollér spænding og slid på transmisisonsremmene på model MR og HR.<br />
Vedligeholdelse af funktionelle dele<br />
Funktionsdele som gearkassen indtager en særlig stilling i forbindelse med<br />
vedligeholdelsen af en <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong>.<br />
Gearkasse<br />
Efter de første 100 driftstimer skal transmissionshuset tømmes som beskrevet i<br />
det følgende:<br />
" sænk hovedet helt, og løsn de bageste fjedre;<br />
" fjern tømmestudsen (1), og opsaml olien i en beholder til affaldsolie. For at<br />
accelerere processen kan man også fjerne påfyldningsstudsen (2) placeret på<br />
hovedets top;<br />
1<br />
2<br />
" når indgrebet er fuldendt, sættes studsen på igen, og der påfyldes olie af typen<br />
AGIP BLASIA 460 eller lignende, indtil den når punktet angivet på oliestandsmåleren<br />
på højre side af hovedet;<br />
" efter hver 2000 driftstimer skal olieskiftet gentages.<br />
8-3
MEP S.p.A.<br />
Forbrugsmaterialer<br />
Det er yderst vigtigt, at man bruger specialolier til de hydrauliske og pneumatiske<br />
systemer og til smøre/køleanlægget. I det følgende gives en liste over de kompatible<br />
olier til hver enkelt af disse kredsløb.<br />
Olie til oliehydraulisk cylinder<br />
Den olietype, der fyldes på maskinens hovedcylinder, er l’AGIP ATF DEXRON,<br />
men her følger kompatible olietyper eller typer med samme karakteristika:<br />
TEXACO Texamatic 9226.<br />
Gearolie<br />
Maskinen leveres med olie af typen AGIP BLASIA 460 symbol ISO og UNI CC<br />
460. Efterfølgende følger en oversigt over ækvivalente olietyper:<br />
API DT 460 --- CASTROL Alpha SP 460 --- ARAL Degol BG 460 --- ARCO<br />
PENNANT NL 460 --- BP Energol GR/XP 460 --- ELF Reductelf SP 460 --- ESSO<br />
Spartan EP 460<br />
Gearkasse:<br />
Oliefyldning 2,8 l<br />
Olie til smøre/kølevæsken<br />
Olietypen, der benyttes til maskinens smøre--- kølevæske er CASTROL Syntolin<br />
TFX. I den henseende påpeges det, at i mangel på særlige normative krav har<br />
MEP i dette produkt fundet det bedste forhold mellem kvalitet og pris. I det<br />
følgende giver vi under alle omstændigheder en liste over de olier, der er<br />
kompatible, da de har de sammme egenskaber:<br />
AGIP NB 200 --- SHELL Lutem TT --- IP Utens Fluid --- F<br />
Til slut nævner vi en smøre---køleolie, der garanteres og forhandles af et firma,<br />
der fremstiller båndsavblade (LENOX) kaldet BAND---ADE SAWING FLUID<br />
LENOX<br />
Kølevæskebeholder:<br />
--- Kapacitet: 50 liter<br />
--- Oliekoncentration: 5 --- 6%<br />
8-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
171
Savehastighed og<br />
valg af savblad<br />
Savehastighed<br />
Skærehastigheden står i forhold til savklingens omdrejningshastighed og til<br />
fremføringshastigheden. I dette kapitel beskrives de skærehastigheder, som<br />
understøttes af maskinen i standardversionen.<br />
Standardmaskine model LR<br />
Standardmodellen, med motor med 4/8 poler, leveres med følgende skærehastigheder:<br />
H 1ª hastighed = 30 rpm (8 poler)<br />
H 2ª hastighed = 60 rpm (4 poler)<br />
Indstillingen af disse hastigheder sker via knapper på betjeningspanelet.<br />
Model LR med inverter (ekstraudstyr)<br />
Inverteren er et elektronisk instrument, som kan installeres i <strong>CONDOR</strong> <strong>90</strong><br />
<strong>CNC</strong> --- <strong>FE</strong> båndsaven til at variere spindelmotorens omdrejningstal.<br />
Dette instrument letter arbejdet for den, der skal udføre specielle bearbejdninger,<br />
da den tilpasser værktøjets omdrejningshastighed til det specifikke materiale.<br />
Fordelen er, at man herved kan opnå optimal udnyttelse af savbåndet, dels fordi<br />
man kan tilpasse savblade uden speciel tandstilling til materialetypen, dels fordi<br />
savbladet skånes for hurtigt slid.<br />
H 1ª hastighed fra 20 til 45 rpm<br />
H 2ª hastighed fra 45 til 80 rpm<br />
9<br />
9-1
MEP S.p.A.<br />
Tekniske specifikationer for inverteren<br />
Beskyttelsesgrad IP 31<br />
Modstandsdygtighed over<br />
for vibrationer og chok<br />
(EN50178)<br />
0,6 gn fra 10 til 50 Hz<br />
2 gn fra 50 til 150 Hz<br />
Max. relativ fugtighed 93% uden kondens eller dryppen<br />
Rumtemperatur (EN Til opmagasinering: fra -25˚C til +65˚C<br />
50178)<br />
Til drift: fra -10˚C til +40˚C<br />
Max. højde 1000 m uden deklassering<br />
- monofase: 200V - 15% til 240V + 10%<br />
Strømforsyning - trefase: 200V - 15% til 230V + 10%<br />
380V - 15% til 460V + 10%<br />
Frekvens 50/60 Hz ± 5%<br />
Udgangsspænding Maksimal spænding magen til forsyningsspændingen<br />
Udgangsfrekvensområde 0,5 a 320 Hz<br />
Max. transitorisk strøm 150% af den nominelle strøm i variatoren i 60 sekunder<br />
Frekvensopløsning<br />
- Display: 0,1 Hz<br />
- Analoge indgange: 0,1 Hz for max.100 Hz.<br />
Kommutationsfrekvens Justérbar fra 2,2 til max. 12Hz<br />
Galvanisk isolering mellem kraft og kontrol<br />
Kortslutningsbeskyttelse:<br />
- disponible interne forsyninger;<br />
Beskyttelsesanordninger<br />
og sikkerhedsafbryderen i<br />
variatoren<br />
- mellem udgangsfaserne U-V-W<br />
- mellem udgangsfaserne og jord for kalibreringerne fra<br />
5,5 til 15 Kw<br />
Termosikring mod overophedning og overspænding<br />
Sikkerhedsafbrydere for underspænding og<br />
overspænding i nettet<br />
Sikkerhedsafbrydere for overspænding ved bremsning<br />
Motorværn Integreret beskyttelse i variatoren med beregningen af<br />
l2t Standardmaskine model MR<br />
Standardversionen, med motor med 6 poler, leveres med en skærehastighed på<br />
750 o/m<br />
Standardmaskine model HR<br />
Standardversionen, med motor med 2 poler, leveres med en skærehastighed på<br />
3400 o/m<br />
9-2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
173
Valg af rundsavblad<br />
174 Savehastighed og valg af savblad<br />
Versione 7EP<br />
De savblade, som kan monteres på en <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong>, skal under alle<br />
omstændigheder kunne fremvise følgende egenskaber:<br />
H “Med lille tandafstand”: tyndt materiale som blikplader, rør og profildele;<br />
H “Med stor tandaftand”: store tværsnit; blødt materiale (aluminium - og øvrige letmetal<br />
-legeringer).<br />
Tanddeling<br />
Valget af antallet af tænder afhænger af mange faktorer:<br />
H materialets tværsnit;<br />
H materialets hårdhed;<br />
H metalsidernes tykkelse.<br />
Tværsnit af massivt materiale kræver savblade med stor tandafstand, mens man<br />
skal bruge blade med lille tandafstand til små tværsnit. Når man saver i profilstykker<br />
med tynde metalsider (1÷7 mm) skal der altid være tilstrækkelig mange<br />
tænder, der skærer samtidig, da der ellers ikke sker nogen spåntagning, men en<br />
slags afrivning med stor forhøjelse af snitkraften. Der opstår en lignende tilstand,<br />
hvis store materialetykkelser eller massivt materiale skæres med for lille<br />
tanddeling, og spånerne samler sig og danner en spiral i udkastningsrillen. Men<br />
da en lille tanddeling også er ensbetydende med små udkastningsriller, overstiger<br />
mængden af de spåner, som samler sig ved store materialetykkelser, den<br />
kapacitet, som disse kan rumme. Derfor trykker det materiale, som samler sig,<br />
mod emnets sidevægge og fører til et urent snit (det samme gør sig gældende i<br />
forbindelse med bløde materialer) samt en større snitkraft. Dette medfører brud<br />
på værktøjet.<br />
Valg af tanddelingen T hos forskellige tværsnit af massivt materiale og profilstykker af letmetal---legeringer<br />
S S sp<br />
Simm Deling T Sogspimm Deling T<br />
10 4 10 sp = 0,5 3<br />
30 6 30 sp = 1,5 4 --- 5<br />
50 8 50 sp = 2,5 5 --- 6<br />
70 10 70 sp = 3,5 6 --- 7<br />
<strong>90</strong> 12 <strong>90</strong> sp = 4,5 7 --- 8<br />
130 16 130 sp = 6,5 8<br />
FORKLARING:<br />
S = diameter eller bredde i mm på det massive materiale, som skal saves<br />
sp = sidernes tykkelse i mm<br />
T = tanddeling i mm<br />
Når emnets form på nogle punkter rager ud over tværsnittet, skal man vælge den<br />
større tanddeling.<br />
9-3
MEP S.p.A.<br />
Spåntyper<br />
H Meget fine spåner eller støv betyder, at fødehastigheden og/eller savetrykket er for<br />
lavt.<br />
H Tykke og/eller blå spåner betyder overbelastning af savbladet.<br />
H Spåner i en lang spiral viser, at savebetingelserne er ideelle.<br />
Save - og fremføringshastighed<br />
Savehastigheden, der angives i m/min., og fremføringshastigheden, der angives i<br />
cm 2 /min., begrænses af den varmeudvikling, der finder sted ved tandspidserne.<br />
Hvis fremføringshastigheden er for høj, bliver snittende ikke lige, hverken lodret<br />
eller vandret. Som nævnt tidligere, afhænger savehastigheden af materialets<br />
modstand (kg/mm 2 ), af dets styrke (HRC) og af målene på tværsnittet på det<br />
tykkeste sted. Fremføringshastigheden afhænger af emnets tværsnit. Materialer<br />
med store tværsnit, massive materialer eller materialer med tykke sider (t > 5<br />
mm) tillader derfor en høj fremføringshastighed, som dog afhænger af savbladets<br />
kapacitet med hensyn til at fjerne spåner. Materialer med tynde sider, så som<br />
tynde rør eller metalprofiler, skal saves med lav og, i særdeleshed, med konstant<br />
fremføringshastighed.<br />
9-4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
175
Observera!<br />
Smøre - og kølevæske<br />
176 Savehastighed og valg af savblad<br />
Versione 7EP<br />
Det er smøre---/kølevæskens opgave at forhindre overophedning af savtænderne<br />
og af materialet i saveområdet. Smøremidlet skal være af god kvalitet for at<br />
forhindre, at savbladet udsættes for slid, og at spånerne brænder fast på bladet.<br />
Savbladenes opbygning<br />
På rundsave anvender man primært HSS---DMo5/M2---savblade. De er fremstillet<br />
af et stykke og udmærker sig ved en udpræget styrke og en god snitføring. Til<br />
ærmetaller derimod anvender man normalt rundsavsblade med påsvejsede<br />
HM---hårdmetalskær, som har vist sig at være i besiddelse af en optimal slidstyrke.<br />
Men de har en ringere slagstyrke, som dog heller ikke er nødvendig i samme<br />
grad, når det drejer sig om ærmetaller.<br />
De består af en savklinge i en stållegering til værktøjer (71 Cr 1), hvori der er<br />
udskåret tænder og sæder til skiverne fremstillet af Widia K10.<br />
Oversigt<br />
Mo Molybdæn Ni Nikkel Si Kisel V Vanadium W Tungsten<br />
Al Aluminium C Kul Co Kobalt Cr Krom Mn Mangan<br />
SAVEBLADESTYPE<br />
HSS -DMO 5/M2<br />
HM ø 300x32x3,4<br />
C Cr W Mo V Co HRC<br />
0,47 1,00 6,37 1,00 0,12 45--50<br />
0,71<br />
÷<br />
0,78<br />
0,20<br />
÷<br />
0,30<br />
Tallene i kolonnerne angiver procentindholdet i stålet.<br />
43<br />
+/--<br />
1<br />
9-5
MEP S.p.A.<br />
Savbladstyper<br />
Klingerne til montering på <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> er forskellige afhængigt af<br />
maskinmodellen. På model LR er de tilladte størrelser 300x32x2,5,<br />
275x32x2,5 og 250x32x2,5 i HSS DMo5, da maskinen er beregnet til savning af<br />
materialer i metal. På model MR har klingen 300x32x2,5 i HSS DMo5, mens<br />
målene på model HR er 300x32x2,5 i HM med elektrosvejsede Widiaskiver.<br />
Udover målene og tanddelingen adskiller klingerne sig også ved andre geometriske<br />
karakteristika, der afgør deres forskellige brug:<br />
H Tændernes tilslibning kan i dette tilfælde være af typen BW med skiftevis udlægning<br />
eller af typen C med forskærer med udlægning på begge sider og efterskæretand<br />
uden udlægning;<br />
H tanddeling er afstanden mellem to tandspidser, som sidder ved siden af hinanden,<br />
(tanddeling = T).<br />
Savbladstype<br />
TILSLIBNING AF TYPEN ”C” (HZ)<br />
Stor tandafstand med forskærer med udlægning på begge sider og efterskæretand<br />
uden udlægning. Forskæreren rager ca. 0,3 mm ud over.<br />
Stor tandafstand med forskærer og efterskæretand. Anvendes i save med<br />
tandafstand >= 5 mm til at save i jern --- og ikke --- jern --- materialer med massive<br />
eller fuldprofil---lignende tværsnit.<br />
TILSLIBNING AF TYPEN ”BW” DIN 1838---UNI 4014<br />
Stor tandafstand med tænder, som er skiftevis med udlægning til højre og til<br />
venstre.<br />
Denne tandafstand anvendes normalt til savemaskiner til at save i jernholdige<br />
materialer og legeringer med rørformet eller profiltværsnit.<br />
På <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> LR bruges savklinger med 300x32x2,5,<br />
275x32x2,5 og 250x32x2,5 med en slibning af type C, men som angivet i<br />
nedenstående tabel er også tanddelingen væsentlig.<br />
9-6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
177
Versione 7EP<br />
D. T Z D. T Z D. T Z<br />
300 5 180 275 5 180 250 8 120<br />
POSITIV OG NEGATIV SNITVINKEL<br />
Snitvinklen * kan række lige fra positiv til negativ, afhængig af savehastigheden,<br />
profilen og emnets materiale.<br />
En positiv snitvinkel * udmærker sig ved, at værktøjet har en bedre indtrængningsevne,<br />
hvilket følgelig resulterer i en mindre snitkraft og i, at spånen glider<br />
bedre på skæret. Over for disse fordele står skærets ringe mekaniske modstand,<br />
som bevirker, at snitvinklen aftager, når materialets brudstyrke er stor. Vinklen<br />
aftager fra positiv til negativ, for på denne måde at kunne byde en større<br />
modstandsflade af skæret.<br />
γ Positiv<br />
Materialer med kort spån som f.eks. messing, bronze, aluminium og hårdt<br />
støbejern kræver mindre snitvinkler, da spånen knækker med det samme, og den<br />
frie vinkel griber kun lidt ind i snitfasen.<br />
178 Savehastighed og valg af savblad<br />
B<br />
9-7
MEP S.p.A.<br />
De savblade, som monteres på en <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong>, har positive snitvinkler<br />
til at save i massivt materiale og negative snitvinkler til at save i hulprofiler.<br />
Dette er tilfældet, fordi værktøjet pga. den høje savehastighed (3400 omdr./min.)<br />
“slår” ind i profilens vægge flere gange, dette gælder også for ikke---jern---materialer,<br />
derfor er det nødvendigt, at skæret har en større modstandsflade.<br />
γ Negativ<br />
Man kan desuden skelne rundsave efter yderligere detaljer. Til disse hører bl.a.<br />
anordninger til undertrykkelse af hvin, som forringer støjudviklingen ved høje<br />
omdrejningstal, samt en udvidelse, som bruges til at udligne det tryk, som<br />
spånene udøver på indersiden af skæret, for på denne måde at forringe trykket på<br />
snitmaterialets sidevægge.<br />
Anordning mod hvin Snit med udvidelse<br />
9-8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
179<br />
B
Tværsnit massivt materiale<br />
S<br />
S<br />
D<br />
Profiltværsnit<br />
S<br />
10<br />
30<br />
50<br />
70<br />
<strong>90</strong><br />
110<br />
130<br />
150<br />
D<br />
10<br />
30<br />
50<br />
70<br />
<strong>90</strong><br />
110<br />
130<br />
150<br />
180 Savehastighed og valg af savblad<br />
Versione 7EP<br />
Skemaet gør valget af tandafstanden lettere, da det tager hensyn til snitmaterialets<br />
mål og diameteren på det rundsavblad, som er egnet.<br />
D 200 225 250 275 300 315 350 370 400 425 450 500<br />
t t t t t t t t t t t t t t t t<br />
z z z z z z z z z z z z z z z z<br />
5 6 5 6 5 6 5 6<br />
130 100 140 120 160 128 180 140<br />
6 8 6 8 6 8 6 8 6 8 7 8<br />
100 80 120 80 128 100 140 110 160 120 140 120<br />
8 10 8 10 8 10 8 10 8 10 9 10 10 11<br />
<strong>90</strong> 70 100 80 110 <strong>90</strong> 120 <strong>90</strong> 120 100 120 110 110 100<br />
10 12 10 12 10 12 11 12 11 12<br />
<strong>90</strong> 70 <strong>90</strong> 80 100 80 100 <strong>90</strong> 100 <strong>90</strong><br />
12 14 12 14 12 14 12 14<br />
80 70 80 70 <strong>90</strong> 80 <strong>90</strong> 80<br />
12 14 12 14 12 14<br />
80 70 80 70 <strong>90</strong> 80<br />
12 16 14 16<br />
80 70 80 70<br />
t<br />
z<br />
t<br />
z<br />
t<br />
z<br />
t<br />
z<br />
10 12 10 12 10 12 10 12<br />
120 100 130 110 140 120 150 130<br />
12 14 12 14 12 14 12 14<br />
100 <strong>90</strong> 110 94 120 100 130 110<br />
12 14 12 14 12 14 12 14<br />
100 <strong>90</strong> 110 94 120 100 130 110<br />
14 16 14 16 14 16 14 16<br />
<strong>90</strong> 80 94 84 100 <strong>90</strong> 110 100<br />
14 16 14 16 14 16 14 16<br />
<strong>90</strong> 80 94 84 100 <strong>90</strong> 110 100<br />
3 3 3 3 3 3 3 3<br />
200 200 220 220 250 250 280 280<br />
4 5 4 5 4 5 4 5 4 5 4 5<br />
160 130 180 140 200 160 220 180 220 180 240 200<br />
5 6 5 6 5 6 5 6 5 6 5 6 5 7<br />
140 120 160 128 180 140 180 160 200 160 200 180 220 160<br />
6 8 6 8 6 7 6 7 7 8 6 7 6 7 6 7 6 7<br />
140 110 160 120 160 140 180 160 160 140 200 180 220 1<strong>90</strong> 230 200 260 220<br />
8 10 7 8 7 8 7 8 7 8 7 8 7 8 7 8<br />
120 100 140 120 160 140 160 140 180 160 1<strong>90</strong> 160 200 180 220 200<br />
8 10 8 9 8 9 8 9 8 9 8 9 8 9<br />
120 100 140 120 140 120 160 140 160 150 180 160 200 170<br />
9 10 9 10 9 10 9 10 9 10 9 10<br />
120 110 120 110 140 120 150 130 160 140 170 150<br />
9 10 9 10 9 10 9 10 9 10<br />
120 110 140 120 150 130 160 140 170 150<br />
t<br />
z<br />
t<br />
z<br />
t<br />
z<br />
t<br />
z<br />
9-9
MEP S.p.A.<br />
Anbefaledesmøremidler Emulsion --- skæreolie Emulsion Skæreolie Emulsion<br />
Av rpm<br />
<strong>90</strong><br />
80<br />
60<br />
40<br />
130--150<br />
Vt rpm<br />
30<br />
15<br />
12<br />
12<br />
7<br />
22<br />
35<br />
35<br />
60<br />
<strong>90</strong>0<br />
250<br />
400<br />
400<br />
<strong>90</strong><br />
800<br />
400<br />
<strong>90</strong><br />
80<br />
80<br />
12<br />
12<br />
16<br />
500<br />
130<br />
120<br />
150<br />
50<br />
450<br />
200<br />
30<br />
15<br />
24<br />
Tmm<br />
18<br />
16<br />
16<br />
14<br />
12<br />
16<br />
16<br />
16<br />
20<br />
16<br />
20<br />
18<br />
16<br />
18<br />
18<br />
16<br />
10<br />
6<br />
Av rpm<br />
110--130<br />
Vt rpm<br />
Tmm<br />
16<br />
35<br />
100<br />
<strong>90</strong><br />
70<br />
45<br />
25<br />
35<br />
35<br />
70<br />
1100<br />
250<br />
500<br />
500<br />
16<br />
20<br />
16<br />
14<br />
14<br />
13<br />
10<br />
7<br />
16<br />
14<br />
16<br />
14<br />
16<br />
17<br />
20<br />
600<br />
16<br />
130<br />
18<br />
150<br />
16<br />
200<br />
14<br />
60<br />
100<br />
800<br />
400<br />
18<br />
500<br />
18<br />
300<br />
14<br />
35<br />
100<br />
<strong>90</strong><br />
<strong>90</strong><br />
Av rpm<br />
Oversigt over anbefalede snitparametre<br />
Snitdiameter (i mm)<br />
8<br />
16<br />
6<br />
26<br />
<strong>90</strong>--110<br />
Vt rpm<br />
Tmm<br />
Av rpm<br />
60--<strong>90</strong><br />
Vt rpm<br />
Tmm<br />
Av rpm<br />
40--60<br />
Vt rpm<br />
Tmm<br />
20 18 15 12 10 12 15 12<br />
8 8 8 6 6 8 6 8<br />
5 4 4 3 2 4 4 4<br />
50 30 20 15 9 20 20 25<br />
160 130 110 60 35 50 50 100<br />
7 6 6 4 3 6 6 6<br />
45 30 20 15 9 19 19 23<br />
150 120 110 60 33 45 45 100<br />
10 9 8 6 4 8 8 8<br />
45 25 18 14 9 18 18 22<br />
140 110 100 50 30 45 45 <strong>90</strong><br />
12 12 11 9 6 11 11 11<br />
40 25 17 14 8 17 17 20<br />
130 110 50 50 28 40 40 80<br />
14 14 14 12 8 14 14 14<br />
40 20 15 13 8 15 15 19<br />
110 100 80 45 25 40 40 880<br />
1300<br />
300<br />
500<br />
600<br />
110<br />
<strong>90</strong>0<br />
500<br />
110<br />
100<br />
100<br />
700<br />
140<br />
200<br />
250<br />
70<br />
500<br />
300<br />
40<br />
16<br />
28<br />
18<br />
14<br />
17<br />
14<br />
12<br />
16<br />
16<br />
12<br />
6<br />
5<br />
1400<br />
300<br />
550<br />
600<br />
130<br />
<strong>90</strong>0<br />
500<br />
130<br />
110<br />
110<br />
800<br />
160<br />
250<br />
300<br />
<strong>90</strong><br />
550<br />
350<br />
45<br />
17<br />
30<br />
16<br />
12<br />
14<br />
12<br />
10<br />
12<br />
12<br />
10<br />
6<br />
5<br />
1600<br />
350<br />
550<br />
700<br />
140<br />
1000<br />
600<br />
140<br />
110<br />
110<br />
<strong>90</strong>0<br />
160<br />
300<br />
350<br />
100<br />
550<br />
350<br />
45<br />
18<br />
30<br />
12<br />
10<br />
11<br />
10<br />
8<br />
10<br />
10<br />
6<br />
5<br />
4<br />
Blødt stål<br />
R = 350--500 N/mmq<br />
Flydende mellem---kulstofstål<br />
R = 500--700 N/mmq<br />
Hårdt stål<br />
R = 750--950N/mmq<br />
Ekstrahårdt stål<br />
R = 950--1000 N/mmq<br />
Sejhærdningsstål<br />
R = 950--1300 N/mmq<br />
Rustfrit austenitstål<br />
R = 500--800 N/mmq<br />
Rustfritmaraging---stål<br />
R = 500--800 N/mmq<br />
R = 200--400 N/mmq<br />
R = 300--500 N/mmq<br />
Kobber<br />
R = 200--350 N/mmq<br />
Hård bronze<br />
R = 600--<strong>90</strong>0 N/mmq<br />
Fosforbronze<br />
R = 400--600 N/mmq<br />
Messing<br />
R = 200--400 N/mmq<br />
Legeret messing<br />
R = 400--700 N/mmq<br />
Titan og legeringer<br />
R = 300--800 N/mmq<br />
Profilstykker og rør med<br />
godstykkelser på 0,05.D<br />
R = 300--600 N/mmq<br />
Profilstykker og rør med<br />
godstykkelser på 0,25.D<br />
R = 300--600 N/mmq<br />
9-10 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
181<br />
Av rpm<br />
1700<br />
400<br />
600<br />
700<br />
150<br />
1100<br />
600<br />
150<br />
120<br />
120<br />
20--40<br />
Vt rpm<br />
Tmm<br />
8<br />
1000<br />
7<br />
180<br />
8<br />
350<br />
7<br />
400<br />
8<br />
110<br />
6<br />
600<br />
7<br />
400<br />
45<br />
18<br />
33<br />
4<br />
4<br />
3<br />
Av rpm<br />
1800<br />
400<br />
600<br />
800<br />
160<br />
1100<br />
700<br />
160<br />
130<br />
130<br />
10--20<br />
Vt rpm<br />
1100<br />
200<br />
400<br />
400<br />
120<br />
600<br />
500<br />
50<br />
19<br />
35<br />
Tmm<br />
6<br />
5<br />
6<br />
5<br />
4<br />
5<br />
5<br />
4<br />
3<br />
2<br />
SNITVINKEL<br />
α<br />
γ<br />
10<br />
8<br />
10<br />
8<br />
8<br />
16<br />
16<br />
8<br />
8<br />
8<br />
22<br />
20<br />
20<br />
15<br />
12<br />
16<br />
12<br />
18<br />
18<br />
15<br />
ANBEFALEDE SNITPA-<br />
RAMETRE<br />
Gråt støbejern<br />
Aluminium og legeringer<br />
Aluminium og legeringer
Klassificering af stål<br />
Hårdhed<br />
Ståltype<br />
Brinell HB HRB Kg/mmq<br />
AISI<br />
DIN BS<br />
UNI<br />
55 -- 59<br />
55 -- 61<br />
51 -- 59<br />
34 -- 87<br />
84 -- 89<br />
81 -- 87<br />
160 -- 170<br />
160 -- 180<br />
150 -- 175<br />
1022 -- 1035<br />
1040<br />
1010 -- 1015<br />
1060<br />
En2C--En6<br />
En 8<br />
En 32 A -- En 328<br />
CK 22 -- CK 3<br />
CK 45<br />
CK 10 -- CK 15<br />
160 -- 180<br />
CK 60<br />
C22--C35<br />
C45<br />
C10--C15<br />
C60<br />
182 Savehastighed og valg af savblad<br />
Versione 7EP<br />
Vi giver her en tabel med detaljerede oplysninger om det materiale, der skal<br />
saves, og i hvilken materialet skal klassificeres efter hårdhed. Tabellen er en<br />
hjælp til valg af det rigtige savblad.<br />
55 -- 61<br />
55 -- 61<br />
55 -- 61<br />
55 -- 61<br />
64 -- 73<br />
61 -- 69<br />
61 -- 67<br />
67 -- 77<br />
64 -- 77<br />
67 -- 77<br />
67 -- 75<br />
64 -- 74<br />
51 -- 64<br />
71 -- 77<br />
64 -- 77<br />
73 -- 83<br />
73 -- 83<br />
55 -- 64<br />
67 -- 77<br />
73 -- 81<br />
51 -- 67<br />
51 -- 67<br />
84 -- 89<br />
84 -- 89<br />
84 -- 89<br />
160 -- 180<br />
160 -- 180<br />
ASTMA -- 36/68<br />
En 9<br />
4360 -- 50 A<br />
3706 -- 1.2.3.<br />
17100<br />
84 -- 89<br />
91 -- 97<br />
89 -- 94<br />
89 -- 93<br />
93 -- 99<br />
91 -- 99<br />
93 -- 99<br />
93 -- 98<br />
91 -- 97<br />
80 -- 91<br />
96 -- 99<br />
160 -- 180<br />
4360<br />
En 20 A<br />
970 -- 1955<br />
En 18 B<br />
En 19 B<br />
17115<br />
45 Cr Si 9<br />
1<strong>90</strong> -- 215<br />
180 -- 205<br />
180 -- 200<br />
200 -- 230<br />
1065<br />
5135 -- 5145<br />
4135<br />
3135<br />
3310 -- 3315<br />
17221<br />
34 Cr Mo 5<br />
1<strong>90</strong> -- 230<br />
200 -- 230<br />
200 -- 225<br />
1<strong>90</strong> -- 220<br />
150 -- 1<strong>90</strong><br />
210 -- 230<br />
34 Cr Mo<br />
36 Ni Cr 6<br />
35 Cr Mo 4<br />
4315<br />
8645<br />
W1<br />
52100<br />
L6<br />
En 111<br />
En 36<br />
En 362<br />
En 100 D<br />
20 Nc Cr Mo 2<br />
DX<br />
En 31<br />
B2<br />
1880 X C 95<br />
100 Cr 6<br />
100 Cr 6<br />
91 -- 99<br />
97 -- 102<br />
1<strong>90</strong> -- 230<br />
217 -- 248<br />
56 Ni Cr Mo V 7<br />
52 Nc Cr Mo KU<br />
97 -- 102<br />
84 -- 91<br />
93 -- 99<br />
97 -- 101<br />
80 -- 93<br />
80 -- 93<br />
74 -- 86<br />
217 -- 248<br />
160 -- 220<br />
200 -- 230<br />
215 -- 240<br />
150 -- 200<br />
150 -- 200<br />
T1<br />
1310<br />
M13<br />
D3<br />
309 S<br />
410<br />
304<br />
18 % W<br />
1507 -- 825<br />
2750 (280W18)<br />
A2<br />
A1<br />
En 58 G<br />
En 56 A<br />
En 58 E<br />
210 Cr 46<br />
45 -- 58<br />
130 -- 170<br />
4845<br />
4001<br />
4301<br />
X12Cr13<br />
X 6 Cr Ni 1810<br />
X Cr Ni 1910<br />
55 -- 67<br />
84 -- 93<br />
160 -- 200<br />
316<br />
1501 -- 845<br />
4401<br />
X 8 Cr Ni Mo 1713<br />
36<br />
32<br />
34 -- 42<br />
36<br />
56,5<br />
49<br />
51 -- 69<br />
56,5<br />
60 -- 100<br />
70 -- <strong>90</strong><br />
95 -- 120<br />
70 -- 100<br />
Fosforbronze<br />
Aluminiumbronze<br />
Manganesebronze<br />
Kiselbronze<br />
9-11
MEP S.p.A.<br />
AFNOR<br />
Frankring<br />
UNI<br />
Italien<br />
BS<br />
England<br />
DIN<br />
Tyskland<br />
AISI<br />
U.S.A.<br />
SS<br />
Snerige<br />
Materiale<br />
XC 18<br />
C15--C35<br />
050 A 20<br />
080 M 46 -- 50<br />
C22--C35<br />
1311<br />
XC 38 H 1<br />
C22Mn<br />
20Mn5--28Mn6<br />
1015 -- 1035<br />
Kulstofstål<br />
1572<br />
20 M 5<br />
C28Mn<br />
120 M 19<br />
150 M 28<br />
060 A 40 -- 060 A 96<br />
CK 22 -- CK 50<br />
XC 60 -- XC 75<br />
40 M 5<br />
CK 60 -- CK 101<br />
1040 -- 1064<br />
1650<br />
070 M 55<br />
36 Mn 5<br />
Kulstofstål<br />
XC 42 H 1<br />
1770 -- 1880<br />
1880<br />
XC 55 H 1<br />
C45--C60<br />
080 A 40 -- 080 A 62<br />
Cm 45 -- Cm 55<br />
1717 CDS 110<br />
25 CD 4<br />
1335 -- 1345<br />
2120<br />
25CrMo4--42CrMo4<br />
708 A 37<br />
25CrMo4--42CrMo4<br />
Stållegeringer<br />
Tabel over ståltyper<br />
42 CD 4<br />
4130 -- 4140<br />
2255<br />
708 M 40<br />
35 NCD 6<br />
40 Ni Cr Mo 2 -- 40 Ni Cr Mo 7<br />
735 A 50, 534 A 99<br />
40 Ni Cr Mo 6<br />
4337 -- 4340<br />
50100 -- 52100<br />
2541<br />
50 CV 4<br />
30NiCrMo8--35NiCrMo6KB<br />
817 M 40<br />
40 Ni Cr Mo 73<br />
2230<br />
Stållegeringer<br />
9-12 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
183<br />
100 C 6<br />
50 Cr V 4, 100 Cr 6<br />
311tipo6e7<br />
34 Cr Ni Mo 6, 100 Cr 6<br />
6145 -- 6152<br />
8630 -- 8645<br />
2258<br />
Z 160 CVD 12<br />
X 205 Cr 12 KU<br />
X 210 Cr 12<br />
2310 -- 12<br />
BD 2, BD 3<br />
D--2,D--3<br />
Stål til savblade<br />
Z 200 C 12<br />
X 155 Cr V Mo 121 KU<br />
X 155 Cr V Mo 121<br />
2754 -- 55<br />
55 W Cr V 8 Ku<br />
60 W Cr V 7<br />
2550<br />
55 NCVD 7<br />
BS 1<br />
S--1<br />
Stål til savblade<br />
55 Ni Cr Mo V 6<br />
55 Ni Cr Mo V 6<br />
2710<br />
Z 2 CN 18.10<br />
X 2 Cr Ni 18.11<br />
304 S 15<br />
X 2 Cr Ni 189<br />
201, 202<br />
2324<br />
Z 6 CN 18.09<br />
X 5 Cr Ni 18.10<br />
304 C 12<br />
X 5 Cr Ni 189<br />
Rustfrit stål<br />
302, 304<br />
2333<br />
Z 3 CN 19.10<br />
G -- X 2 Cr Ni 19.10<br />
304 S 12<br />
G -- X 2 Cr Ni 189<br />
X 16 Cr Ni Si 2520<br />
X 15 Cr Ni Si 2520<br />
Z 12 CNS 25.20<br />
316 S 16<br />
314, 316<br />
2343<br />
X 5 Cr Ni Mo 1713<br />
X 5 Cr Ni Mo 1812<br />
Rustfrit stål<br />
Z 6 CND 17.12<br />
317 S 16<br />
317<br />
2353<br />
X 5 Cr Ni Mo 1815<br />
X 5 Cr Ni Mo 1713
Fejltabeller<br />
Fejl i savblade og snit<br />
10<br />
I dette kapitel beskrives metoderne til undersøgelse og lokalisering ad fejl, der<br />
kanværenødvendigemed<strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>---<strong>FE</strong> båndsaven. Regelmæssig<br />
kontrol og passende vedligeholdelse af maskinen er nødvendig for at garantere<br />
maskinens varighed og problemfri drift. Kapitlet er delt op i to afsnit. Det første<br />
omhandler <strong>FE</strong>JL I SAVBLADE OG SNIT, mens andet afsnit, der kaldes<br />
<strong>FE</strong>JLLOKALISERING, vedrører fejl i maskinens almindelige drift. Vejledningen<br />
hjælper til at finde eventuelle fejl og gør det muligt, at foretage de rette indgreb<br />
for at løse problemet.<br />
<strong>FE</strong>JL MULIG ÅRSAG HJÆLPEMIDDEL<br />
Ikke ortogonale snit ' Savhovedets nedsænkning- .Nedsænkningshastigheden<br />
shastighed er for høj<br />
nedsættes<br />
' Savbladets tænder er slidte .Udskift savbladet<br />
' Ortogonalitet mellem savblad<br />
og savbord<br />
.Kontakt vores Servicekontor.<br />
' For lav skærehastighed .Forøg skærehastigheden<br />
(gælder for modeller med to<br />
hastigheder)<br />
' Savtænderne er i stykker .Arbejdsstykkets hårdhed<br />
kontrolleres<br />
Brud på tænderne ' Forkert smøre--/kølevæske .Kontroller vand--/olieemulsion.<br />
Åbninger og slanger må<br />
ikke være tilstoppede. Strålen<br />
indstilles korrekt.<br />
' Materialet er for hårdt .Kontroller parametrene savehastighed,<br />
fremføring, tryk på<br />
savbladet og den monterede<br />
savbladstype<br />
10 -1
MEP S.p.A.<br />
<strong>FE</strong>JL<br />
MULIG ÅRSAG<br />
Brud på tænderne ' Forkert indkøring af savbladet<br />
' Savblad med for lille tandafstand<br />
' Nyt savblad monteres i påbegyndt<br />
snit<br />
HJÆLPEMIDDEL<br />
.Er bladet nyt, skal arbejdet<br />
udføres med halv save-- og<br />
fremføringshastighed.Efter<br />
indkøringsperioden (ca. 300<br />
cm2 for hårdt metal og ca.<br />
1000 cm2 for blødt metal) kan<br />
savehastigheden og fremføringen<br />
indstilles på de normale<br />
værdier.<br />
.Spånerne krøller sammen<br />
ved tandens fod og bevirker<br />
et for stort tryk på denne.<br />
.Snitfladen har på et sted undergået<br />
en varmeforandring<br />
og kan derfor synes hårdere.<br />
Genoptag arbejdet med lav<br />
snit-- og fremføringshastighed.<br />
En tand kan være<br />
blevet siddende i det snit,<br />
som er foretaget af det gamle<br />
savblad. Kontroller dette, og<br />
fjern tanden, før arbejdet<br />
fortsættes.<br />
' Emnet er ikke spændt fast .Hvis materialet bevæger sig<br />
under savningen, kan dette<br />
medføre brud på tænderne.<br />
Kontroller skruestik, spændebakker,<br />
tryk<br />
' Vibrationer .Emnet vibrerer i skruestikken.<br />
Kontroller, at det forskydelige<br />
anslag er spændt fast.<br />
Kontroller fastspændingstrykket,<br />
og dette øges om nødvendigt<br />
Hurtigt slid af savtænder ' For langsom fremføring .Bladet glider hen over materialet<br />
men uden at save:<br />
Forhøj fremføringshastigheden<br />
' For højt savetryk .Savetrykket reduceres<br />
' Alt for høj savehastighed .Tænderne glider hen over<br />
materialet uden at save: Reducer<br />
savehastigheden<br />
' Mangel på kølemiddel .Kontroller kølemiddelniveau,<br />
og rens ledninger/dyser<br />
' Forkert kølemiddelkoncentration<br />
.Kontroller denne, og kølemidlet<br />
anvendes i den korrekte<br />
koncentration<br />
10 -2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
185
<strong>FE</strong>JL<br />
MULIG ÅRSAG<br />
HJÆLPEMIDDEL<br />
186 Fejltabeller<br />
Versione 7EP<br />
Hurtigt slid af savtænder ' Materialefejl .Emnet kan have defekter<br />
fremkaldt af f.eks. oxider eller<br />
sand på overfladen samt indeslutninger<br />
i tværsnittet.<br />
Disse steder er oftest meget<br />
hårdere end savbladet og<br />
forårsager derfor brud på<br />
tænderne. Materialet kasseres<br />
eller renses.<br />
Brud på savbladet ' Hurtig fremføring .Fremføringshastigheden reduceres<br />
' Tænderne er i kontakt med .Kontroller savbladets posi-<br />
materialet, inden savningen tion, før savningen påbegyn-<br />
begynder<br />
des<br />
' Mangel på kølemiddel .Kontroller kølemiddelniveau,<br />
og rens ledninger/dyser<br />
' Vibrationer .Emnet vibrer i skruestikken.<br />
Kontroller, at det forskydelige<br />
anslag er spændt fast. Kontroller<br />
fastspændingstrykket,<br />
og dette øges om nødvendigt.<br />
10 -3
MEP S.p.A.<br />
Fejllokalisering (fejlfinding med betjeningspanel)<br />
Observera!<br />
KORT 1<br />
KORT 3<br />
ANALOGE<br />
INDGANGE<br />
TASTE-<br />
PRØVE<br />
TEST<br />
Denne del af kapitlet handler om fejlfinding og problemer, der kan opstå ved<br />
brug af maskinen. Kontrolfunktionen MEP 24 gør det muligt at kontrollere alle<br />
maskinens installerede elektriske eller elektroniske anordninger ved hjælp af<br />
indgangs --- og udgangssignaler på IUD --- kortet (digitale ind --- og udgange) og<br />
IUV --- kortet (diverse ind --- og udgange).<br />
Adgang til skærmbilledet for fejlfinding<br />
" Sæt strøm til maskinen som beskrevet i kap. 5;<br />
" Tryk på RESET---knappen for at aktivere de digitale udgange.<br />
" Tryk på F6---tasten for at få adgang til maskines fejlfindingssystem.<br />
Hvis det ikke er muligt at få adgang på ovenfor beskrevne måde, skal man<br />
straks efter at have tændt for maskinen trykke på F3.<br />
I nedenstående skema vises listen over maskinens digitale og analoge ind--- og<br />
udgange:<br />
X+ = SKIFT H, X- = SKIFT V, Y+ = 1, Y- = 0<br />
A321 12345678 A321 12345678<br />
IUD 000 : 00000000 IUD 001 : 00000000<br />
I : 00000000 I : 00000000<br />
IUD 010 : 00000000<br />
I : 00000000<br />
SK M X-AKSE: 1-5 = TILBAGE, 6÷0= FREM<br />
STR. MOT L = 000 POS HOVED = 000<br />
KLINGESPÆND = 000 KLINGEUDSV= 000<br />
DRV X BL = 0 OPT. = 0 DIR X-AKS = 000<br />
TAST = “TASTENS NAVN”<br />
LIM I M L = 199 REF V CPT = ANT. TRIN<br />
BLINKENDE = 0 BAGLYS LCD= 0<br />
NØDSTOP = 0 RESET = 0<br />
RUN/PROG = FOREGÅENDE MENU<br />
Diagnostik<br />
KORT 2<br />
KORT 2<br />
KOM. X-<br />
AKSEN<br />
SIG.DRIVER<br />
S.MOT<br />
VISUALIS.<br />
TASTEPRØVE<br />
Når man er kommet ind i fejlfindingssystemet, viser displayet en række tegn, der<br />
alle har med et UDGANGS--- og et INDGANGS signal fra MEP 24---kontrolfunktionen<br />
at gøre.<br />
Som understøttende dokumentationsmateriale for denne betjening af maskinen<br />
vises de elektriske og elektroniske kort i kap. 6 i denne vejledning.<br />
IUD/IUV --- kortene findes inde i MEP 24 i maskinens el --- skab.<br />
10 -4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
187
Oversigt over manøvreringstaster og nøgle til læsningen<br />
Tast til valg af efterfølgende parameter<br />
188 Fejltabeller<br />
Versione 7EP<br />
Tast til valg af foregående parameter<br />
Aktivering<br />
Deaktivering<br />
X+ = SKIFT H, X- = SKIFT V, Y+ = 1, Y- = 0<br />
Kortkonfiguration<br />
Signalets identifikationsnummer<br />
Digitale udgange<br />
Digitale indgange<br />
A321 12345678<br />
IUD 000 : 00000000<br />
I : 00000000<br />
Digitale udgange på IUD- kort 1<br />
Tallene 0 og 1 i displayets øverste linie angiver, om hver enkelt udgang er OFF<br />
(0) eller ON (1). Ved at trykke på tasterne for henholdsvis aktivering (y+) eller<br />
deaktivering (y---) kan det kontrolleres, om det virker. Først skal man dog trykke<br />
på Reset---tasten for at aktivere udgangene. Her følger udgangene på model LR:<br />
1. hastighedstrin<br />
2. hastighedstrin<br />
Central stjerne<br />
A321 12345678<br />
IUD 000 : 00000000<br />
MV hævning/sænkning hoved<br />
Her følger udgangene på model MR og HR:<br />
Anvendes ikke<br />
2. hastighedstrin<br />
Anvendes ikke<br />
MV hævning/sænkning hoved<br />
A321 12345678<br />
IUD 000 : 00000000<br />
Varmevekslingsventil<br />
Elektropumpe kølevæske<br />
Magnetventil for åbning/lukning af CMA<br />
Magnetventil for åbning/lukning af CMT<br />
Varmevekslingsventil<br />
Spånopsuger (ekstraudstyr)<br />
Magnetventil for åbning/lukning af CMA<br />
Magnetventil for åbning/lukning af CMT<br />
10 -5
MEP S.p.A.<br />
Digitale indgange på kortet IUD 1<br />
Tallene 0 og 1 vist i nederste linje på displayet angiver tilstanden OFF (0) eller di<br />
ON (1) for hver enkelt indgang. Når der trykkes på de tilhørende taster for<br />
aktivering (y+) eller deaktivering (y---), kan man kontrollere funktionen.<br />
A321 12345678<br />
IUD 000 : 00000000<br />
I : 10001111<br />
Pressost.for tilstedevær.luft<br />
Anvendes ikke<br />
Start med fodbetjening(ekstraudst.)<br />
Tilstedeværelse af stang i fremfø-<br />
Endestop for fremføringsen.fremad<br />
ringsskruestikken<br />
Anvendes ikke<br />
Endestop for fremføringsvogn fremad<br />
Spærrestang foran<br />
Digitale udgange på IUD- kort 2<br />
Som for kort 1 skal man kontrollere udgangene på kort 2.<br />
A321 12345678<br />
IUD 001: 00000000<br />
Spånopsamler (ekstraudstyr på LR)<br />
Anvendes ikke<br />
Anvendes ikke<br />
Anvendes ikke<br />
Digitale indgange på kortet IUD 2<br />
Som for kort 1 skal man kontrollere indgange på kort 2.<br />
A321 12345678<br />
IUD 001: 00000000<br />
I : 00001101<br />
Anvendes ikke<br />
Flag for tilstedeværelse af 2. kort<br />
Anvendes ikke<br />
Anvendes ikke<br />
Digitale udgange IUD- kort 3<br />
Anvendes ikke<br />
Anvendes ikke<br />
Anmodning om aflægn.af stykker(r.til<br />
aflægning af styk.)<br />
Anvendes ikke<br />
Start inverter til klingemotor<br />
(ekstraudstyr på LR)<br />
Anvendes ikke<br />
Anvendes ikke<br />
Anvendes ikke<br />
Anvendes ikke<br />
Anvendes ikke<br />
Anvendes ikke<br />
Anvendes ikke<br />
Som for de andre kort skal man kontrollere funktionen af udgangene på kort 3.<br />
A321 12345678<br />
IUD 010: 00000000<br />
MV cylinder for adskillemekanisme for<br />
stang<br />
MV cyl.for rulle til fremføring af stang<br />
Fjernbetjening til motor til fremføringsrulle<br />
Anvendes ikke<br />
10 -6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
189
Digitale indgange på kortet IUD 3<br />
Som for kort 1 skal man kontrollere indgange på kort 3.<br />
Flag for tilstedeværelse af 3. kort<br />
Anvendes ikke<br />
Endestop for start/slut på stang<br />
Endestop for fremføringsrulle til lav<br />
stang<br />
Indgange IUV- kort<br />
A321 12345678<br />
IUD 010: 00000000<br />
I : 00001101<br />
1<strong>90</strong> Fejltabeller<br />
Versione 7EP<br />
ON/OFF kontakt til stangmagasin<br />
Endestop for adskillemekanisme<br />
høj stang<br />
Endestop for adskillemekanisme<br />
lav stang<br />
Endestop for fremføringsrulle til<br />
høj stang<br />
For skridtmotoren i fremføringsenheden kan man kontrollere hastigheden for<br />
fremføring eller tilbagetrækning således: tast cifrene 1 --- 5 for tilbagetrækning<br />
med progressiv hastighed af fremøringsvognen. Ved at taste 6 --- 0 fås fremføring.<br />
SK M X-AKSE: 1-5 = TILBAGE, 6÷0= FREM<br />
Progressiv tilbagetrækning af fremføringsvognen<br />
Progressiv fremgang for fremføringsvognen<br />
Klingemotorens strømforbrug viser en værdi i ampere, efter at man har aktiveret<br />
den relative digitale udgang for start inverter klingemotor på kort 2.<br />
Hovedets position viser en værdi signaleret af savhovedcylindersensoren på<br />
mellem 1 og 255, der angiver hovedets højde.<br />
STR MOT KL = 000 POS HOVED = 000<br />
SPÆND KL. = 000 KLINGEUDS.= 000<br />
Anvendes ikke<br />
Strømforbrug klingemotor<br />
Anvendes ikke<br />
Position hoved<br />
Det maksimale strømforbrug for klingemotoren viser en værdi på mellem 1 og<br />
199 signaleret af inverteren via omdrejningen af potentiometeret på betjeningspanelet<br />
og forbundet med kontrollen af skærekraften.<br />
10 -7
MEP S.p.A.<br />
Den vertikale reference for CPT (Hovedcylinder) viser en værdi på mellem 1 og<br />
199 signaleret af hovedcylinderens skridtmotor.<br />
GR I M L = 199 RIE V CPT = 000<br />
Maks. strømforbrug for klingemotor<br />
Antal skridt for skridtmotor CPT<br />
Indgange CNSL- kort (betjeningspanel)<br />
Hver tast på panelet har et identifikationsnavn, der fremkommer på diagnostikskærmen<br />
efter tegnet “=”, når der bliver trykket på tasten. Hvis man f.eks.<br />
trykker på tasten “start” for cyklusstart, fremkommer der ved siden af tegnet “=”<br />
en definition “START”.<br />
Hvis det skulle ske, at et tryk på tasten ikke bringer navnet frem efter tegnet “=”,<br />
skyldes den mulige fejlfunktion nok tasten på betjeningspanelet, der ikke kan lede<br />
elektricitet, når det er lukket.<br />
TAST = “TASTENS NAVN”<br />
Værdierne angivet nedenfor viser aktiveringen eller deaktiveringen af anordninger<br />
styret af betjeningspanelet.<br />
BLINKENDE = 0 BAGBELYS.LCD = 0<br />
NØDSTOP = 0 RESET = 0<br />
Nødstopknap<br />
Blinkende pga. alarm eller nødstop<br />
Reset-tast<br />
Baggrundsbelysning af display<br />
10 -8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
191
Maskinens alarm - og nødstopanordninger<br />
192 Fejltabeller<br />
Versione 7EP<br />
MEP 24 maskinens kontrolfunktion angiver med akustiske eller visuelle signaler<br />
alle alarm--- eller nødsituationer, der kan opstå ved brug.<br />
TRYK PÅ RESET Denne meddelelse fremkommer hver gang, et nødstop afhjælpes.<br />
SLUT PÅ SNIT<br />
TRYK PÅ RESET<br />
SLUT PÅ STANG<br />
TRYK PÅ RESET<br />
SLUT PÅ STANG<br />
AFVENTER ILÆGNING<br />
AF STANG<br />
INDTAST SNIT<br />
ELLER VÆLG PROGRAMMER<br />
RUN/PROG = UDFØR<br />
CLEAR = ANNULLER<br />
ALARM<br />
VÆRKTØJETS LEVETID UD-<br />
LØBET<br />
TRYK PÅ RESET<br />
FORBUDT KOMMANDO<br />
TRYK PÅ RESET<br />
Denne meddelelse fremkommer, når maskinen har gennemført hele den automatiske<br />
arbejdscyklus. Den gør operatøren opmærksom på, at cyklussen er afsluttet.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, når maskinen har opbrugt arbejdsstykket under<br />
den normale udførelse af en automatisk arbejdscyklus.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, når maskinen har opbrugt arbejdsstykket under<br />
den normale udførelse af en automatisk arbejdscyklus. Den gør operatøren opmærksom<br />
på, at arbejdsstykket er opbrugt.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Når den nye stang er ilagt, og der trykkes på START, registrerer maskinen arbejdsstykket,<br />
og programmet fortsætter, hvor det blev afbrudt.<br />
Denne meddelelse fremkommer, hvis der er startet en automatisk arbejdscyklus,<br />
udenatdererindtastetprogramnummerellerforetagetprogramvalg.<br />
" Hvis man trykker på RUN/PROG efter at have indtastet antal snit eller valgt de<br />
manglende programmer, vender man tilbage til skærmen for automatisk cyklus.<br />
" Når man trykker på CLEAR, annulleres de indtastede data.<br />
Denne meddelelse fremkommer, når maskinen er nået til det samlede antal timer,<br />
værktøjet forventes at kunne fungere, og som findes i undermenuen (F8 = klingens<br />
tykkelse) for den automatiske cyklus med en maksimumgrænse på 9999 min<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne alarm angiver inkongruens i indstillingen af maskinens funktioner.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
10 -9
MEP S.p.A.<br />
FORBUDT KOMMANDO<br />
SKÆREHASTIGHED IKKE<br />
VALGT<br />
TRYK PÅ RESET<br />
FORBUDT KOMMANDO<br />
X-AKSE I BEVÆGELSE<br />
TRYK PÅ RESET<br />
FORBUDT KOMMANDO<br />
HOVED IKKE VED<br />
ENDESTOP TILBAGE<br />
TRYK PÅ RESET<br />
FORBUDT KOMMANDO<br />
AKSE IKKE NULSTILLET<br />
TRYK PÅ RESET<br />
FORBUDT KOMMANDO<br />
ÅBN MINDST EN SKRUES-<br />
TIK<br />
TRYK PÅ RESET<br />
FORBUDT KOMMANDO<br />
TO ELLER FLERE SAMTI-<br />
DIGE KOMMANDOER<br />
TRYK PÅ RESET<br />
FORBUDT KOMMANDO<br />
ARBEJDSCYKLUS I GANG<br />
TRYK PÅ RESET<br />
ALARM<br />
FORSØG PÅ LAGRING<br />
ULOGISK ENDESTOP SKÆ-<br />
RING<br />
TRYK PÅ RESET<br />
Denne meddelelse fremkommer, hvis der er blevet trykket på START, uden at der<br />
først er valgt skærehastighed eller et område for inverteren. Der skal vælges en<br />
hastighed.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, når man forsøger at afgive en yderligere kommando<br />
under fremføringsvognens bevægelse.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, når man forsøger at afgive kommandoen START<br />
af cyklus, og hovedet ikke er i positionen endestop hoved tilbage.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, hvis nulstillingsfasen blev sprunget over, fordi<br />
man indledningsvis ønskede at anvende maskinen i en halvautomatisk funktion.<br />
" Når der trykkes på RESET, vender man tilbage til arbejdsskærmen, hvor man<br />
kan skifte til “NULSTILLINGS”---fasen<br />
Denne meddelelse fremkommer, når man forsøger at flytte fremføringsenheden<br />
med manuelle taster, og begge skruestikker på forhånd var lukkede.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, når der “LEGES” med tastaturet, altså når der<br />
allerede er startet én funktion, og man fortsætter med at trykke på andre taster.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, når der er givet ordre til START af en arbejdscyklus,<br />
og man, mens den er under udførelse, forsøger at få maskinen til at udføre en<br />
anden operation.<br />
" Når der trykkes på RESET---tasten, vender man tilbage til arbejdsskærmen.<br />
Denne meddelelse fremkommer, når man ændrer på grænserne for skærevandringen.<br />
Det kan forekomme, at den nye startposition befinder sig under den foregående<br />
slutposition.<br />
" Begge skal ændres, og når der trykkes på RESET---tasten, genetableres den manuelle<br />
kommandokontrol.<br />
10 -10 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
193
NØDSTOP<br />
NØDSTOP AKTIVERET<br />
TRYK PÅ RESET<br />
NØDSTOP<br />
FREMFØRINGSENHED BLO-<br />
KERET<br />
TRYK PÅ RESET<br />
NØDSTOP<br />
INVERTER BLOKERET<br />
TRYK PÅ RESET<br />
NØDSTOP<br />
BLOKERET SAVHOVED<br />
TRYK PÅ RESET<br />
NØDSTOP<br />
ANMODNING OM FREMFØ-<br />
RING, HVOR HOVEDET IK-<br />
KE ER VED ENDESTOP<br />
TILBAGE<br />
TRYK PÅ RESET<br />
NØDSTOP<br />
DRIVER SKR.MOT X-AKSE<br />
BLOKERET<br />
TRYK PÅ RESET<br />
NØDSTOP<br />
INGEN STANG I SAVE-<br />
SKRUESTIK<br />
TRYK PÅ RESET<br />
194 Fejltabeller<br />
Versione 7EP<br />
Vises, når en funktion påbegyndes, uden at NØDSTOPKONTAKTEN er sat ud af<br />
funktion.<br />
" Deaktivér nødstopkontakten, og tryk på RESET for at genetablere den manuelle<br />
kommandokontrol.<br />
Årsagerne til fejlfunktion i fremføring af stænger kan være af mekanisk, elektrisk<br />
og elektronisk art.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne kontrol er altid aktiv, når systemet er i brug.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne kontrol er altid aktiv, når systemet er i brug.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse kan fremkomme under en automatisk arbejdscyklus, når hovedet<br />
er vendt tilbage til FCTI og af en eller anden årsag mister positionen.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Dette er en meddelelse, der stammer fra en fejl i kontrollen af X---aksen, og den<br />
kan afhænge af en overophedning eller en elektroniske fejlfunktion.<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
Denne meddelelse fremkommer, når der ikke er ilagt et arbejdsstykke i saveskruestikken,<br />
eller når saveskruestikken ikke er manuelt placeret før den automatiske<br />
lukning i en afstand af 2÷3 mm<br />
" Når der trykkes på RESET---tasten, genetableres den manuelle kommandokontrol.<br />
10 -11
MEP S.p.A.<br />
NØDSTOP<br />
<strong>FE</strong>JLKODE XX<br />
TRYK PÅ RESET<br />
Denne meddelelse vises hver gang, der forekommer en fejlsituation i maskinen<br />
signaleret af kontrolenhedens software og med et ID---nummer (XX). I det følgende<br />
anføres listen over fejlkoder, der kan vise sig under driften.<br />
0 = RESET ELLER UFORSVARLIGE AFBRYDELSER<br />
1 = USTABILE DIGITALE INDGANGE KORT 3<br />
2 = USTABILE DIGITALE INDGANGE KORT 4<br />
3 = IKKE EKSISTERENDE TILSTAND ELLER SKÆRM<br />
4 = USTABILE DIGITALE INDGANGE KORT 1<br />
5 = USTABILE DIGITALE INDGANGE KORT 2<br />
6 = USTABIL ANALOG INDGANG (#9) FOR KLINGESPÆNDING<br />
7 = ANALOG INDGANG FOR STRØMFOR.KLINGEMOT.(#3,4) USTABIL<br />
8 = ANALOG INDGANG FOR POTENTIOM.FOR HOVEDPOSIT.(#6) UST.<br />
9 = ANMODNING OM OUTPUT 1. OG 2. HAST. SAMTIDIG<br />
10=ANM.OMOUTPUT1.OGCEN.STJERNE2.HAST.SAMTIDIG<br />
11 = ANM. OM OUTPUT 1., CEN. STJERNE OG 2. HAST. SAMTIDIG.<br />
12 = EEPROM UTILGÆNGELIG<br />
13 = IUV <strong>FE</strong>JL<br />
14 = TEST RAM MISLYKKET<br />
15 = TEST ROM MISLYKKET<br />
16 = NØDSTOP IKKE DEFINERET<br />
17 = IKKE EKSISTERENDE SAVEFASE<br />
18 = USTABIL ANALOG INDGANG POTENTIO. POSIT. HOVED (#6)<br />
" Når der trykkes på RESET genetableres den manuelle kommandokontrol.<br />
10 -12 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
195
Tilbehør<br />
Tilbehør efter forespørgsel<br />
I dette afsnit anføres det tilbehør, der er disponibelt som udstyr til denne<br />
maskinmodel og de hermed forbundne montageprocedurer.<br />
Til disse ekstraudstyr skal montagen ske på fabrikken, idet det kan være vanskeligt<br />
for brugeren at foretage installationen. I det følgende vises en liste.<br />
H pedal til supplerende styring af start/nødstop.<br />
11<br />
Maskinen udstyret med fodbetjening har mulighed for at vælge metode for start<br />
af cyklussen. Når man trykker på den tilhørende knap, aktiverer man start fra<br />
betjeningspanelet (START) eller fra fodbetjeningen.<br />
11 -1
MEP S.p.A.<br />
Observera!<br />
Indføring af stang via slisk CB 6000<br />
Dette ekstraudstyr giver mulighed for i rækkefølge at indføre alle de stænger, der<br />
er placeret på slisken, for at gøre maskinen uafhængig af bemanding i længere tid<br />
ad gangen.<br />
CB 6000 skal bestilles sammen med maskinen, da det er nødvendigt at udvide<br />
maskinens kontrolenhed samt foretage en nøjagtig afprøvning inden leveringen.<br />
Den har en plade på 80 cm med en regulérbar hældning, der kan fyldes helt op,<br />
og som kan indeholde runde stænger (1) eller firkantede stænger (2), massive<br />
eller rør, med de maksimummål som er angivet i nedenstående tabel:<br />
1 2<br />
OPFYLDNINGSTABEL<br />
Områder<br />
mm <strong>90</strong> 80 80 x h10÷80 40 40 80 x h10÷20<br />
SPECIFIKATIONER<br />
AIR<br />
Den skal sluttes til en pneumatisk fremføring ved 6 Bar, og motoren forsynes fra<br />
savemaskinens styreenhed.<br />
3<br />
BAR kw kg<br />
6 0.37 485<br />
11 -2 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
197<br />
1<br />
0
Her følger procedurerne for installationen:<br />
198 Tilbehør<br />
Versione 7EP<br />
" montér adapteren, der befinder sig sammen med motormodulet på maskinens<br />
ilægningsside;<br />
" tilnærm “motormodulet” på ilægningssiden (venstre), og slut adapteren til<br />
maskinen;<br />
CB 6000<br />
MEP SPA ITALY<br />
" indenskruernestrammes,skalmanvedhjælpafenslebetstangfådetførste<br />
modul til at flugte med maskinens arbejdsbord ved at justere fødderne i højden;<br />
" isæt ligeledes de to andre moduler ved at føre rørene inden i hinanden.<br />
CB 6000<br />
MEP SPA ITALY<br />
" Åbn de ruller helt, der omslutter ilægningsområdet. Isæt derefter forbindelsesmuffen<br />
til transmissionen mellem tandkransene på modul 1 og 2, og derefter<br />
på modul 2 og 3;<br />
" fastgør modulerne til hinanden, og spænd bolte og møtrikker svarende til<br />
åbningerne i rørene;<br />
" udrul beviklingen til nødstopmekanismen på det første modul, så det når frem<br />
til det sidste modul, og fastgør det med skruer i en position, der let kan nås af<br />
operatøren;<br />
" bring nødstopknappen, der befinder sig på det første modul, til den yderste<br />
kant af det sidste modul, der allerede er forberedt til fastgørelsen og ledningsføringen;<br />
" sæt strømstikket ind i kontakten på venstre side af maskinen;<br />
" forbind hanklemmerne på signalledningerne til styreenhedens kort, idet man<br />
fører dem igennem åbningen i elskabet med kappe og samling og derefter<br />
sætter hanklemmerne i hunklemmerne i elskabet.<br />
11 -3
MEP S.p.A.<br />
Tilbehør<br />
mm 950-1000<br />
Rundsavsblad<br />
Savklingerne, der kan anvendes på model LR, er:<br />
H rundsavsblad HSS DMo5/M2 diameter 300x32x2,5 til profilemner;<br />
H rundsavsblad HSS DMo5/M2 diameter 275x32x2,5 til profilemner;<br />
H rundsavsblad HSS DMo5/M2 diameter 250x32x2 til massive emner.<br />
Savklingen, der kan anvendes på model MR, er:<br />
H rundsavsblad HSS DMo5/M2 diameter 300x32x2,5;<br />
Savklingen, der kan anvendes på model HR, er:<br />
H rundsavsblad HM Ø 300x32x3,4;<br />
Rullebord<br />
H rullebord K35 til indlægningssiden, indbygningsmodul 1500 mm;<br />
H rullebord K35 til aflægningssiden, indbygningsmodul 1500 mm.<br />
Kg 35<br />
mm 1<strong>90</strong><br />
11 -4 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
199<br />
mm24
Emulgeringsolie<br />
5 l emulgeringsolie.<br />
Tilpasningsanordning til rullebord på aflægningssiden<br />
200 Tilbehør<br />
Versione 7EP<br />
Denne anordning er beregnet til at påsætte rulletømningsplatformen på maskinen.<br />
I det følgende beskrives, hvordan den monteres.<br />
" fjern slisken til arbejdsstykker fra højre side af den faste platform;<br />
" anvend adaptoren, og fastgør den med de tidligere fjernede skruer.<br />
" Montér aflægningsrullebordet ved at fastgøre det med de medfølgende<br />
skruer.<br />
11 -5
MEP S.p.A.<br />
Støtte til rullebord på indlægningssiden<br />
Denne anordning bruges til at øge modstanden ved belastningen af rulleplatformene<br />
både ved pålægning og tømning. I det følgende vises operationerne, der<br />
skal udføres ved montagen:<br />
" Kobl platformen fra adaptoren (r.eks. tømningssiden);<br />
" placér understøtningen i overensstemmelse med de eksisterende huller i bunden<br />
af bordet, og slut det atter til adapteren.<br />
11 -6 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
201
Motordrevet spånopsamler<br />
202 Tilbehør<br />
Versione 7EP<br />
Denne mekanisme kan monteres på model LR, og den har til formål at fjerne<br />
spånerne fra bakken til opsamling af spåner. Her følger monteringsoperationerne:<br />
" sluk for strømmen til maskinen;<br />
" udtrækogfjernbakkentilopsamlingafspåner;<br />
" indsæt den underste del af spånopsamleren i stedet for den netop udtagne<br />
bakke, og sørg for, at den står ud for hullerne til fastgørelse med skruerne;<br />
" justér fødderne på opsamleren, så transportbåndet får en let hældning;<br />
" sæt strømstikket ind i kontakten på maskinen;<br />
" start maskinen, og indstil den valgte funktionstype på betjeningspanelet fra<br />
højre til venstre: manuel, ikke aktiv, automatisk.<br />
11 -7
MEP S.p.A.<br />
Opsugningsanlæg<br />
Denne mekanisme kan installeres på model MR og HR, og den skal opsuge de<br />
spåner, der fremkommer under bearbejdningen. Her følger de nødvendige<br />
operationer for tilslutningen:<br />
" sørg for, at maskinen er slukket;<br />
Luft med spåner<br />
Filtreret luft<br />
" isæt flexslangen i udsugningsåbningen for spånerne, der befinder sig på bagsiden<br />
af afskærmningen, og fastgør den med metalspændebåndet;<br />
" sæt strømstikket ind i kontakten på maskinen;<br />
" start maskinen, og indstil den valgte funktionstype på betjeningspanelet fra<br />
højre til venstre: manuel, ikke aktiv, automatisk.<br />
11 -8 Brugs--- og vedligeholdelsesvejledning <strong>CONDOR</strong> <strong>90</strong> <strong>CNC</strong>--<strong>FE</strong><br />
203